机床基础对机床精度的影响
2010-09-11杨忠丹
杨忠丹
(资阳南车传动有限公司,四川资阳 641303)
机床基础对机床精度的影响
杨忠丹
(资阳南车传动有限公司,四川资阳 641303)
通过机床基础对机床精度影响原因分析,提出大型机床在安装中应该注意的问题,避免造成重大损失,确保机床能够正常运行和投资得到良好的回报。
基础 承重 变形量 精度
我公司是长期从事各种机车重要部件传动箱的生产制造。多年来,因传动箱孔系位置误差和同轴度误差等加工精度质量问题,造成生产制造出的传动箱在试验过程中出现异音,影响传动箱的正常交出。为了提高传动箱孔系的加工精度,2005年我公司投巨资从国外引进一台落地式HCW -180NC精密数控镗床,经过历时7个月安装调试,在前期对机床几何精度和机床定位重复精度检查均达到出厂标准和技术协议要求情况下,对机床加工精度进行核查并试加工期间,出现了不重合误差的现象,即对传动箱孔系试加工期间,出现未镗完的孔系,再进行镗孔加工时,偏离原孔中心的现象,其误差值在0.1~0.15 mm范围内波动,随着时间推移,其误差值继续增大,由于不重合误差的原因,造成了不能满足传动箱孔系的加工精度要求。本文对加工精度不重合现象进行分析并提出防范措施,告诫其他企业在安装大型机床时避免出现同样错误而造成重大经济损失。
1 落地式HCW-180NC精密数控镗床安装过程和不重合误差的出现
在签订购置落地式HCW -180NC精密数控镗床合同后,在规定时间内,我公司按照生产厂家提供的机床基础图和所需的承重,制作了机床基础并用80 t钢材对机床基础作了承重试验;在承重试验过程中并未发现整个机床基础有裂纹、断裂、下沉的缺陷。
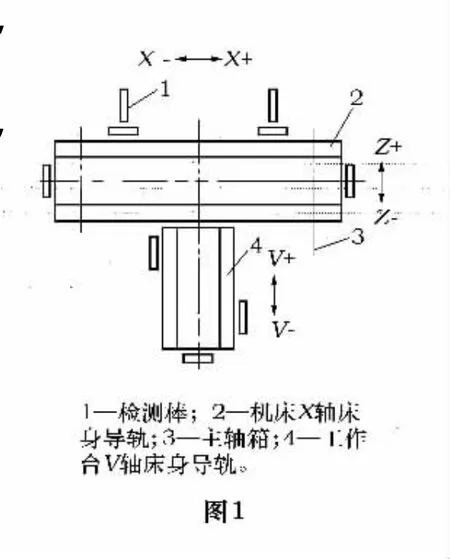
2005年初开始对引进的落地式HCW -180NC精密数控镗床进行安装调试,安装前在机床床身和工作台床身的纵向和横向位置附近分别安装了与基础连成一体的检测基础变形用的检测棒并将检测棒调平。检测棒安装具体位置和检测棒结构形式见图1和图2。
在安装机床立柱、工作台等部件前,将水平仪放置在不同位置的检测棒上,用16 t重的机床配重在检测棒附近做承重试验,观看水平仪是否变化并检查基础变形情况,结果未发现基础有变形的现象。接着对机床进行安装调试并对机床几何精度和定位精度、重复定位精度逐项进行检查,检查结果均达到出厂标准和技术协议要求。期间时间历时5个月,在六七月份对传动箱孔系进行试加工,开始试加工阶段,机床运行和加工均正常;到7月中旬期间,在进行传动箱精加工时,发现孔系重复精加工出现偏移现象,而此时孔系在所有的机床位置参数均没有改变,用百分表检查加工的孔系,其偏移原孔的中心0.1~0.15 mm,其误差值大于技术要求所规定定位精度和重复定位精度10倍之多,技术要求规定定位精度:P≤0.010 mm/1 000 mm,0.025 mm/5 000 mm;重复定位精度:PS≤0.008 mm。出现如此大偏差是不能满足传动箱孔系加工精度要求的。为什么在安装过程中,对机床几何精度、定位精度、重复定位精度检查结果都达到出厂标准和技术协议要求的情况下,在短短几个月时间内,会出现这样的误差?双方技术人员十分迷惑。

2 不重合误差查找过程和分析
针对不重合误差问题的出现,我们从以下几个方面逐步进行了详细检查,查找造成不重合误差原因:
①对编制的传动箱加工程序逐条进行检查,特别是对具有位置要求数据的查对,结果是整个加工程序编制没有任何错误;
②检查数控系统技术参数是否发生了变化,没有发现其技术参数在运行过程中发生改变,数控系统也未出现任何报警信号,因此判定数控系统运行正常;
③试加工传动箱孔系是在夏季,而安装的初期是年初,其温差是否会对机床精度和对加工传动箱孔系加工精度造成影响,查阅相关资料,证实机床安装对温度的要求是机床安装所在地室内温度范围在:+10~35℃均为合格,实际测量机床所安装的车间温度在18~32℃范围内,满足机床安装规定的温度条件,排除了因温度影响机床精度。
④检查机床立柱(含主轴箱)X轴方向往复移动、工作台V轴方向往复移动几何精度的变化情况,具体方法如下。
(1)检查机床在X轴方向往复移动几何精度变化情况(图3、图4,其测量数据见表1)
将立柱移动到X轴正方向的极限位置,将电子水平仪(精度:0.001 mm/1 000 mm)分别放置在主轴方滑枕X轴方向、Z轴方向上,图3和图4。

将水平仪调整为零;记录此时的温度和时间,立柱往X轴负方向移动,每移动1 m,记录一次数据,移动全长5 m,将记录的数据填入表格中,为了避免温度变化梯度引起误差,将检测时间按照技术协议所规定的,即在测量过程中以及12 h内最大允许的温度变化梯度不超过6℃情况下进行检测,其检测结果见表1。

将立柱移动到X轴负方向的极限位置,按照上述方式进行检测,其测量值与表1中数字基本上一致,但水平仪显示方向正好相反;查阅机床安装调试时,对此项几何精度的检测记录,通过测量数据对照,可以看出此项机床几何精度变化较大。
(2)按照同样方法检查工作台在V轴方向往复移动几何精度变化情况(图5,测量数据见表2)
将工作台移动到V轴正方向的极限位置,将电子水平仪(精度:0.001 mm/1 000 mm)分别放置在工作台X轴方向、V轴方向上,见图5。移动工作,每移动1 m,记录一次数据,移动全长3 m,将记录的数据填入表格中,其测量结果见表2。

通过对机床和工作台两项关系到加工精度的几何精度的测量并与原测量值比较和分析,可以知道机床和工作台的几何精度发生了很大变化,其变化值是原测量值的几十倍,而机床几何精度变化结果是直接导致加工孔系出现不重合误差问题主要原因。又是什么原因造成了机床几何精度在短短的几个月内发生如此大的变化呢?

表1
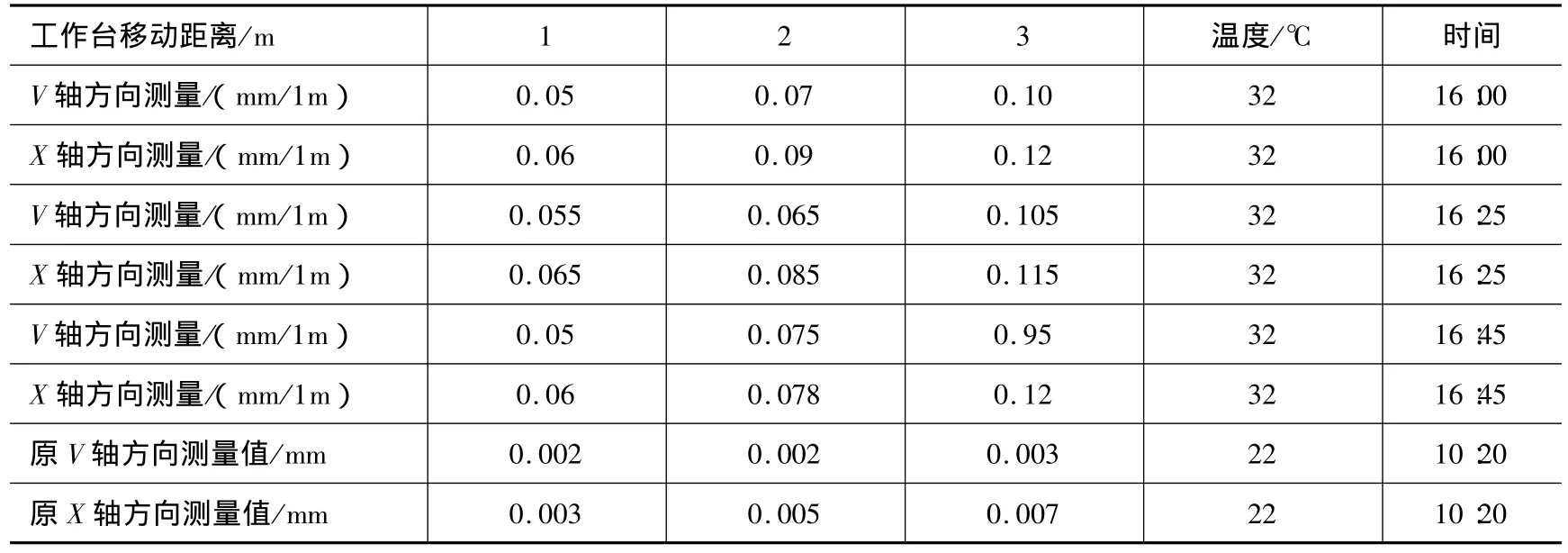
表2
经过认真分析和判断,初步认为可能是机床的基础发生了变化导致安装调试好的机床几何精度发生变化。因此查找重点就是对机床基础进行检测并判定其是否合格。
(3)对机床基础进行检测
针对机床X轴方向、工作台V轴方向几何精度变化,将水平仪放置在机床X轴方向、工作台V轴方向的检测棒上,将水平仪调整为零,分别将机床立柱和工作台从一个极限位置移动到另一个极限位置,查看水平仪测量值。检测棒具体位置见图1,经过反复检测,机床X轴方向检测棒上水平仪数字显示为:0.08~0.10 mm/m;工作台V轴方向检测棒上水平仪数字显示为:0.06 ~0.08 mm/m;并在其范围波动,并且当对机床立柱和工作台起始移动位置相反进行移动时,水平仪数字显示方向相反。
3 原因判断和结论
根据以上检查结果,可以判断不重合误差产生的原因是由于机床基础变形量超过了机床安装要求基础变形量0.02 mm/m几倍,甚至几十倍。由于机床基础属于浮动基础,随着立柱、主轴箱、配重等重量在床身上移动时,机床基础的倾斜变形严重超过其要求,无法保证机床几何精度稳定性,造成了传动箱孔系加工精度达不到技术要求。因此结论是该机床基础给予报废。
4 浮动基础产生原因与机床基础制作应遵循原则
经过查阅原机床基础资料和相关技术人员分析产生浮动机床基础主要原因有:
(1)机床基础设计者对机床结构和运行方式不了解,只考虑机床基础承重,对带有移动重负荷时,机床基础的倾斜变形要求重视不够;
(2)对机床基础原地质情况不了解,机床安装所在地原来是一个养鱼塘,通过回填新建的厂房,因此地质状况十分复杂;
(3)机床基础尽管进行整体浇铸,所用的钢筋和混泥土符合标准,但是整个机床基础仍然处于松软土质上,没有对基础采用打桩浇铸支撑机床基础,增加机床基础刚性和强度;
(4)机床安装前,对机床基础检测没有按照相关标准进行详细检测,特别是对机床基础的倾斜变形量重要参数检测不够;
(5)机床基础在浇铸完成后,承重试验的周期太短,如果是浮动基础,一般需要在承重几个月后才出现倾斜、变形等现象;未能在机床安装前及时判定出该机床基础是浮动基础。
由于原机床基础不能达到机床安装调试的技术要求,因此只有重新制作新的机床基础并对机床进行拆卸、搬迁、再安装调试,给公司造成了200万元左右的经济损失,教训是十分深刻,损失是惨重的。
查阅相关资料,机床基础的制作应根据:当带有移动负荷时机床的基础制作应将机床部分的基础和附属部件的基础连成一个整体;由于机床基础变形直接影响机床的几何精度和加工精度,因此作为机床安装的基础必须经过正规设计和浇铸,并且在机床安装前后都要进行仔细检查。同时应遵循以下原则:
(1)土质的检验、基础的设计和施工必须由具有重型机床基础设计和施工资质的专业机构完成;
(2)基础的施工尺寸必须根据机床安装位置的土质检验情况来确定,必须按照机床生产厂家对机床基础标准综合考虑;
(3)机床基础的设计应了解机床基本运行方式,若带有移动重负荷时机床的基础设计应充分考虑基础承重,特别是机床基础的倾斜变形要求;
(4)机床基础的尺寸必须根据机床移动所引起的实际变形角度来计算,立柱、旋转工作台、主轴箱、工件等重量较大部件移动时,其实际变形角度不能超过以下值:
Φ =0.02 mm/m=0.000 2 rad(5)机床基础承重部分支撑梁、支撑柱必须用钢筋混泥土浇铸而成,基础周边、底部采用混泥土浇铸即可;
(6)机床基础完成后必须进行检验,核实是否符合机床基础图和相关的设计参数,对大型、精密机床必须对机床基础作静载荷、移动动载荷试验,检验机床基础的承重、抗变形能力;
大型、精密机床基础应按照上述原则、国家相关的标准以及生产厂家提供的基础图和技术要求制作,是能够防止因机床基础因素影响机床的几何精度和加工精度,避免重大投资造成损失并得到良好的回报。
5 结语
通过本文对大型精密机床的基础对机床几何精度和加工精度产生的问题和原因分析,告诫其他企业在投资大型精密机床中,不仅要注重机床本身的所能达到的加工精度和机床的先进性,同时也要高度重视安装机床的基础的可靠性和稳定性;避免产生同样的问题,使重大投资得到预期的回报。
[1]《机床设计手册》编写组编.机床设计手册 (上、下册).北京:机械工业出版社,1978.
[2]《机修手册》第3版编委会.金属切削机床修理第3卷(上、下册).北京:机械工业出版社,1993.
作者:杨忠丹,男,1962年生,工程师,主要从事设备技术工作,发表论文1篇。
(编辑 孙德茂)
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
The Effect of Machine Tool Foundation on Its Precision
YANG Zhongdan
(CSR Ziyang Transmission Co.,Ltd.,Ziyang 641303,CHN)
2009-12-18)
10727
