机械手在压力机生产线上应用的安全控制
2010-09-11刘自龙
刘自龙
(安徽省芜湖市奇瑞汽车股份有限公司,安徽芜湖 241000)
机械手在压力机生产线上应用的安全控制
刘自龙
(安徽省芜湖市奇瑞汽车股份有限公司,安徽芜湖 241000)
主要介绍了如何通过硬件连接和软件的程序控制,来实现机械手与压力机之间的安全互锁控制,保证压力机与机械手之间安全高效的运行。
机械手 压力机 安全控制
随着生产技术的不断进步和对产品质量要求的不断提高,自动化设备机械手在冲压生产线中的应用越来越广泛。机械手属于高精度、高技术含量、高价位的设备,在生产中一旦出现问题,发生与压力机的碰撞或者被压力机压到,将会造成极大的经济损失。因此如何保证机械手与压力机之间的安全配合,保证压力机、机械手和模具的安全,成为一个非常重要的问题。解决好彼此之间的安全控制,并保证生产快速有效地进行,将会极大地提高劳动生产效率。
文中的压力机是闭式单动机械1 000 t压力机,控制系统采用ORMON的C200HG系列PLC;机械手具有六轴(X1、X2是平移轴,Z轴是垂直运动轴,A1、A2、B轴是旋转轴)联动的机构,控制系统采用西门子的D435控制系统。通过相应的硬件接线和软件程序的控制,实现机械手与压力机的安全互锁控制,保证设备的安全与高效运行。
要实现机械手与压力机之间的安全运行,就要保证机械手的X1轴和X2轴不与压力机滑块干涉,需要从硬件接线和软件的参数设置以及彼此之间的信号交换和程序控制来完成。
1 快速停止回路
机械手的所有急停按钮与压力机的急停按钮进行串联,然后通过PILZ的安全继电器把急停回路和自动化的安全栅栏门开关串入到压力机的控制回路:启动双阀的线路中,当拍下任一个急停键时,就会把压力机和机械手的硬件控制回路切断;当打开自动化的安全栅栏门时,切断了机械手启动压力机信号和机械手的运行信号。这样就保证了压力机和机械手均无法启动,从而保证了压力机和机械手的安全。机械手的位置信号串入作为一个SIMOTION系统的输出点,进入到继电器内,继电器的常闭点串入到压力机的双阀控制回路,当机器人在压力机内的危险区域的时候,常闭点断开,切断压力机的控制回路,保证了压力机和机械手的安全。
2 机械手与压力机之间的信号交换
机械手给压力机的信号有:机械手退回到安全位置、机械手启动压力机信号、机械手启动压力机、机械手快速停止压力机信号、机械手无故障信号、自动化栅栏1、自动化栅栏2和自动化急停。
压力机给机器人的信号有:压力机在上死点的信号、压力机在下死点的信号、压力机的栅栏门信号、压力机急停的信号、压力机自动状态信号、板料已冲压信号、模具有料信号、压力机没有故障信号、压力机自动旋钮和板料未压信号。
3 机械手和压力机的限位检测与设定
(1)机械手安全位置检测
机械手运动中检测自己的位置信号(g_prg_fp.target_pos_x[2])与程序中设定的出压力机位置信号(g_prg_pres_fp_out_p3)进行比较(图1),当满足条件之后,得出机械手不在压力机内的信号。

(2)压力机滑块位置检测
压力机的滑块上加装直线编码器,检测滑块的实际位置,并通过总线将位置数据反馈给机械手。同时压力机上还装有电子凸轮编码器和模块,检测滑块运行的角度位置,并将位置反馈给机械手。
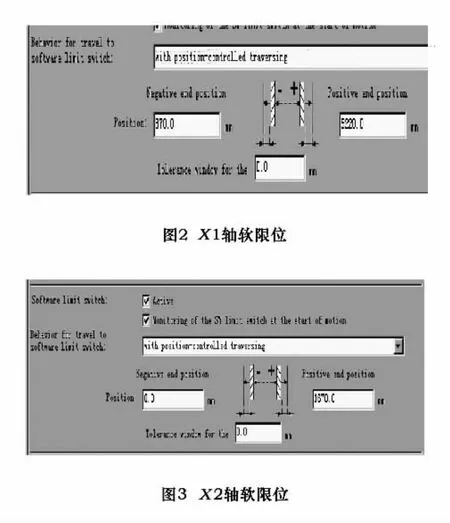
(3)机械手的软限位设置
根据两台压力机之间的位置,以机械手的上游位置为起点设置,设置机械手的运动极限(图2、图3),当机械手运行到此位置的时候,自动关闭驱动系统的输出,并发出到达限位的报警,使系统停止运行。
4 机械手与压力机的安全控制
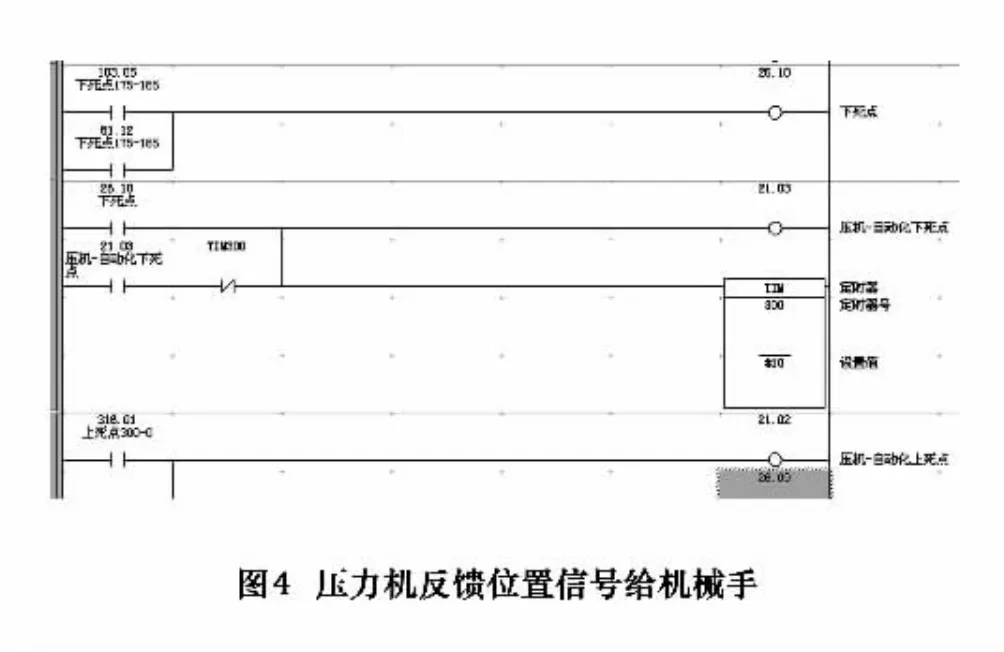
(1)压力机压过板料到上死点时发出位置信号
压力机到达上死点后把滑块的位置数据回馈给机械手(图4)。机械手是否可以运行到压力机内,取决于压力机的滑块的实际位置。压力机传送给机器人的位置信号有两个:一是压力机的电子凸轮检测到的压力机的角度信号,当压力机在上死点的时候,通过ORMON的凸轮继电器输出一个信号,机械手可以进入压力机内;二是自动化的直线编码器检测压力机滑块的位置,判断滑块所停的位置是否是机械手进入的安全位置,从而判断是否允许进入压力机内。当两个条件都满足之后,压力机给上下游机械手发出位置信号,下料机械手进入压力机取走工件。
(2)下料机械手进入压力机
下料机械手收到压力机的上死点信号之后,与上料机械手的位置信号进行比较,确认安全之后,进入压力机内取走工件。当下料机械手退出压力机之后,下料机械手给上料机械手发出信号,上料机械手开始进入压力机放件。
(3)上料机械手进入压力机
上料机械手收到压力机的上死点位置信号和下料机械手的退出压力机位置信号,确认其它条件满足之后,进入压力机内放件,然后根据设定轨迹退出压力机。当上料机械手退出到压力机的安全位置,同时压力机的模具感应到板料已经到位后,发出启动压力机的信号到压力机。
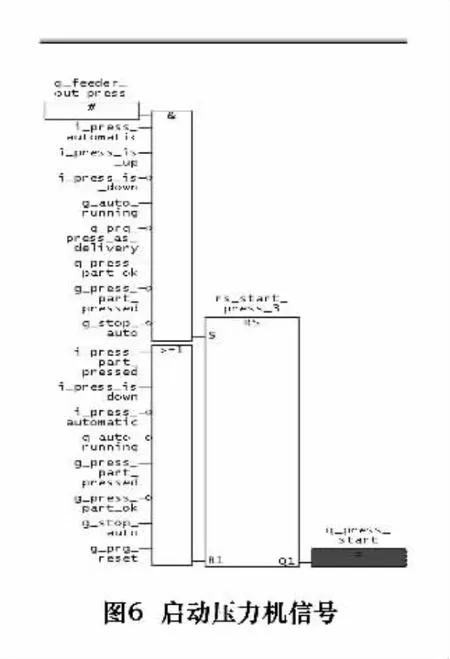
(4)上料机械手发出启动压力机信号
上料机械手实际位置(mp_act_position_x1)与操作屏上设定的上料机械手安全位置(g_prg_pres_fp_out_p3)进行比较、上料机械手实际位置(mp_act_position_x1)与程序中设定的上料机械手的安全位置(1700或者2550,1770是压力机内模式的限位,2550是压力机外模式的限位,如图5所示。压力机内和压力机外两个模式是根据模具的开口的大小来选择的:开口大的模具可以选择压力机内模式,机械手可以在压力机内进行各轴的关联旋转运动,以提高生产效率;当模具的开口较小的时候,采用压力机外模式,在机械手退出压力机之后方可以旋转,从而保护了机械手的安全进行比较、下料机械手实际位置(i_fg_next_ulf_x_pos)与操作屏上设定的下料机械手安全位置(i_fg_next_ulf_out_of_press)进行比较、下料机械手实际位置(i_fg_next_ulf_x_pos)与程序中设定的下料机械手的安全位置(4230)进行比较;然后判断机械手的工作模式,是在压力机内还是压力机外模式;其他条件:压力机自动模式(i_press_automatic)、压力机上死点(i_press_is_up)、压力机下死点闭点(i_press_is_down)、工件未压信号闭点(g_press_part_pressed)、快速停止(g_stop_auto)等安全信号满足之后,其他关联条件满足条件,机械手发出启动压力机的信号给压力机(图6)。

(5)压力机的启动运行
当机械手发出启动压力机的信号之后,通过继电器输出到压力机的PLC(20.07),在压力机无故障,快速停止信号满足条件的情况下,启动压力机运行。压力机的程序控制如图7。
(6)当压力机运行一个冲次之后,输出信号:板料已压(21.05),如图8。

21.05接通之后,通过继电器给下料机械手信号:板料已压,下料手再次判断运行条件满足之后进入压力机内取件,从而完成了一个循环。
综上所述,机械手与压力机之间的安全控制采取了多种途径互锁的方法,极大地减少了各种硬件的故障和程序扫描执行的错误,保证了压力机与机械手之间的安全,避免了设备之间的碰撞造成的不必要的设备损坏,同时考虑了生产效率,保证了生产的快速有效进行。
[1]ORMON公司.C200HX/HG/HE可编程控制器编程手册[M].上海,1997.
[2]何德誉.专用压力机[M].北京:机械工业出版社,1989.
作者:刘自龙,男,1982年生,电气工程师,主要研究方向:自动化设备再冲压生产线的应用技术。
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
The Security Control of The Manipulator Application on The Press Line
LIU Zilong
(Chery Automobile Co.,Ltd.,Wuhu 241000,CHN)
This article describes how to slove the security control problem of the press and the manipulator on the press line by hardware and software,to achieve the manipulator and press the safety interlock between the control,finally to ensure the safe and efficient operation of the press and the manipulator.
Manipulator;Press;Security Control
(编辑 李 静) (
2009-11-01)
10724
