细晶 ZrO2陶瓷超声振动磨削表面特征试验研究❋
2010-09-11丁爱玲王洪福刘永姜
丁爱玲,吴 雁,王洪福,刘永姜
(1.中北大学机械工程与自动化学院,山西太原 030051;2.上海应用技术学院机械与自动化工程学院,上海 0200235)
细晶氧化锆陶瓷是采用醇-水溶液加热法结合共沉淀过程制备的纳米氧化锆粉体(粒径 30~80 nm)经热压烧结(烧结温度 1450℃)而成,断裂韧性显著提高,易于实现材料塑性域磨削而获得良好的加工表面,其优异的物理性能获得了广泛应用.但其加工中同样存在硬脆材料去除率低、磨削效率差、表面亚表面存在不可控磨削裂纹等切削困难.1994年,Eiji Shamoto在 CIRP会议上提出了椭圆振动切削方法,之后美、英、德和新加坡等国的大学以及国内的北京航空航天大学和上海交通大学也进行了相关研究,日本企业界如日立、多贺和 Towa公司等在这方面已进入实用化阶段.研究结果表明:椭圆振动切削可以获得优良的切削加工效果[1-3],更易实现硬脆材料精密超精密切削.笔者所在课题组在对工程陶瓷超声振动加工中材料去除机理[4-5]的研究中发现,硬脆材料塑性域超声振动加工表面层成形的许多关键问题尚不清楚,制约了工程陶瓷精密超精密加工的实现.文献 [6]中论述了二维超声振动磨削表面创成机理,认为二维超声振动磨削改变了磨粒运动的轨迹,加强了磨粒之间的干涉,加工表面在不断的“熨压”作用下,表面质量明显提高.
本文就细晶氧化锆陶瓷的二维超声振动磨削表面特征进行了分析与试验,基于原子力显微镜(Atomic Force Microscopy,AFM)和扫描电镜(Scanning Electron Microscope,SEM)分析,对二维超声振动超精密磨削表面微观特征与普通磨削表面进行了对比实验研究.研究结果表明:细晶氧化锆陶瓷二维超声振动磨削可获得良好的加工表面质量.
1 二维超声振动磨削试验
试验用细晶氧化锆陶瓷试件的主要力学性能参数为:陶瓷 ZrO2,抗弯强度 1150 MPa,断裂韧性8~ 9MPa◦ m1/2,维氏硬度 11.1 GPa,平均晶粒尺寸 <500 nm,密度> 6.0 g/cm3,弹性模量 200 GPa.
试验方法:采用同一台超声波发生器驱动成 90°放置的两套换能器-变幅杆装置,在平行和垂直砂轮线速度方向上同时施加超声振动,二维超声振动磨削和普通磨削在同一台超精密平面磨削机床GTS6016上完成,磨削试验条件为:① 砂轮修整.SiC砂轮修形,细颗粒磨料氧化铝磨块修锐,vs=26.6 m/s,磨削深度 10μ m/行程,干磨.②金刚石砂轮.金刚石砂轮粒度#270,W10,W5;树脂结合剂;浓度 100%;规格 Do×B×Di=Φ350×35×Φ127.③超声波振动.超声波发生器功率 60 W;振幅A=11.98μ m,振幅 B=10.22μ m;振频 19.356 kHz;干磨.采用 Multimode Nanoscope IIIa型扫描探针显微镜对磨削表面进行观察和检测.
2 细晶氧化锆陶瓷二维超声振动磨削表面微观形貌
由图 1可见,二维超声振动磨削表面光滑、洁净,沟槽浅而宽,采用扫描隧道显微镜提供的断面分析工具测得沟槽平均宽度为 9~ 12μ m,从沟槽之间的隆起不是很明显,沟槽底部可以清晰地观察到与普通磨削相似的微小耕犁痕迹;普通磨削表面沟槽深而窄,其平均宽度为 7~8μ m,沟槽之间隆起明显,出现了一些毛刺状未被去除的残留材料,表面有尖锐凸起,陶瓷加工表面恶化.其原因可能是:二维超声振动磨削磨粒对垂直于其运动方向的所隆起的沟槽壁产生不断的冲击,磨粒在压入运动时在沟槽两侧所形成的横向裂纹,在高频冲击下急剧扩展并延伸到材料表面,形成材料的破碎与脱落,最终形成较宽的磨削沟槽划痕.
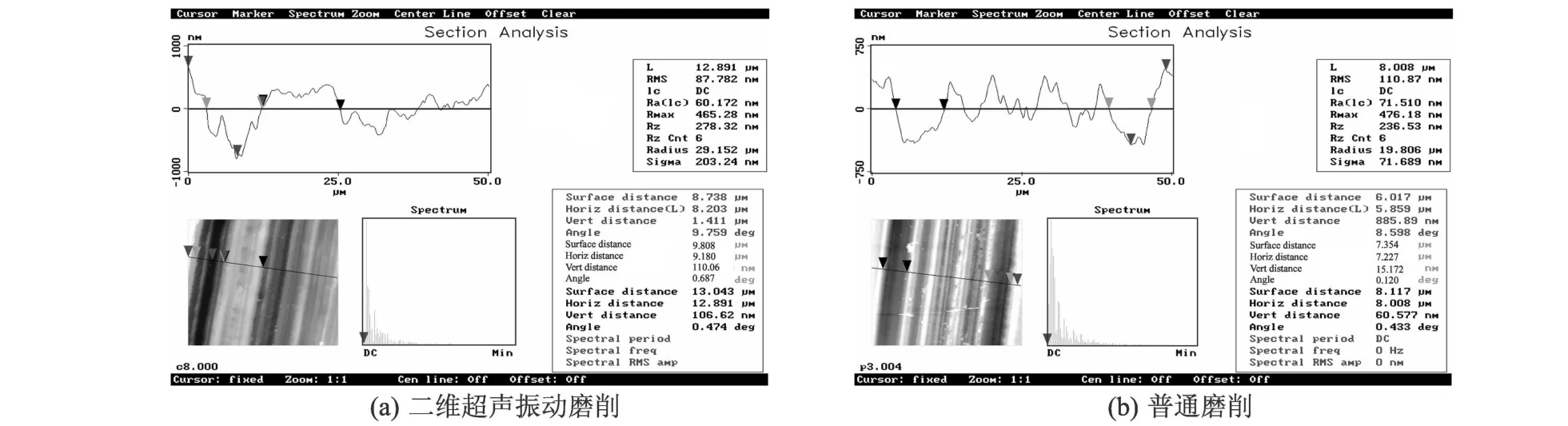
图1 细晶氧化锆陶瓷二维超声振动磨削与普通磨削表面微观形貌 AFM图Fig.1 AFM images from beneath# 270 diamond wheel finished surfaces of ZrO2
3 实验结果分析与讨论
3.1 单颗磨粒切削运动轨迹对二维超声振动磨削表面特征的影响
在实际磨削过程中,单一磨粒都在进行二维或三维的切削作用,情况较为复杂,很难进行分析.将此单一磨粒质点化,并假设试件 Z方向的材料已被其它磨粒切除,则可以考虑质点仅在 X轴上或 X-Y平面内切削运动.单颗磨粒在普通磨削过程中,磨粒质点仅做 X方向的一维切削运动,而在二维超声振动磨削中,质点除作 X方向水平运动外,在 Y方向上也存在着磨削运动,其切削运动轨迹为图 2所示的椭螺线轨迹.即除在砂轮线速度方向有切削作用外,在垂直于工件进给方向上也存在着切削作用.

图2 单颗磨粒运动轨迹图Fig.2 Diagram of a grain cutting locus in both vibration grinding and conventional grinding

图3 二维超声振动磨削单颗磨粒的运动模型Fig.3 Mo tion model of a grain in two-dimensional ultrasonic vibration grinding
3.2 二维超声振动磨削单颗磨粒与工件的接触状态
图1试验结果表明:二维超声振动磨削表面单颗磨粒刻划的沟槽底部平均宽度为 9~12μ m,近似超声振动的振幅大小;而普通磨削的沟槽底部较窄,说明单颗磨粒与被加工材料的瞬时接触状态不同,如图 3所示.超声振动磨削过程中单颗磨粒对垂直于其运动方向所隆起的沟槽壁产生不断的冲击,磨粒的压入运动在沟槽两侧所形成的横向裂纹,在高频冲击下急剧扩展并延伸到材料表面,形成材料的破碎与脱落,最终形成较宽的磨削沟槽划痕.普通磨削的沟槽深而窄,表明磨削时磨粒与工件材料处于 3面接触,因此磨削中产生的摩擦力增大,导致磨削力增加和磨削区温度相对较高.在硬脆材料加工中,同样磨削深度下较大的磨削力,将会导致材料表面产生较多的微裂纹和较大的破碎,使被加工表面的强度下降,表面质量降低.同时,由于磨粒在普通磨削时受到材料的 3面包围,较大的摩擦力导致磨削区产生高温,当温度达到材料相变数值时,会引起材料内部微观相结构的改变,由于不同的相结构具有不同的比容,则造成在晶界处的不同晶相在高温下将产生不同的膨胀,导致材料在晶界处产生极大的应力.当应力超过材料的断裂强度时,在晶界处产生穿晶或沿晶断裂,结果引起陶瓷材料表面的破碎.图 1(b)普通磨削表面的破碎面积大正说明了这一点.
同样磨削条件下,二维超声振动磨削的单颗磨粒与工件的接触(见图 3),在绝大部分时间内只是单面接触(仅在磨粒的前刀面),此时摩擦力减小,磨削区和磨粒的散热条件得以充分改善,磨削区温度降低,磨削表面质量得以改善.
3.3 材料力学性能对二维超声振动磨削表面微观形貌特征的影响
选用 Al2O3-ZrO2(n),Al2O3,ZrO2三种陶瓷,固定磨削参数进行平面磨削对比试验,磨削表面粗糙度测量结果如表 1所示.试验结果表明:相同磨削条件下材料的力学性能对磨削表面质量具有重要影响.Al2O3-ZrO2(n)和 ZrO2陶瓷的断裂韧性分别为7.6 MPa◦ m1/2和 8 M Pa◦ m1/2,两者的粗糙度值相接近;而 Al2O3的断裂韧性为 3.78 MPa◦ m1/2,和前两种陶瓷相比韧性较低,脆性较大,其表面粗糙度值无论是普通磨削还是二维超声振动磨削均略大.
用粗粒度(#270)金刚石对 Al2O3,Al2O3-ZrO2(n),ZrO2三种陶瓷材料进行二维超声振动磨削,磨削表面的 SEM电镜照片如图 4所示.从图 4可以看出,ZrO2和 Al2O3-ZrO2(n)试件表面平滑,磨削表面质量明显优于 Al2O3.由于 Al2O3-ZrO2(n)陶瓷和细晶 ZrO2陶瓷的断裂韧性和抗弯强度较 Al2O3陶瓷高,脆性相对较小,脆-塑转变的临界应力较大,故获得已加工表面的断裂破坏成分相对较小,更容易获得精密磨削表面.

表1 材料力学性能对磨削表面粗糙度 Ra的影响Tab.1 Properties of ceramics versus surface roughness Ra
晶粒细化的氧化锆陶瓷通过力学性能的改善,提高了材料的切削加工性能,在一定程度上解决了陶瓷材料的脆性问题.对照图 4(b)和 4(c)可以看出,在同样的磨削条件下,Al2O3陶瓷磨削表面只有轻微的擦痕,加工痕迹很少,擦痕被陶瓷所固有的缺陷、气孔等截断,基本上呈现材料本来的组织形貌,磨削表面没有明显的沟槽,加工表面几乎呈脆性破碎状态,只有局部产生挤压摩擦现象;图 4(b)细晶 ZrO2陶瓷磨痕两边的材料在磨粒的切削过程中分别向两边隆起,部分呈微粉化细晶粒,同时伴有局部脆裂,磨痕底部一般比较光滑,这一现象说明磨粒在切削过程中,材料发生了明显的塑性流动,继而被剪切去除.图 4(a)Al2O3-ZrO2(n)微-纳米复合陶瓷的磨削表面呈现出明显的磨削痕迹,加工表面质量明显优于 Al2O3陶瓷磨削表面.

图4 二维超声振动磨削表面 SEM微观形貌Fig.4 SEM micro-topog raphy of surface of ceramics after the two-dimensional ultrasonic vibration g rinding
4 结 论
同样磨削条件下,二维超声振动磨削表面质量优于普通磨削表面质量.二维超声振动磨削表面峰谷较均匀,磨削表面均匀一致性优于普通磨削表面.二维振动磨削表面,磨粒刻划沟槽较宽,沟槽底面光滑,网纹均匀,磨削表面粗糙度低,试验结果与理论分析相一致.二维振动磨削可以有效提高磨削表面质量,更易于实现硬脆材料塑性域磨削.
[1]Shamoto E,Moiwaki T.Elliptical vibration cutting[J].Annuals of CIRP,1994,43(1):35-38.
[2]Brinksmeier E.Elliptical vibration cutting of steel with diamond tools[C].In:Proc.of14th Annals ASPE Meeting,U SA,1999(S):163-166.
[3]Shamoto E,Suzuki N.Ultraprecision machining of hard materials by applying ultrasonic elliptical vibration cutting[J].Frontiers Science Series,2003,40:195-202.
[4]Zhao B,Wu Y,Liu C S,et al.The study on ductile removal mechanisms of ultrasonic vibration grinding nano-ZrO2ceramics[J].Key Engineering Material,2006,304-305:171-175.
[5]Zhao Bo,Wu Yan.Experimental research on surface integrity of ceramic nanocomposites in workpiece two-dimensional ultrasonic vibration grinding[J].Key Engineering Material,2007,329:445-451.
[6]吴雁,孙爱国,刘永姜,等.二维超声振动磨削机理与试验研究[J].中北大学学报,2007(6):486-490.Wu Yan,Sun Aiguo,Liu Yongjiang,et al.Experimental studies on grinding mechanism of fine-crystalline ZrO2ceramics in two dimensional ultrasonic vibration grinding[J].Journal of North University of China,2007(6):486-490.(in Chinese)
