氩弧焊机控制系统的抗干扰研究
2010-09-06张金柏吴晓光李宇
张金柏,吴晓光*,李宇
(1.武汉科技学院 机电工程学院,湖北 武汉 430073;2.武汉科技学院 电信工程学院,湖北 武汉 430073)
氩弧焊机控制系统的抗干扰研究
张金柏1,吴晓光1*,李宇2
(1.武汉科技学院 机电工程学院,湖北 武汉 430073;2.武汉科技学院 电信工程学院,湖北 武汉 430073)
随着单片机在工业生产中的广泛应用,对其可靠性要求也越来越高。由于单片机控制系统必须具有较高的灵敏度,因此抗干扰技术己成为的单片机控制系统设计时必须考虑的环节。分析了氩弧焊接机床的单片机控制系统干扰的主要来源,从硬件(主动式抗干扰)和软件(被动式抗干扰)两个方而进行了抗干扰设计,得到了在复杂工作环境条件下稳定地、可靠地运行单片机实时控制系统,解决了强电磁环境对单片机系统的干扰难题。
单片机控制系统;干扰源;抗干扰
1 引言
单片机由于具有价格低、可靠性高和面向控制的特点,在检测、控制系统中得到广泛应用,几乎渗透到各个行业和领域。单片机组成的控制系统必须具有较高的灵敏度,但是,灵敏度越高,越容易把干扰引入系统中。在实际应用中,在实验室里设计的控制系统,在安装、调试后是完全符合设计要求;可是,一旦把系统引入现场后,系统往往不能够正常稳定地工作,其原因在于,强噪声淹没了被测信号,使测量无法进行。所以单片机应用系统的抗干扰设计是系统设计的重要内容之一,抗干扰性能的高低将决定系统能否在复杂环境下,尤其是在各种实时控制的远距离系统中稳定、可靠地工作。
在焊接现场的工作环境中,往往存在多种干扰源,其中最主要的是焊接电源工作时产生的强电磁场干扰。各种干扰源以一种或者多种方式作用于焊接机床的计算机测控系统,对单片机系统产生强烈的干扰,使得系统的性能指标偏离设计要求,最终导致错误的结果。因此,测控系统的抗干扰性能是系统可靠性的重要指标,抗干扰设计是单片机应用系统设计中不可忽视的一个重要内容[1-5]。
本文分析了氩弧焊接机床中单片机控制系统干扰的主要来源,就如何通过硬件及软件技术来全而提高单片机系统的抗干扰性,从而提高其可靠性等问题进行研究,找出解决方案。
2 氩弧焊接机床的系统结构
2.1 氩弧焊接机床的组成结构
氩弧焊接机床由焊接机头、电气控制箱、行走装置和焊接电源4部分组成,控制箱内主要装有发电机组,整流器,继电器和接触器以及引弧,熄弧等控制系统。电源由晶闸管式弧焊整流器和晶闸管式直流断续器组成(如图1所示)。
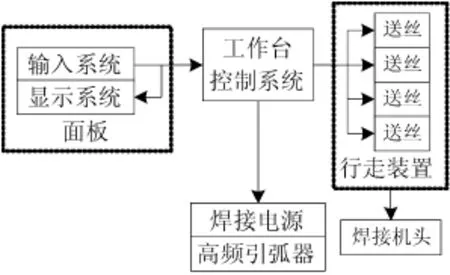
图 1 氩弧焊接机床的组成结构
自动焊车主要由机头,控制盘,焊丝盘及焊剂斗和行车机构等部分组成。机械机构主要由工作台(机座)和机架组成。工作台的传动方式采用滚珠丝杠螺母传动副,以保证一定的传动精度和平稳性以及结构的紧凑[6-8]。
2.2 氩弧焊接机床的控制系统
本控制系统是由单片机控制模块,电机运动模块,弧焊启停模块所组成,以单片机为核心,控制焊接过程的启停和工作台各装置的运动状态。氩弧焊接机床的x,y,z三坐标轴方向的运动及焊接送丝过程由四台独立的步进电机分别驱动。
本文采用了80C51单片机控制系统,主要用于工作程序、规范预置、引弧及自动调节等控制功能。电气控制部分要实现以下几个方面的功能(见图2)。
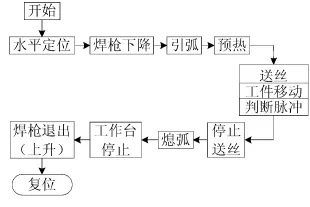
图 2 单片机控制系统的工作流程图
(1)完成整个焊机的动作程序, 控制机械设备的运动,包括依次完成机臂下降、引弧、电流递增、焊接(转台转动)、计时、电流衰减、熄弧、转台停转、焊枪退出(机臂上升)和程序复位等动作程序。
(2)机臂升降和引弧过程控制。若电弧引燃,则自动进入焊接程序; 若引弧失败, 则焊枪能自动进行第二次引弧, 直至第5次引弧,若电弧仍不能引燃则自动停机、报警, 以便操作人员进行检查[9-12]。
(3)焊接过程出现异常时, 自动报警。
3 硬件系统的抗干扰设计
系统硬件电路性能的好坏直接影响整个系统工作质量,应用硬件抗干扰措施是经常采用的一种有效方法。通过合理的硬件电路设计可以削弱或抑制绝大部分干扰。在单片机控制系统硬件抗干扰设计中,可以采用以下几种抗干扰措施。
3.1 电源的抗干扰设计
电源变压器的初级和次级线圈之间存在着分布电容CF, CF的高频容抗很小,使高频干扰以电场形式耦合到次级,造成严重干扰。利用静电屏蔽原理,我们在变压器的初级绕组和次级绕组之间增加接地的屏蔽层,切断电场耦合通道,使高频干扰信号通过屏蔽层直接旁路到地,减少电网的高频干扰。
3.2 通道抗干扰设计
3.2.1 隔离式相互串扰的设计
在单片机控制的氩弧焊接系统中,单片机控制系统属于弱电部分,而氩弧焊机则属于强电部分,它们之间的功率接口直接控制着被控设备。当被控设备启停时会给单片机控制系统带来很大的噪声干扰,因而被控设备就成为单片机控制系统的主要干扰源。
本文采用了光电隔离器件将单片机的输入输出隔离开(见图3),一方面使干扰信号不得进入单片机系统,另一方面单片机系统本身的噪声也不会以传导的方式传播出去。其主要优点是能有效地抑制尖峰脉冲及各种噪声干扰,从而使传输通道的信噪比大大提高。
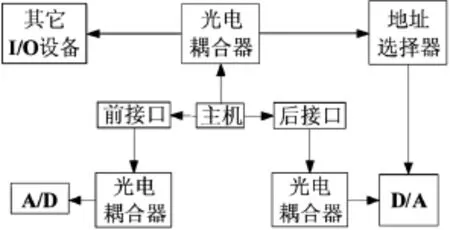
图3 光电耦合原理图
3.2.2 防止线间串扰的设计
在预防线间串扰方面,我们采用的具体方法有:将强电信号线和弱电信号线分开;交流和直流分开;数字信号线和模拟信号线分开;传输线应尽量远离电源等大功率器件;传输线采用双绞线,并且要尽量短[13]。
在控制系统内部,交直流电源线、继电器、气阀和引弧回路的控制线等,都有可能成为干扰源。同时,焊机和控制系统通过导线连接,导线本身也容易受到外界干扰,因此需要解决线间串扰问题。我们将信号线加以屏蔽,以提高抗干扰能力。屏蔽信号线的办法是将机内控制线都采用双绞线。由于两股导线上感应电流流动方向相反,感应磁通引起的噪声电流互相抵消,同时长度相等,特性阻抗以及输人、输出阻抗相同,抑制噪声效果比较好。另外,双绞线虽然有抵消电磁感应干扰的作用,但两股导线间的分布电容却比较大,对静电干扰几乎没有抵抗能力,而一端接地的屏蔽线对静电干扰有较强的抑制作用,因此,连接焊机和单片机控制系统的导线选用屏蔽线,来抑制静电感应干扰。
3.3 电路布局的抗干扰设计
印刷电路板是器件、信号线、电源线的高密度集合体,设计得好坏对抗干扰能力影响很大。因此印刷电路板设计不是元器件和线路简单布局,还必须符合抗干扰的原则。
单片机系统通常可分三区,即模拟电路区(怕干扰),数字电路区(既怕干扰、又产生干扰),功率驱动区(干扰源)。而在焊接控制系统中,单片机及其外围系统工作在l0MHz以上的高频,PWM控制电路工作于20kHz左右的中频,交流电源信号工作于50Hz的低频,另外还有工作于直流和低频的给定、反馈等模拟信号,电路的工作频带相当宽。因此在电路板设计时,印刷板按单点按电源、单点按地原则送电。二个区域的电源线、地线由该点分二路引出;使用满足系统要求的最低频率的时钟,时钟产生器要尽量靠近用到该时钟的器件;石英晶体振荡器外壳要按地,时钟线要尽量短;使用45°的折线布线,不要使用90°折线,以减小高频信号的发射;单面板、双面板,电源线、地线要尽量地粗;关键的线尽量短并且要尽量粗,并在两边加上保护地;单片机不用端接地或接正电源、闲置不用的门电路输入端不悬空;引出线与地线要绞起来,图4为实际设计的电路图[14]。
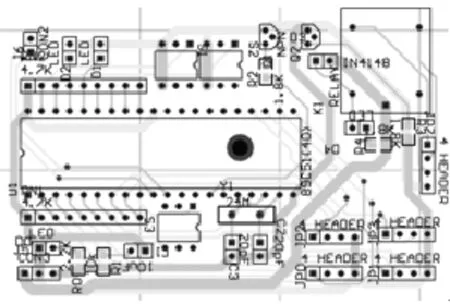
图4 设计电路图
4 软件系统的抗干扰设计
软件抗干扰技术是当系统受干扰后,使系统恢复正常运行或输入信号受干扰后去伪存真的一种辅助方法,此技术属于一种被动抗干扰措施。窜入微机测控系统的干扰,其频谱往往很宽,且具有随机性,采用硬件抗干扰措施,只能抑制某个频率段的干扰,仍有些干扰会侵入系统。因此,仅采取硬件抗干扰方法是不够的,采取软件抗干扰是十分必要的。但是由于软件抗干扰设计灵活,节省硬件资源,操作起来方便易行,所以软件抗干扰技术在本研究中也得到了重视。
4.1 指令冗余
式中:EL为物流业能源消耗总量;Ej-L为物流业第j种能源消耗量;ET为第三产业能源消耗总量;GDP T为第三产业国内生产总值;GDP为地区国内生产总值;P为地区人口数量;area为地区城市建成区面积;Area为地区面积;R表示地区城市道路面积。
在程序的关键地方人为插入一些单字节指令,或将有效单字节指令重写,称为指令冗余,通常是在双字节指令和二字节指令后插入两个字节以上的NOP指令。这样即使跑飞程序飞,由于空操作指令NOP的存在,使得这条指令就不会被前面的失控程序拆散。此外,对系统流向起重要作用的指令,如RET、 RETI、LCALL、LMP、JC等,可以在这些指令之前插入两条NOP指令,以确保这些重要指令的执行[15]。
要注意的是,不宜加入太多的冗余指令,否则会降低程序的运行效率。并且指令冗余不能主动将程序的错误执行方向扭转过来。
4.2 软件“陷阱”
指令冗余不能完个解决程程序“跑飞”的问题,若“跑飞”的程序没有落到程序区则指令冗余就无能为力了。对于此种情况,采用设置软件陷阱的方法加以解决。所谓软件“陷阱”,就是一条引导指令,该指令能强行将捕获的程序引向错误处理程序或复位地址0000H。
为了保证可靠的运行,以及一旦发生“跑飞”,不但使其有出口而且便于判断,实际应用中在整个程序中设置了若干软件陷阱,当程序进入陷阱后,让其强制进入一个指定地址执行一段专门对程序出错进行处理的程序。通过本项目使用中的经验总结,在外场软件编写中,软件陷阱的设置,主要是在正常的程序流程中,在认为较为重要的程序段中随机设置若干个故障信息显示程序区,一方面是完成正常的故障信息的显示,另一方面就是在程序“跑飞”的情况下,通过故障信息的显示,可以快速判断“跑飞”的程序段,从而使程序步入正轨。程序流程如图5所示。
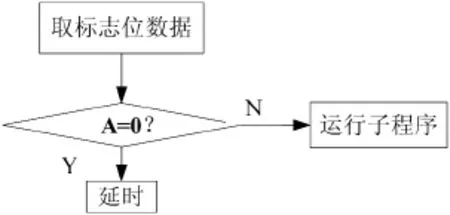
图5 快速判断“跑飞”的程序段
通常在程序存储器中未使用的EROM空间填入空操作指令NOP(00H),最后再填入一条跳转指令,跳转到跑飞处理程序,或者直接填入指令LMP 0000H(020000),当跑飞程序落到此区,即可在执行一段空操作后转入正轨。如果未使用的EROM空间比较大,可以均匀地填入几条跳转指令。软件陷阱的一般结构为:
NOP
NOP
如果程序正常执行,软件陷阱部分是永远也执行不到的,只有在程序跑飞到陷阱里,软件陷阱会立刻将程序跳转到正常轨道。即使程序没有跑飞到陷阱里,也可以在程序执行一段错误操作后遇到一个软件陷阱,从而转入正轨。
4.3 软件“看门狗”技术
如果“跑飞”的程序落到个临时构成的死循环中时,也就是常说的“死机”,冗余指令和软件陷阱都将无能为力了。这时可以采用人工复位的方法使系统恢复正常。实际上可以设计种模仿人工检测的“程序监视器”,俗称“看门狗”(WATCHDOG),使程序脱离“死循环”。硬件“看门狗”技术这里不再赘述,软件“看门狗”技术的原理是通过不断检测程序循环运行时间,若发现程序循环时间超过循环设定时间,则认为系统陷入“死循环”,然后强迫程序返回到0000H入口地址,在0000H安排出错处理程序,使系统纳入正规.
以本项目采用的MCS-51系列单片机为例,采用8051芯片将T0的溢出中断设置为低级中断,如果系统采用6MHZ的时钟,可用以下程序段使T0定时约l0ms,来形成软件WATCHDOG:
MOV TMOD,#01H;
SETB ET0;
SETB PT0;
MOV TH0,#0E0H;定时约l0ms
SETB TR0;
SETB EA;
在本例的应用中,若程序执行了修改T0功能的指令(这此指令由操作数变形后形成),或者严重的干扰破坏中断方式控制字,关闭中断,造成看门狗失效。这时可以在设计看门狗时可设计两个定时器,一个为短定时器,一个为长定时器,并各自独立,短定时器像典型看门狗一样工作,它保证一般情况下看门狗有快的反映速度,长定时器的定时大于CPU执行一个主循环程序的时间,用来防止看门狗失效。
4.4 输入多次采样
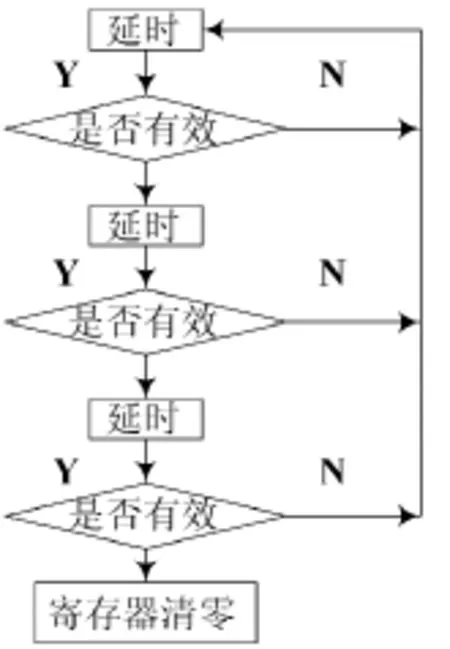
图6 输入口信号重复检测程序流程图
强烈的干扰会影响单片机的输入信号,造成输入信号瞬间采样的误差或误读,要避免干扰的影响,通常采取重复采样、加权平均的方法。对于重要开关量输入信号的检测,实际应用中采用3次或5次重复检测的方法,即对接口中的输入数据信息进行重复进行3次或5次检测,若结果完全一致则认为是“真”的输入信号,若多次测试结果不一致,即可以停止检测显示故障信息,又可以重复进行再次检测(程序流程图如图6所示)。
4.5 检查RAM区标志数据
这种方法是在RAM区中选择几个固定单元,在初始化程序中将其设置成固定的数据,如“55H”,或“0AAH”等,只要程序正常运行,这些单元的内容是不会改变的。如果因为程序“跑飞”或其它干扰导致这些RAM中一元中的任何单元的数据发生了变化,说明中一片机系统己经受到了严重的干扰,不能可靠地运行下去了。我们可以在程序执行的过程中适时地检查这些RAM中一元的内容,一旦发现有数据改变,立刻执行语句LMP 0000H,强制单片机复位[16]。
5 结论
(1) 本文阐述了氩弧焊接机床单片机控制的工作任务流程、信号干扰源及抗干扰设计,采用硬件与软件相结合的多种抗干扰设计优化技术,得到了工作环境条件下稳定的单片机实时控制系统。经过使用现场的强电磁环境验证,该单片机系统在恶劣环境下具有较好的抗干扰性能,保证了氩弧焊接机床的安全、可靠运行,从而解决了强电磁环境对单片机系统的干扰难题。
(2) 硬件抗干扰技术是一种主动的方式,而软件抗干扰技术是一种被动的方式。软件设计只有在合理的硬件设计基础上,才能最大限度地发挥其抗干扰的作用。
[1] 赵敏. 单片机软件抗干扰技术分析[J]. 福建质量信息,2008(12):23-24.
[2] 田兴东. 单片机软件抗干扰技术[J]. 北华航天工业学院学报, 2007, 17(4): 12-13.
[3] 孙亮, 周忠海. 单片机的抗干扰技术研究[J].设备与设施, 2008, 30(4): 113-114.
[4] 李志宇. 单片机控制系统抗干扰设计[J]. 电子测量技术, 2007(6): 107-107.
[5] 王宗刚. 单片机应用系统中的抗干扰技术[J]. 甘肃科技, 2008, 24(2): 47- 48.
[6] 岳晓庆, 张其善. 串口扩展技术在嵌入式系统中的实现[J]. 电子测量技术, 2006, 29(2): 45-46.
[7] 马学文, 朱名日. 嵌入式系统中Bootloader的设计与实现[J]. 计算机工程, 2005, 31(7): 96-97.
[8] Vjcter Pnalson. Digital logic circuit analysis and deign[M].1992.75-86.
[9] Mvetsch. Hacker's guide to writing S-function baud I/O drivers for xPC Target,2001.
[10] User'Manual PCI-1710 eries 12/16bit Multifunction Card. ADVANTECH, 2003.
[11] Gruher T R.A translation approach to portable ontology specifications[J]. Knowledge Acquisition, 1993, 5(2): 199-220.
[12] Fikes R, Jenkines J.JPR A query answering system for know ledge represented in DAML[C].U Itralog Meeting, 2002.
[13] S3C2410X 32一BiL RISC Microprocessor Cser's Manua[Z]. SAMSCNG Electronics. Revision 1. 2.
[14] Montrose M I. Printed circuit board design techniques for EMC compliance. IEEE Press, 1996.
[15] Am29LV160D Datasheet. AMD Semiconductor Inc,2000.
[16] S3C2410X 32-BIT RISC MICROPROCESSOR USER'S MANUAL Revision 1.2 Samsung Electronics Co.Ltd, 2003.
The Anti-interfence Research of the system of TIG Control
ZHANG Jin-bai1, WU Xiao-guang1, LI Yu2
(1 School of Electrical and Mechanical Engineering, Wuhan University of Science and Engineering, Wuhan 430073, China 2 College of Electrical and Mechanical Engineering, Wuhan University of Science and Engineering, Wuhan 430073, China)
With the SCM (Single-chip microcomputer) widely applied in the industrial manufacturing, there is a higher demand for the reliability of SCM. High sensitivity plays an indispensable role in SCM system. Thus, anti-interference technology has become an indispensable consideration in SCM system design. This paper analyzes the main sources of the interference in SCM system of arc welding machine and elaborates on the anti-interference design in two aspects respectively, one is hardware (active anti-interference) and the other is software (passive anti-interference). In this way, a more reliable SCM real-time control system is achieved for steady work in the complex working circumstances and the interference puzzle of SCM system caused by intensive electromagnetic circumstances is also settled.
SCM system; source of interference; anti-interference
TG434
A
1009-5160(2010)01-0039-05
*通讯作者:吴晓光(1954-) 男,教授,研究方向:数字化关键技术、机电一体化.基金项目:国家自然科学基金资助项目(50775166).
