全自动装箱线输箱链道的设计及电气控制
2010-09-06李美川苟向民张有良董革平
李美川,苟向民,张有良,董革平
(轻工业西安机械设计研究所,西安710086)
全自动装箱线输箱链道的设计及电气控制
李美川,苟向民,张有良,董革平
(轻工业西安机械设计研究所,西安710086)
从社会发展的现状及我国轻工机械发展的实际国情出发,阐述全自动装箱线的社会生产需求,分析输箱链道在整条全自动装箱线中的总体结构和工作的原理,对输箱链道纸箱的自动堆积和定位输送的工艺原理和电气控制过程,进行了详细分析。充分说明了输箱链道在包装生产线上的至关重要作用及带来的良好效益,对企业选择全自动装箱生产线具有重要的参考价值。
全自动装箱线;输箱链道;光电开关;电气控制
随着社会的高速发展,产品生产过程的高速化、自动化越来越受到各生产企业的关注和重视。大多数产品的生产过程中,纸箱包装是产品生产的一个重要环节和主要的包装形式之一,产品只有通过装箱、箱包、裹包等集合型包装,才能便于产品的存储和运输。但我国很多企业的产品装箱仍然采用人工装箱的包装方式。随着产品生产的高速自动化,人工装箱的劳动强度越来越大,单一僵化的装箱动作使得装箱工人的劳动积极性降低。进而,人工装箱的效率低、装箱和封箱的质量不稳定等因素,制约着企业的生产能力和降低产品包装质量,严重影响企业的生产效益。选择一条适合现代企业发展需要,能够更好地提高企业产品生产自动化水平的包装设备成为一个企业生产发展的必要条件[1]。
1 装箱生产线的组成及工艺流程
全自动装箱生产线一般由开箱机、装箱机、封箱机、输箱链道、输料链道等设备组成,通过输箱和输料链道,把开箱机、装箱机、封箱机有效地定位连接起来,通过电气控制系统完成产品的全自动装箱包装过程。图1是一种自动装箱生产线的总体结构布局示意图。

图1 全自动装箱线总体布局示意图
在全自动装箱生产线中,纸箱的整齐有效定位输送起着至关重要的作用,本文重点探究输箱链道的设计以及电气控制。
2 输箱链道的连接与结构设计
整条输箱链道要匹配产品的自动装箱工艺,使装箱前纸箱积料充足,装箱时纸箱定位准确、放箱合理,装箱后纸箱间距适中,便于逐次封箱,封箱后便于纸箱码垛集放。输箱链道连接着整条生产线的始末,根据生产车间的空间状况和自动装箱工艺,将一台台包装机械组合成一个有序的统一整体,在输箱链道的不同工段,安装一定数量的信号检测器件,用来控制各个段包装机械的自动运行和调整各段输箱链道的速度。
2.1 输箱链道的结构组成
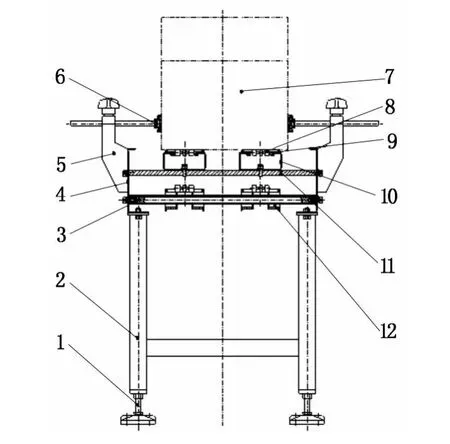
图2 链道结构设计示意图
输箱链道要保证输箱的平稳准确,不管是空纸箱、轻载荷纸箱或重载荷纸箱都要做到纸箱在链道上运行平稳,定位准确,同时也要求输箱链道要适合不同尺寸纸箱的输送,且更换不同尺寸纸箱时链道调整方便,输箱链道主要由支撑机构、输送机构和护箱机构等组成,如图2所示[2]。
2.2 输箱链道的结构功能
支撑机构由安装地脚、支撑腿、链道支板组成。安装地脚用来调整输箱链道整体机构高度,方便不同链道之间的对接相连。支撑腿用来支撑链道机构并连接链道支板。
输送机构由拖轮支杆、链道支板、平顶输送链、输送链导向条、输送链导板、导板支板和拖轮组成。拖轮支杆用于安装链道的底面拖轮,防止拖轮的自然下垂,产生位置干涉。链道支板用于各支撑的安装定位,提供电机安装法兰及带座轴承安装工位。平顶输送链是标准件,直接承载纸箱。输送链导向条是PVC材质,用于减少平顶输送链与导向板间的摩擦,减少机械损伤,以便降低机械噪声。输送链导板可对平顶输送链提供良好的导向,输送纸箱的主要承载机构,以“凹”字形为横截面,保证良好的导向性和承载能力。导板支板用以连接导板和链道支架,提供输送链导板的安装和横向移动空间。拖轮是标准件,为PVC材质,防止平顶输送链的自然下垂,更好地利用生产空间。
护箱机构由护栏支架和输箱护栏组成。护栏支架连接到链道支板4上,用于安装护板连接杆,方便护板的调节。输箱护栏在输送纸箱的中下部位置用来防护纸箱,防止纸箱输送造成的横向偏移,确保纸箱输送的准确定位。纸箱可根据厂家要求选择不同尺寸,再由纸箱尺寸来确定链道的纸箱运输宽度。
故障被清除后系统应能恢复正常运行且不发生过流及过压现象。从图5的拓扑结构容易看出,接地电阻值越大直流电压的恢复速度将越慢。
3 输箱链道的定位输送
3.1 输箱链道定位输送的组成
纸箱进入到装箱机部位,就要按照装箱要求,有序地到达装箱工位。为此装箱机输箱链道5 (图1)必须做到纸箱的稳定输送及准确定位。在纸箱的输送过程中要实现纸箱停止定位准确,而依靠输箱链道的电机起停是很难实现的,这种频繁的起停方式将影响电机的使用寿命。为此设计采用气缸阻挡定位机构和链道持续运行的方式来实现纸箱的输送定位停止,通过调节阻挡气缸位置,保证纸箱的准确定位输送。为实现纸箱的定规格(每次进箱个数)进箱,采用光电检测,夹箱气缸和阻挡纸箱气缸结合的方式,做到每次按规定进箱。其结构如图3所示。
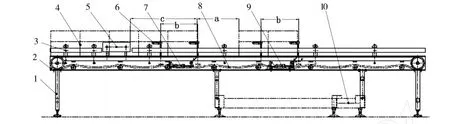
图3 链道定位输送示意图
3.2 输箱链道定位输送的工艺
按照装箱要求设置光电检测器件的间距“b”(以每次装两箱为例),间距为1.5倍的箱体长度为宜,用以检测纸箱是否到位,给PLC反应信号,一次进箱两个,挡箱气缸机构Ⅱ结合输箱护栏将正要装箱的纸箱定位在固定的装箱位置。挡箱气缸结构Ⅰ结合输箱护栏在距离正要装箱的纸箱间距为“a”处挡住后面的纸箱。夹箱气缸在距挡箱气缸结构Ⅰ距离约为2.5倍的纸箱长度的工作位夹持住第三个纸箱。从而根据设定的程序和气动件进行有序的纸箱定位输送,其气动原理图如图4所示,外接高压气源经过二次压力控制回路后供给整体工作机构。二次压力控制回路是由空气过滤器、调压阀、油雾器及气压表组成,完成高压空气的过滤、减压和油雾化功能。气控系统由三个气缸、三个两位五通电磁阀及六个节流阀组成,完成纸箱的有序输送和定位。节流阀调节气缸杆的动作速度,使定位更准确平稳。
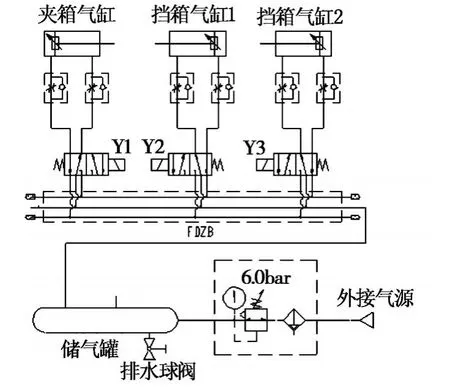
图4 链道气动原理图
3.3 纸箱堆积过程的电气控制
输箱链道作为整条自动装箱生产线上的连接纽带,要通过它来完成整条线的合理、有序控制。为此在整条输箱链道上安装必要的光电检测传感器,用以检测纸箱的有无及定位[3]。
在夹箱气缸之前的输箱链道Ⅰ、输箱链道Ⅱ、输箱链道Ⅲ(图1),与开箱机相连接,起到纸箱存储的作用。这就要求纸箱存储适量,从而要求开箱机在开机后能够自动根据纸箱的存储状况进行开箱数量调整。为达到对开箱机的自动调节,在输箱链道Ⅰ的前端(I1)和输箱链道Ⅲ的后端(I2)各安装一套光电检测传感器。在I2处有纸箱,I1处也有纸箱时,开箱机完成一个开箱周期后自动停机,当I1、I2处没有纸箱时,开箱机自动开机。

图5 纸箱堆积过程控制图
4 结束语
一条合理的包装生产线会给企业带来很大的经济效益,在以纸箱为主要包装方式的情况下,根据企业生产车间的状况选择一条完美的、更能合理利用车间空间的输箱链道,是企业追求更多利润的首选。自动输箱生产线只有与各个包装设备完美衔接,包装设备才能更好地发挥它们的工作性能,提高产品包装质量,给企业带来更好的经济效益[4]。
参考文献:
[1]张有良,苟向民,李美川,等.可编程多功能装箱机的设计和电气控制[J].包装与食品机械,2009,27 (4):1-3.
[2]李美川,张有良,苟向民,等.冷凉机及自动控制系统的设计[J].包装与食品机械,2009,27(2):27-29.
[3]邓加尊,覃兆典.自动装箱机的设计[J].粮油食品科技,2007,15(4):14-15.
[4]张有良.枕型袋自动装箱机的特点和电气控制[J].包装与食品机械,2004,22(5):16-18.
[5]宋尔涛,杨仲林.包装自动控制原理及过程自动化[M].印刷工业出版社,1996.
Design the Ca se Conveyer of the Fully-automa tic Carton Pack ing L ine and the Electr ic-con trol System of the Conveyer
L IMei-chuan,GOU Xiang-m in,ZHANG You-liang,DONG Ge-p ing
(Light Industry Xi′an MechanicalResearch Institute,Xi′an 710086,China)
Itis stated thatsocialp roduction demands for the fully-automatic carton packing line from the social development situation and the actualdevelopmentofChina lightindustry machinery nationalconditions.And it analysis the overall structure and the p rincip le of the case conveyer,do detailed analysis for the electricalcontrol and p rocess p rincip le of the case conveyer storage materials and orientation section.Fully illustrated it is p lay the crucial role in the packaging line and bring benefits to the enterp rise.It is important referentialvalue to the enterp rise to choose the fully-automatic carton packing line.
fully-automatic carton p acking line;case conveyer;photoelectric switch;electric-control
book=37,ebook=46
TB486.3
A
1005-1295(2010)04-0037-03
10.3969/j.issn.1005-1295.2010.04.009
2010-04-20;
2010-04-29
李美川(1984-),男,山东菏泽人,学士学位,助理工程师,从事轻工业包装机械设计和研究。