晶闸管控制4000A电解电源设计
2010-09-04广州电焊机厂凌小莎
广州电焊机厂 凌小莎
晶闸管控制4000A电解电源设计
广州电焊机厂 凌小莎
某工程需要4000A电解电源,作者参与项目的主要设计。本文介绍该设计运用大功率晶闸管控制,整体结构采用组合式工艺,对于细部设计也作了介绍。
弧焊整流变压器 晶闸管整流波形脉动问题 制图软件ACAD应用 电路设计软PTL应用
一、概述
ZX5-4000晶闸管整流电源是按用户的特殊要求而设计,应用于大电流的裂解性场合。它具有动特性好,电弧稳定,效率高,噪音少的特点。客户要求本机操作方便,可远距离控制,对电网电压波动能保持输出电流的稳定。
1.电源方案选定
由于我企业具备多年设计、生产晶闸管整流弧焊机的经验,设计小组认为可以运用晶闸管整流弧焊电源的基本原理设计ZX5-4000晶闸管整流电源,但是作为大功率的电源变压器,其体积、重量都不是常用的批量生产产品,在总体设计、内部结构排布、控制线路几个方面都存在困难。经过设计小组的详细分析研究决定,具体是采用并联式的方案,将5台单独的整流的电源(5个单独模块)组合成大电流输出,由原来输出直流焊接电流变为输出直流电解电流;为了提高设计水平和降低主要原材料的成本、加快工程进度,全部图纸设计都采用计算机辅助设计,并运用计算机仿真软件,调试输出波形,以达到最佳设计数据。本人在设计小组中负责应用绘图软件ACAD和电路设计软件PTL在工程的第一阶段绘出全套图纸,使整个工程加快了材料采购、加工的进度,提前进入总装阶段,是仿真测试的时间充裕,当发现电路上的问题时有足够时间调整。
2.电源工作原理
单独模块电源电压经三相主变压器降压后,由晶闸管组进行整流,并利用晶闸管移相触发控制电流的大小。从输出端分流器上取出电流负反馈信号,使本机获得下降的外特性。由于电流负反馈电路及控制电路的时间常数都较小,因此本机的动特性好。具有较深的电流负反馈,使电流稳定,当电网电压波动±10%时,补偿电路可使本机电流保持稳定。单独模块电路原理方框图见图1。4000A电解电源整体原理图见图2。
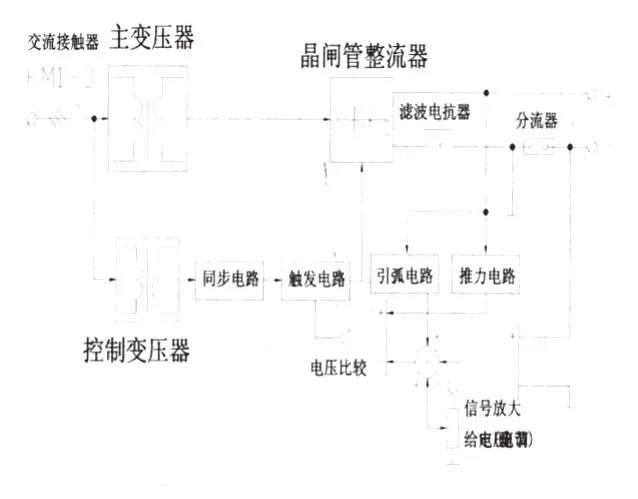
图1 单独模块电路原理方框图
3.设计标准
GB 15579-2004 弧焊设备 第1部分:焊接电源
JB 6324-1992 KE型50A至500A电焊机用晶闸管
二、设计
1.弧焊整流变压器
设计5台输出1250A的弧焊整流变压器(即5个单独模块),将其并联接线,安装总开关、输入端、控制部分等。
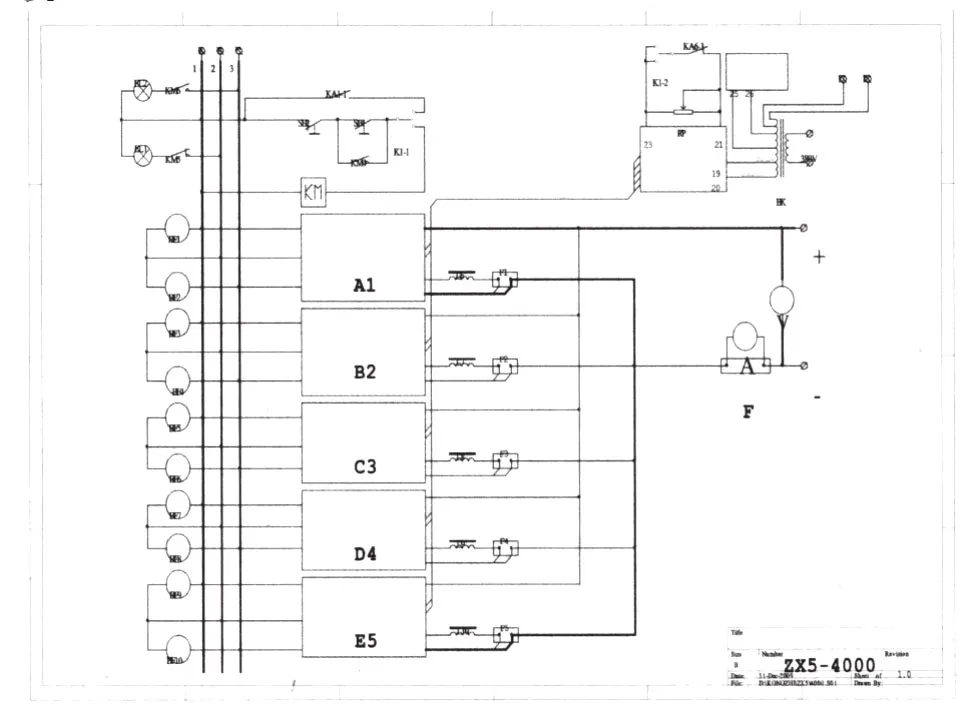
图2 4000A电解电源整体原理图
2.整流波形脉动问题
弧焊整流变压器是通过改变晶闸管的导通角来实现调节输出电流和输出电压的,因而电流电压波形的脉动比普通硅二极管整流器大。特别是在具有下降外特性的情况下,空载电压比工作电压要高得多,要求的电压变化范围很大。空载时,晶闸管需要全导通以达到输出高电压,二在工作时,则要求其导通角变得很小以输出低电压。当导通角较小时,整流波形脉动加剧,甚至出现波形不连续,这样将出现波形不稳。项目中设计晶闸管整流变压器时很重视这个问题,运用原来的经验,首先在每个单独模块输出电路中串联输出电抗器,经其滤波后给总输出提供的电压、电流波形保证是连续的,高次谐波成分受到了抑制。再有,仍然选择原来已经很成熟的整流电路,每个单独模块避免了波形不连续和减少脉动,总输出的电压、电流也就很理想。
3.整体结构
内部为5台60%暂载率的ZX5-1250电源并联输出结构;输出电流1000~4000A/44V;功率因数>0.25;输入:3~380V±10%(305kAV.A ,220kW);频率:50Hz;输入电流460A;总重量:4000kg。整体外观结构见图3。

图3 整体外观结构
三、控制操作
(1)为了客户操作与维护方便,本机单独安装自动开关或负荷开关。自动开关容量为630A,电源输入电缆截面积为70mm2(客户自备),输出端正负极各采用两条截面为200×8mm2的铜排并接到负荷端。
(2)本机外壳必须接地,接地线用截面为10mm2铜芯线。
(3)本机控制线部分是用14芯航空插座引出,只要将其插入程序控制箱AUTO ARC,即以把电源通至程序控制部分。
(4)接通后,合上供电开关,电网向本机供电,电源指示灯亮。检查本机电压是否正常,将面板上的“远控-近控”开关置于“近控”位置,按“开”按钮,此时工作指示灯亮,风扇转动,电压表有输出电压指示。未接负载时,调节面板上的电位器,空载电压在40~80V之间变化;接上负载后,调整面板上的电位器,使其电流调至满意的效果。
(5)当要自动工作时,将面板上的“远控-近控”开关置于“远控”位置,然后按程序控制箱AUTO ARC使用说明书进行操作。
四、制造工艺
单独模块严格按照ZX5晶闸管整流弧焊机的制造工艺进行生产和检验,其控制线路是独立的,电路板可以沿用原来批量生产的ZX5系列的控制板和保护板,而总的控制板创新设计,由于采用了电路设计软件PTL,能在整机安装的同时同步完成零件焊和调试。整机合成后,我和设计小组在现场监控,及时处理出现的问题。由于是首次进行大功率电源设计安装,我和设计小组一直督促生产车间:机构并接时要注意安全,尤其是电气连接时必须有总指挥在现场统一指挥。出厂检验完成后,将其结构分解为5个模块,方便运输和客户现场安装。
五、小结
ZX5-4000晶闸管整流电源是为客户特殊设计的裂解性场合使用的产品,功率大,体积大,对于常规机电产品生产厂家的检验设备和运输设备都存在生产、检验的困难,加上产量不多,不适合短期内重新配置运输设备(大轿箱工业电梯、大型车辆)和检验设备(大功率检验台)。本人所在企业运用原有的资源(技术能力、生产流程、工艺水平、检验规程),克服了困难,技术团队同心协力,全部图纸设计使用ACAD软件,全部控制电路图纸设计使用PTL,调试输出性能是运用了计算机仿真软件,总机安装采用组合的方式,成功设计制造了出来,本人也在其中巩固了知识、提高了创新能力和协调精神,为以后运用ACAD、PTL等计算机辅助设计软件开发新产品积累了经验。
[1]郑宜庭,黄石生合编.弧焊电源.机械工业出版社,1988
[2]曾乐主编.现代焊接技术手册.上海科学技术出版社,1993