基于ARM和CPLD的二次变速送经系统的设计
2010-08-28刘杨丽娟袁建畅沈丹峰
刘杨丽娟,袁建畅,沈丹峰
(西安工程大学 机电工程学院,西安 710048)
基于ARM和CPLD的二次变速送经系统的设计
刘杨丽娟,袁建畅,沈丹峰
(西安工程大学 机电工程学院,西安 710048)
针对目前国内织机电子送经控制系统中经纱张力控制不足的问题,提出了一种基于ARM和CPLD的二次变速送经系统.该系统采用32位嵌入式微处理器和CPLD硬件处理构架对送经装置实施3重负反馈闭环控制,并采用PI控制算法进行经纱张力控制,使织机得以快速平稳地运行,从而织机断经率得以下降.
ARM;CPLD;二次变速送经
送经装置是现代织机中的重要部件,它的作用是将卷绕在织轴上的经纱按照织造要求送出,用于经纬纱交织.经纱张力在织造过程中会发生周期性的较大幅度的变化,造成经纱的脆断,因此,对送经系统的研究有助于改善织机的可织造范围.电子送经控制系统是将传感器检测的经纱张力变化信息加以集中、储存和处理,并按一定程序发出各种指令,指挥和控制整个系统的运行,目的在于保持织机经纱张力的基本恒定.早期的电子送经装置的控制系统有模拟电路、模拟数字混合电路和数字电路3种型式.模拟电路速度快,但精度低,缺乏逻辑判断功能及信息存储功能,自动化程度低.数字电路精度高、逻辑判断功能强、参数设置比较方便.随着计算机技术的发展,织机电子送经控制系统已向微机控制的数字电路发展.目前,国内外的电子送经控制系统都采用单片机控制[1].送经速度的调整是送经控制系统的核心,在早期的送经系统中,由于织机速度较低,并且采用的是接近开关来检测张力,张力的波动检测时间间隔较长,因此在采用PID控制方法时,实际控制精度并不高.在现代的喷气织机中采用了张力传感器后控制精度有了质的提高,考虑到高速动态调整,因此需要对送经系统进行建模.目前国际上采用较多的是PI控制方法,对一转之内的短片段张力不匀的调整采用比例控制,对一个组织循环内的张力偏差采用积分控制.目前商业化的织机送经系统采用的都是单次变速控制方式,其工作机理是织机主轴转一转送经速度调整一次.众所周知,织机主轴一转以内存在开口和打纬运动,在此过程中经纱的张力是变化的.为了匀整张力,本文设计的系统采用二次变速送经方式,使得经纱张力的波动范围控制在较小的数值内.
1 系统工作原理
电子送经系统一般包括经纱张力感应系统、控制系统和经轴驱动系统3部分.织机在运行过程中,经纱张力在主轴一转内变化较大,满开时张力最大,闭合时张力最小.本文提出:在主轴一转以内,对转速进行二次调整,使得织机在从满开到闭合的180°内送经速度减小,从而减缓过大的经纱张力变化;使得织机在从闭合到满开的180°内增大送经速度,从而减小经纱张力峰值.图1为系统原理图.本系统采用32位嵌入式微处理器,联用CPLD硬件处理构架对送经装置实施闭环控制[2],保证能够较快地实现实时处理,使织机得以快速平稳地运行.
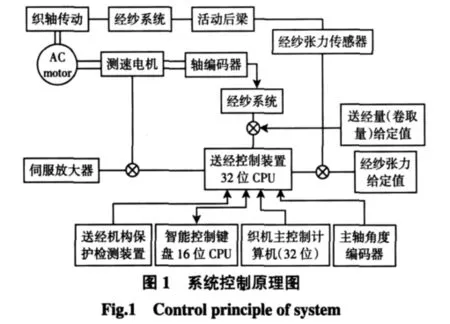
该送经机构控制系统,采用了3重负反馈闭环控制:①第1反馈环为伺服电机速度控制,将送经控制板输出的伺服电机转速与测速发电机测得的电机实际转速进行比较,根据其差值信号经伺服放大器调整电机的转速偏差,确保伺服电机按照设定的转速运转.②第2反馈环为送经量控制,由轴编码器检测伺服电机的实际回转角度,经送经量换算后,折合成实际的送经量值(由计算机根据电机转角和织轴当前直径及传动比折算),与根据织物密度计算所得的给定送经量进行比较,根据偏差控制送经电机的启停.③第3反馈环为经纱张力控制,经纱张力传感器输出与后梁载荷相对应的信号,并与预先设定的张力给定值进行比较,根据张力偏差调节送经电机的启停或转速,保持经纱张力恒定.
2 系统设计
2.1 I/O口的数据转换部分设计
采用CPLD作为高速响应的逻辑器件,作为中断信号扩展并进行I/O口的数据转换,并且实现液晶显示功能.本文选用Altera公司的CPLDEPM3128A,该器件具有2 500个可用门、128个宏单元和96个用户I/O引脚,采用3.3 V CMOS工艺,具有5 V容限输入.应用QuartusⅡ开发平台,在图形编辑器中完成所需设计.CPLD控制电路图如图2所示.
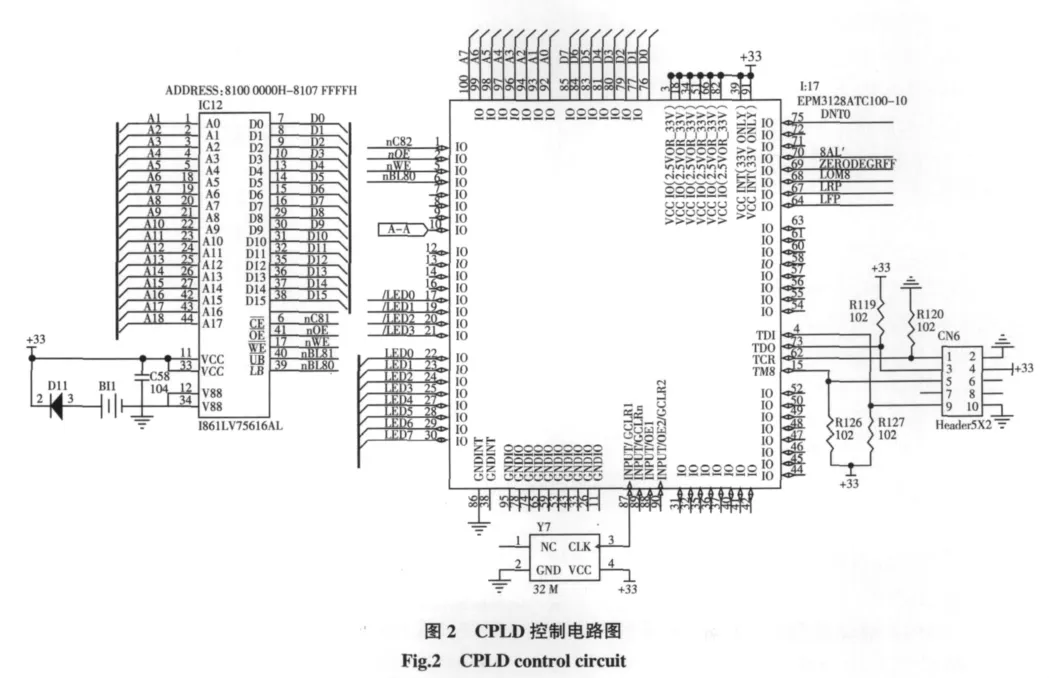
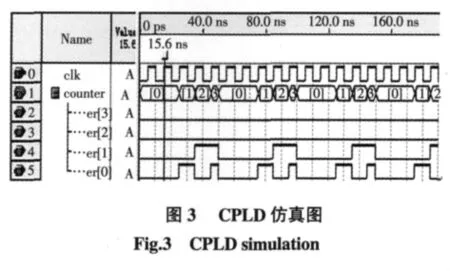
织机的主轴0°信号、运转信号、慢动正转、逆转、停车等外部信号通过CPLD,以中断方式传递给ARM.如果上述信号同时发生,则采取优先编码方式,确保停车信号优先处理.由于CPLD富裕较多端口,因此内部集成了液晶显示处理模块.仿真图如图3所示.
2.2 中心处理器的设计
采用高性能的微处理器 ARM7作为处理器. ARM7TDMI-S是一个通用的高性能、低功耗的32位微处理器,其结构是基于精简指令集计算机(RISC)原理而设计的,指令集和相关的译码机制比复杂指令集计算机要简单得多,使用一个小的、廉价的处理器核就可实现很高的指令吞吐量和实时的中断响应.由于使用了流水线技术,处理和存储系统的所有部分都可连续工作.通常在执行一条指令的同时对下一条指令进行译码,并将第3条指令从存储器中取出.管脚可以动态配置为输入或输出.寄存器可以同时对任意个输出口进行置位或清零.输出寄存器的值以及管脚的当前状态都可以读出.
3 控制算法
采用PID控制器是最早发展起来的控制策略之一,但控制精度不高.目前PI算法日趋成熟[3],因为这种控制具有简单的控制结构,在实际应用中又较易于整定,所以它在工业过程控制中有着最广泛的应用.PI控制易于实现,参数调节方便,可以满足经纱张力控制的要求,因此在经纱张力控制中选择PI算法.
为保证送经长度一致,通过对主轴编码器的0°信号计数得到在不同卷径条件下的伺服电机转速n(r/ min)为:

式中:N1、N2为增益;X′1为当前一转的修正张力偏差和;Y为组织循环数的张力偏差和;N0为送经电机转速(r/min).

式中:i为送经减速比;X3为主轴转速(r/min);C为卷径(m);K为机上纬密(根/cm).
将该控制算法应用于电子送经控制系统中,得到卷径为0.4 m时的Matlab/Simulink仿真图[4-5],图4为PI控制算法中积分时间常数分别为0.4、0.3和0.2时的仿真图.
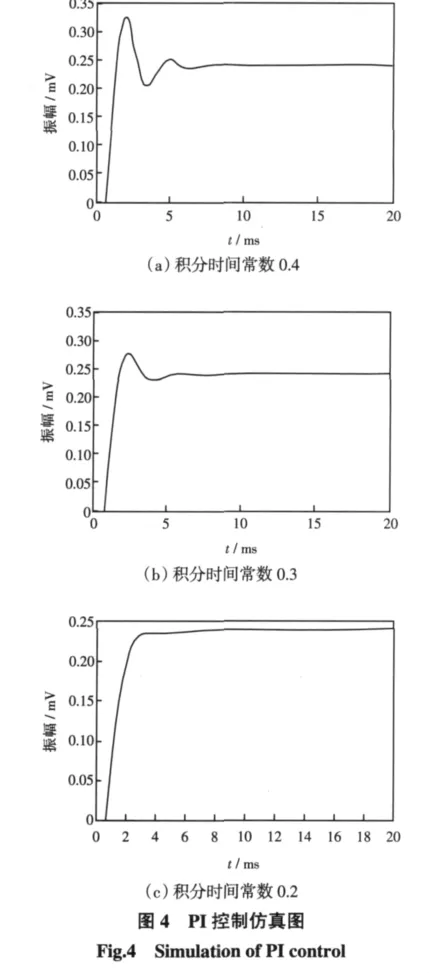
由图4(a)可知,积分时间常数取0.4时,张力波动范围较大,调整时间为8 ms,不利于控制经纱张力;图4(b)显示积分时间常数取0.3时,张力波动范围减小,调整时间减小到6 ms;图4(c)显示,积分时间常数取0.2时,张力变化平稳,且调整时间减小到4 ms以内,能够较好缓解经纱张力变化.可见,当积分时间常数取值减小时,能够达到较好的控制效果.
4 程序设计
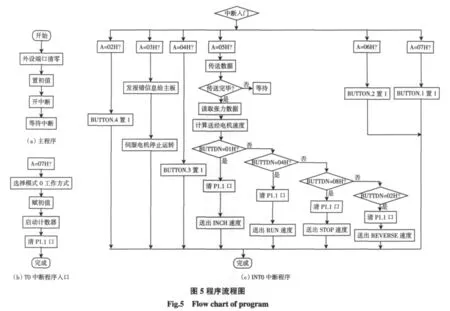
电子送经控制系统的软件系统主要包括如下几个功能模块[6]:①系统初始化子程序,主要工作是完成系统各个模块的初始化工作;②手动操作子程序,在织机停车的情况下执行一些手动操作,主要有松纱、紧纱、点动及开车前张力自调整功能和补偿操作;③正常织造子程序,是电子送经控制器软件系统的核心功能,在织造过程中通过实时控制送经量来控制经纱张力恒定.图5为程序设计图.
5 结束语
送经控制系统采用二次送经方式,能够缓解经纱张力的变化,使织机得以快速平稳地运行.采用32位工业控制ARM微处理器LPC2119和CPLDEPM3128A对送经装置实施3重负反馈闭环控制,实现二次变速送经控制系统,具有处理速度快、实时性好和张力控制精确的优点.采用PI控制算法,可以满足经纱张力控制的要求.运用本方案的电子送经控制系统在实验中已经体现出很好的实时性,对张力变化较为敏感.但考虑到实际织造现场环境复杂,干扰因素较多,因此在实际使用中,需要对增益参数作出不同调整,以满足不同环境的要求.
[1]杨建成,周国庆.纺织机械原理与现代设计方法[M].北京:海洋出版社,2006:286-300.
[2]沈丹峰,叶国铭.津田驹Ⅳ型电控箱主控板剖析 [J].丝绸,2008(6):33-35.
[3]沈丹峰,叶国铭.电子送经控制系统的数学分析[J].纺织学报,2006,27(9):32-35.
[4]袁建畅.机械式送经机构的系统辨识与动态分析 [J].纺织机械,2001(5):37-40.
[5]沈丹峰,叶国铭.电子送经控制系统的PID参数整定方法的研究[J].机械工程与自动化,2008(2):134-135.
[6]吴冬凤.基于ADuC824的织机电子送经卷取的控制系统设计[J].天津工业大学学报,2007,26(6):55-58.
Design of twice variable let-off system based on ARM and CPLD
LIU YANG Li-juan,YUAN Jian-chang,SHEN Dan-feng
(College of Mechatronic Engineering,Xi′an Polytechnic University,Xi′an 710048,China)
As the insufficiency and shortcoming of tension control in current electronic let-off system of inland loom,the
twice variable let-off system is proposed based on the ARM and CPLD.This system uses 32 bit embedded microprocessors and CPLD hardware processing framework to implement the threefold closed-loop negative feed back control for let-off device,and uses PI algorithm to control the tension of warp yarns in order to make the loom operate smooth.The loom warp-lacking rate will decrease by using this system.
ARM;CPLD;twice variable let-off system
book=4,ebook=151
TS103.131
A
1671-024X(2010)04-0074-04
2010-04-19 基金项目:陕西省教育厅专项科硕计划项目(09JK456);西安工程大学校管项目(BS0906)
刘杨丽娟(1983—),女,硕士研究生.
袁建畅(1954—),男,教授.E-mail:yuanjianchang@yahoo.com.cn
