更换中心喉管的一种方法
2010-08-25郭永强宋燕民贺红旗
刘 鹏 郭永强 宋燕民 贺红旗
作者通联:安阳钢铁股份公司炼铁厂机修车间 河南安阳市 455004
E-mail:anyangliupeng@163.com
炉顶设备中心喉管(图1)支撑在水冷传动齿轮箱上,上部为眼镜阀和波纹补偿器,料流经中心喉管到达布料溜槽,在水冷传动齿轮箱的驱动下,通过预定的布料矩阵向炉内布料。在一次检修中发现中心喉管磨漏,对其补焊,但效果不理想,决定更换。
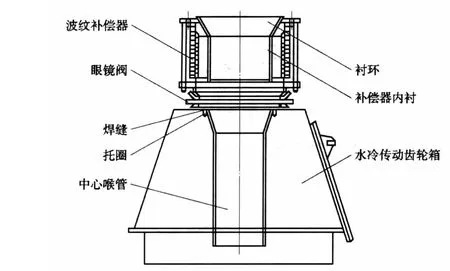
图1
通过反复测量备件尺寸,研究中心喉管和水冷传动齿轮箱结构,得知水冷传动齿轮箱内通径1040mm,只要能将中心喉管上面通过点焊连接的托圈去掉,中心喉管就可以轻松穿越水冷传动齿轮箱,用电动卷扬机辅助将中心喉管下移至大人孔处,再借助炉顶天车将中心喉管从炉顶吊出。按此逆向施工便可将中心喉管回装后,再与托圈进行焊接即可。切割托圈可以在中心喉管里面挂一吊盘,人戴好安全带站在吊盘上切割。
1.制作并安装吊盘
吊盘直径700mm,略小于中心喉管内径(750mm),既能防止大量烟气从中心喉管处上冒,又可方便人员站在吊盘上作业,吊盘固定安装在中心喉管上沿向下1.5m处,有利于焊工站在上面进行切割和焊接。
2.起吊中心喉管
起重工在称量料罐下部适当的位置挂一绳滑轮,使卷扬机的钢丝绳穿过绳滑轮后,处于中心喉管的中心位置,然后操作人员佩戴安全带进入中心喉管,站到吊盘上面通过卡环将绳扣固定在中心喉管的吊耳上,最后和卷扬机钢丝绳连接在一起。区域负责人在确保安全、可靠、可行的条件下,通过对讲机指挥,将中心喉管稍微吊起,使中心喉管的托圈和水冷传动齿轮箱的间距达到150mm,以利于切割。
3.切割托圈
电焊工佩戴好安全带站到吊盘上,用割枪将托圈与中心喉管连接的100mm长的焊缝割开,并将托圈分割成四小块移至外部。
4.取出中心喉管
在区域负责人统一指挥下,缓慢将中心喉管下移,使其顺利地穿过水冷传动齿轮箱(布料溜槽因需要更换已经提前拆卸下来),待中心喉管下降至炉顶大人孔处时停止下移。借助炉顶16t天车吊起中心喉管,卷扬机配合炉顶天车慢慢下移,使中心喉管从炉顶大人孔处吊起。
5.回装中心喉管
将新的中心喉管备件上的托圈取下,按上述步骤相反的顺序将中心喉管慢慢回装至水冷传动齿轮箱内,钳工同样站到吊盘上将分体的托圈分别放置于预定位置,并采取临时措施,使托圈与中心喉管紧紧相连,电焊工将托圈与中心喉管进行局部焊接牢固,再由起重工慢慢将中心喉管放置于水冷传动齿轮箱上,至此,更换中心喉管的任务圆满完成。
大型高炉在不拆除眼镜阀及波纹补偿器的情况下更换中心喉管,总施工时间16h,检修时间缩短,劳动强度降低。