超临界直流炉首次检修化学检查共性问题及对策
2010-08-09张小霓吴文龙李长鸣
张小霓,吴文龙,李长鸣,谢 慧
(河南电力试验研究院,郑州市,450052)
0 引言
随着国民经济的发展及用电量的剧增,我国火电机组装机容量在近几年迅速增加,仅河南省近几年投运的600MW超临界直流炉机组就有16台。
DL/T 1115—2009《火力发电厂机组大修化学检查导则》中明确指出:机组检修时对其进行化学检查可以评价机组运行期间所采用的给水处理方式是否合理,监控是否有效;评价机组在停、备用期间所采用的各种保护方式是否合适,并根据存在问题提出改进措施[1]。根据导则[1]要求,对河南8台采用还原性全挥发(all-volatile treatment,AVT)处理方式的600MW超临界直流炉机组首次检修进行化学检查,发现了一些共性问题,可归纳为:水冷壁、省煤器结垢速率高;汽轮机叶片积盐速率高;汽轮机低压缸叶片锈蚀。
1 结垢、积盐检查及分析
1.1 省煤器、水冷壁结垢速率高
对河南省8台600MW超临界直流炉机组的水冷壁、省煤器管进行割管检查和分析,其垢量和结垢速率如表1所示。

表1 水冷壁、省煤器垢量和结垢速率Tab.1 The scale and scaling rates on water-cooled wall and coal economizer
从表1可以看出,机组水冷壁和省煤器垢量高,结垢速率快,水冷壁和省煤器结垢评价为三类的机组占75%。DL/T 794—2001《火力发电厂锅炉化学清洗导则》中规定直流炉水冷壁垢量达到200~300 g/m2时应进行化学清洗[2]。根据水冷壁结垢速率计算,大部分机组运行2~3年水冷壁垢量即达到化学清洗垢量的下限,个别机组运行不到2年即达到下限,远远达不到导则[2]中规定的运行5~10年进行化学清洗的年限。
另外,对其垢成分进行了分析,其中Fe(以Fe2O3计)占90%以上(质量百分比)。
1.2 汽轮机叶片积盐速率高
对汽轮机叶片上沉积物较多部位取样称重,计算其沉积物量和沉积速率,结果如表2所示。
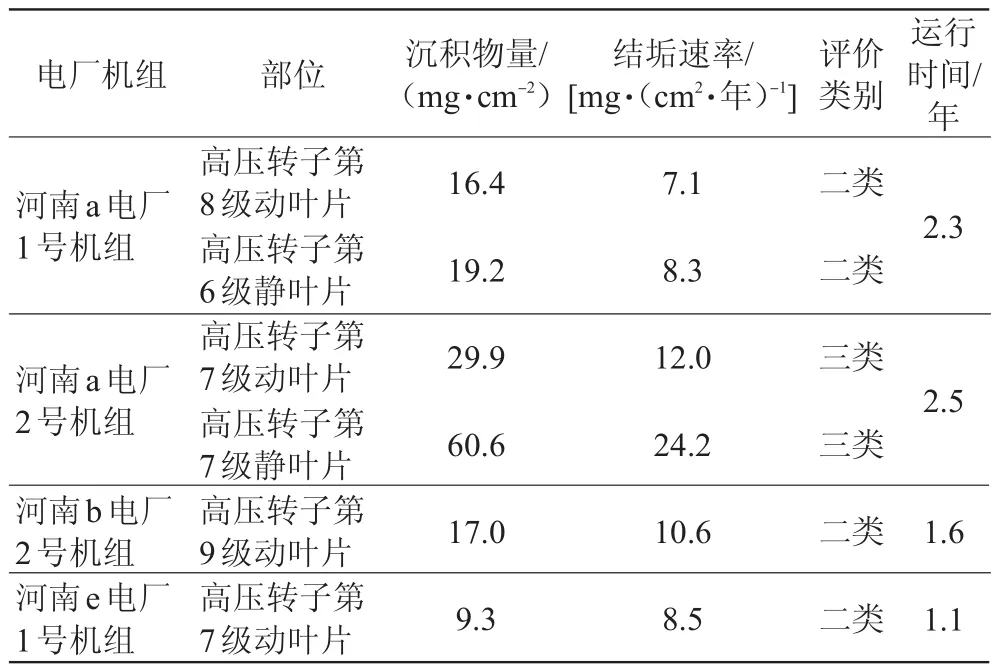
表2 汽轮机叶片沉积物量和沉积速率Tab.2 Salt deposition and rate on steam turbine blades
由表2可以看出,高压缸叶片上沉积物量较多,积盐速率较快,均评价为二类或三类。
1.3 原因分析
虽然机组在运行期间的汽水品质严格执行标准GB 12145《火力发电机组及蒸汽动力设备水汽质量》[3],但从表1、表2可以看出,600MW超临界直流炉机组其水冷壁、省煤器结垢速率高,汽轮机叶片积盐速率高是检查中发现的共性问题,分析原因如下。
(1)新建机组在基建阶段虽然经历了酸洗、吹管,但自整套启动到商业化运行期间的水汽品质的某些指标仍达不到标准要求;机组参数越高,蒸汽携带离子能力越强,对水汽品质要求越高。直流炉不能排污,导致水冷壁、省煤器结垢,汽轮机积盐。
(2)目前河南600MW机组采用传统的AVT给水处理方式,在处于弱还原性的条件下,金属表面形成了双层Fe3O4氧化膜,其由致密的Fe3O4内伸层和多孔、疏松的Fe3O4外延层构成。当局部水流条件恶化时,由于外延层不耐水流的冲击,而且水的氧化能力非常弱,不能将Fe2+氧化为Fe3+并随后转化为具有保护作用的α-Fe2O3氧化膜覆盖层,所以Fe3O4氧化膜处于活化状态,给水系统的局部可能会发生流动加速腐蚀[4-6]。600MW机组采用AVT处理,其腐蚀防护效果不能达到最佳,给水含铁量偏高,腐蚀产物沉积在省煤器、水冷壁上,由蒸汽携带沉积在汽轮机叶片上。严重时,造成水冷壁节流孔板堵塞,流通面积减小,管内工质流通不畅,引起水冷壁超温甚至爆管[7]。
2 汽轮机叶片积盐成分检查及分析
2.1 汽轮机积盐特性分析
依据SD 202—1986《火力发电厂垢和腐蚀产物分析方法》[8],使用美国热电的IRIS型等离子体发射光谱仪对汽轮机高、中、低压缸汽轮机叶片上沉积物进行成分分析,发现的规律如下。
(1)高压缸叶片沉积物中有较大比例的Fe、P、Cu、Al元素,如表3所示。

表3 汽轮机高压缸叶片沉积物成分Tab.3 Salt composition on blades of high pressure cylinder
(2)中压缸叶片沉积物以Fe、Si、Na元素为主,部分沉积物含有少量的Cu、Al元素。
(3)低压缸叶片沉积物以Si、Fe、Na元素为主,部分沉积物含有较多氯化物、碳酸氢盐和碳酸盐。
(4)汽轮机叶片沉积物成分复杂,Fe元素普遍存在于各级叶片。
2.2 汽轮机积盐特性原因分析
目前河南省600MW机组均为无磷处理,检查中发现在高压缸叶片上P、Cu、Al元素普遍存在,分析其原因可能为:
(1)叶片上沉积物中的磷酸盐可能来源于机组基建时化学清洗的碱洗残留物,在机组启动时没有完全冲洗干净,由蒸汽携带沉积在汽轮机叶片上。
(2)600MW机组热力设备的给水管道材质中有铜合金的成分,叶片上沉积的少量铜从铜合金中析出,由蒸汽携带沉积在叶片上。
(3)叶片上沉积的铝可能来源于基建阶段的尘土。汽轮机叶片沉积物中的铁、钠、硅元素及氯化物与给水处理方式、精处理运行状况、汽水品质等方面有关。蒸汽携带离子进入汽轮机做功后,蒸汽的温度、压力下降,蒸汽携带离子能力降低,盐类析出沉积;低压缸叶片上碱性物质碳酸盐、碳酸氢盐与机组停机后低压缸湿度大、吸收空气中CO2有关。
3 汽轮机锈蚀问题及分析
3.1 低压缸叶片、围带锈蚀
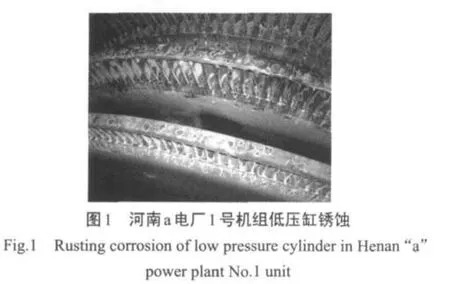
检查中发现,低压缸揭缸后,除e电厂低压缸叶片没有锈蚀外,其余电厂低压缸均发生不同程度的锈蚀,其中a电厂1号机组低压缸腐蚀情况如图1所示。
3.2 低压缸叶片锈蚀原因分析
以河南b电厂为例,对沉积物较多的2~4级叶片取沉积物样本,对其进行离子色谱仪、等离子发射光谱仪分析,其中Fe(以Fe2O3计)占88.66%,氯化物占0.88%,Na占1.07%。
从锈蚀集中的低压缸2~4级叶片上取腐蚀产物,对其进行能谱分析,结果详见表4。
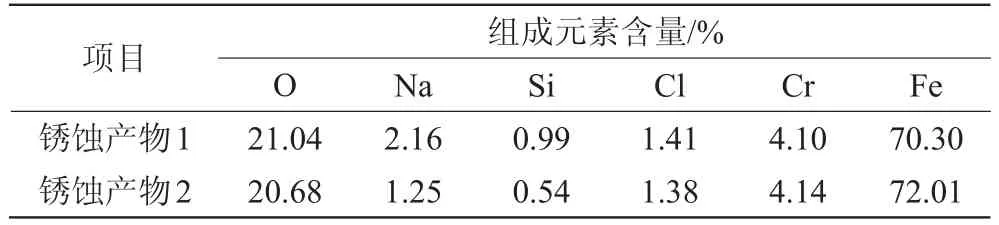
表4 低压缸2~4级叶片锈蚀产物能谱测定结果Tab.4 The spectrometric testing result of rusting deposition on the low pressure cylinder blades
由分析结果可以看出,沉积物中的氯化钠是2~4级叶片停机之后氧电化学腐蚀的主要腐蚀性介质,在腐蚀产物中约占2%,是比较明显的。
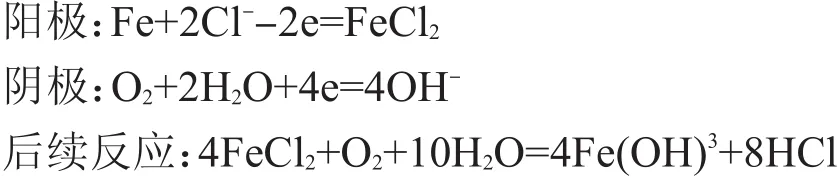
汽轮机低压叶片锈蚀发生在停机之后,机理是停机后发生于部分明显积盐叶片的电化学氧腐蚀。主要腐蚀性成分可能来自低压叶片上的氯化物积盐和空气中的二氧化碳。这些腐蚀性成分均为吸湿性较强的盐分,易吸收来自运行机组的较高湿度形成表面水膜,并在其中被富集形成较高的局部浓度,对部件表面保护性氧化膜局部破坏,活化形成小阳极;通过正常氧化层的表面水膜,空气中的氧气可快速扩散,形成腐蚀电池大阴极,产生快速氧电化学腐蚀;随后还会对电化学腐蚀产物继续进行后续氧化,水解产生的HCl可作为催化剂继续参与氧化电化学反应,相应的电极反应见下。
3.3 建议
针对以上分析,建议如下:
(1)机组检修时加强停备用保护;
(2)尽量保持汽轮机的真空度;
(3)停机后应趁热快速干燥,如有揭缸计划应尽快清理叶片表面,可以防止或减轻停机后低压缸叶片的锈蚀。
加强运行期间水汽品质的监督、控制,提高蒸汽品质是解决低压缸叶片腐蚀的最根本途径。
4 给水处理方式探讨及建议
目前600MW超临界直流炉机组几乎都设计有加氧处理装置,但目前大部分超临界机组仍然沿用传统的AVT给水处理方式。超临界直流炉机组采用AVT处理方式不能对系统进行最佳腐蚀防护,从而导致给水含铁量偏高,局部可能会发生流动加速腐蚀,沉积率较高;超临界机组水冷壁管径变小,单管的流通面积变小,水冷壁结垢,影响传热,增加流动阻力,直接导致给水泵压力增加、能耗增大;汽轮机叶片上积盐导致汽轮机效率降低。因此,超临界直流炉采用AVT给水处理方式并不是最适合的,使用氧化性给水处理是发展的必然趋势。
氧化性处理(oxygenated treatment,OT)是加入氧气(或其他氧化剂)使沉积层表面转化成为稳定的Fe2O3,同时堵塞了Fe3O4膜层微孔,使防护层更加致密;但其对给水品质和精处理运行水平要求苛刻,如不能满足,则存在严重的溶氧电化学腐蚀风险,此外还需加氧装置(包括监测控制系统)、溶氧监测仪器和若干取样点改造投入。给水弱氧化(weak oxygenated treatment,WOT)是近年来最新开发的一种氧化性给水处理方式,它取消了还原剂,控制了给水溶氧,同样实现了氧化性处理,使循环系统获得以有效腐蚀防护,但不必具备OT所需的苛刻水质条件。与此同时,精准控制的溶氧在省煤器内消耗殆尽,防止了溶氧进入炉内的腐蚀风险。采用WOT处理方式不必新增加氧系统和溶氧监测设备投资,简便易行;同时因取消了可疑致癌物还原剂联氨,停运了有关配药、加药设备和操作,节省了大量药品费用、设备运行维护和人员费用。目前,WOT处理在降低水冷壁、省煤器结垢速率和汽轮机积盐速率方面已经取得了令人满意的效果[9]。河南已有十余台机组采用弱氧化处理作为给水处理方式,水冷壁、省煤器的结垢速率和汽轮机积盐速率均大大降低[10-14],直流炉对水汽品质的要求更高,更适合采用弱氧化给水处理方式。
5 结论
通过对河南省8台采用AVT给水处理方式的600MW机组的化学检查,发现以下共性问题:水冷壁和省煤器结垢速率快;汽轮机高压缸上积盐速率快;低压缸有锈蚀现象发生。从目前的检查情况看,采用AVT给水处理方式,腐蚀防护效果不能达到最佳,弱氧化处理是更适合超临界直流炉的给水处理方式。选择合适的给水处理方式,加强运行期间水汽品质的监督与控制、提高蒸汽品质是解决结垢、积盐、腐蚀的根本途径。
[1]DL/T 1115—2009火力发电厂机组大修化学检查导则[S].北京:中国电力出版社,2010.
[2]DL/T 794—2001火力发电厂锅炉化学清洗导则[S].北京:中国电力出版社,2001.
[3]GB 12145—2008火力发电机组及蒸汽动力设备水汽质量[S].北京:中国标准出版社,2008.
[4]毕法森,孙本达,李德勇.采用给水加氧处理抑制流动加速腐蚀[J].热力发电,2005,34(2):52-53.
[5]荣幼灃.流动加速腐蚀的危害及防止[J].华东电力,2003(3):50-51.
[6]李克刚.超临界直流炉给水加氧处理技术探讨[J].电力技术,2009,73(3):26.
[7]张世元,邵天佑.超(超)临界直流锅炉磁性氧化铁沉积分析及对策[J].科技信息,2009(10):88.
[8]SD 202—1986火力发电厂垢和腐蚀产物分析方法[S].
[9]李长鸣,吴文龙,何俊峰,等.给水弱氧化处理方式WOT的研究和应用[C]//电厂化学2009学术年会暨中国电厂化学网2009高峰论坛会议论文集,2009:41-46.
[10]郝党强,李长鸣,邱武斌,等.200MW火电机组给水氧化处理的应用实践[J].中国电力,2004,37(2):32-34.
[11]李长鸣.鹤壁同力发电有限公司1号机组给水炉水优化割管检查分析[R].郑州:河南电力试验研究院,2009.
[12]李长鸣.许昌龙岗发电有限责任公司1号、2号机组给水炉水优化处理总结[R].郑州:河南电力试验研究院,2005.
[13]李长鸣.许昌龙岗发电有限责任公司2号机组小修锅炉割管检查分析报告[R].郑州:河南电力试验研究院,2005.
[14]郝党强.大唐首阳山发电有限责任公司1、2号机组给水炉水优化处理总结[R].郑州:河南电力试验研究院,2003.
[15]谢 慧.大唐安阳发电有限责任公司9号机组大修化学检查报告[R].郑州:河南电力试验研究院,2004.
