多线切割机的切割运动分析
2010-08-09种宝春靳永吉罗嘉辉
种宝春,靳永吉,罗嘉辉
(中国电子科技集团公司第四十五研究所,河北三河燕郊 065201)
半导体材料采用的多线切割方式,已经取代了以内圆镀制金刚砂的内圆刀片的单片切割技术,内圆刀片的单片切割方式已经不能满足大直径晶圆的切割。多线切割方式具有切割效率高和切割效果好的特点,但是如果出现断线将造成严重的损失,所以对于切割设备本身具有更高的要求,切割张力采用了张力控制,切割进给运动采用了变速切割进给方式。
1 多线切割机理
多线切割方式,是由钢丝线作为载体带动高硬度的研磨砂粒对材料进行研磨去除,实现对材料的切片。砂粒在切割过程中进行移动和滚动运动。移动过程中,砂粒一棱角切入被切割材料中,使其产生塑性变形,同时在钢丝线的带动下横向移动,破坏材料原子间的键合力形成碎屑,当阻力大于横向力时,产生滚动运动,而另外的棱角重新参与研磨切除,同时排出切屑。
在切割过程中,钢丝线作为实现对材料切割磨料的载体,在高速运动,保证磨料达到切削去除的基本能量,磨料在研磨去除中受到钢丝线压力,此压力来源于不断的进给运动,由于钢丝线的高速运动,磨料在钢丝线和材料之间运动,实现对材料的切除,在此运动过程中钢丝线和被去除材料相互都具有磨损,然而钢丝线由于不断的更新,磨损过的钢丝线不再使用,对于被切割材料破损不断的进行,从而实现对材料的切割。
磨料在切割运动中分为4个状态,如图1所示。
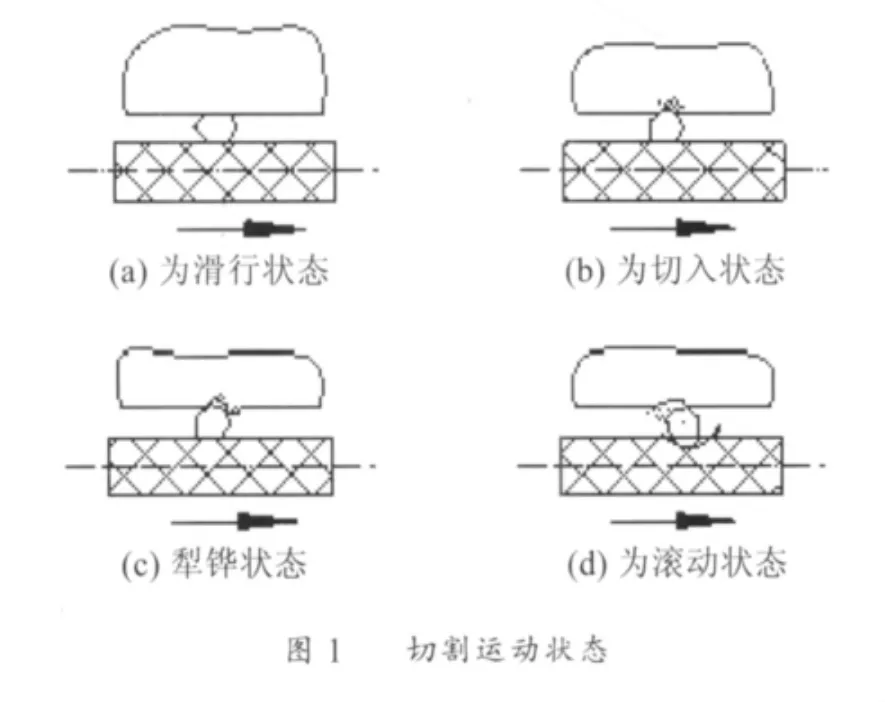
实现对材料的去除主要为切入状态和犁铧状态,磨料在钢丝线的带动下在材料表面摩擦滑行,在压力的作用下磨料的棱角切入材料使其产生塑性变形后对材料进行犁铧,破坏材料间的分子键合力,产生碎屑。当切削阻力很大时,磨料停止划切运动,在钢丝线的摩擦力下产生滚动,并排出切屑,同时又进入下一次的切削运动。
2 切削过程中钢丝线的张力
2.1 钢丝线上的张力
在切割过程中钢丝线保持着恒定的拉力,如图2所示,钢丝线上的张力为。
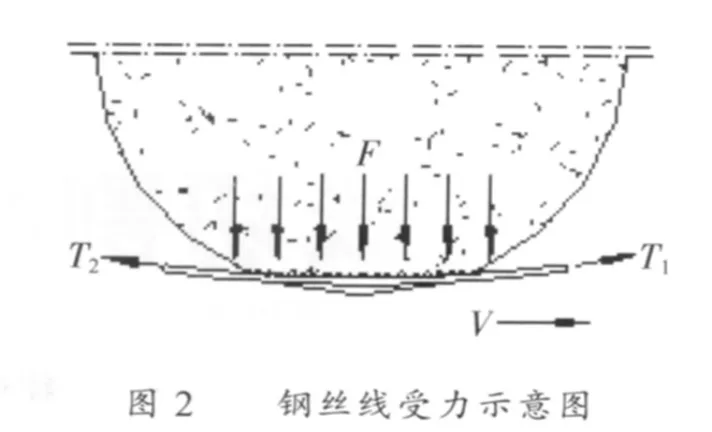
式中:T1=F·μ+T2(1)
T1为收线张力
T2为放线张力
μ为材料摩擦系数
钢丝线上的张力由电机来提供,下压力F是由切削进给量来保证,为了保证切削效果的一致性,钢丝线上的张力为恒定值,张力T和下压力F是保证材料不断被去除的基础,在下压力F力的作用下磨料棱角边作用于被切除材料上产生极大的压强,从而可以切入材料中,使其产生塑性变形,并且断裂。
2.2 切割过程中张力的调整
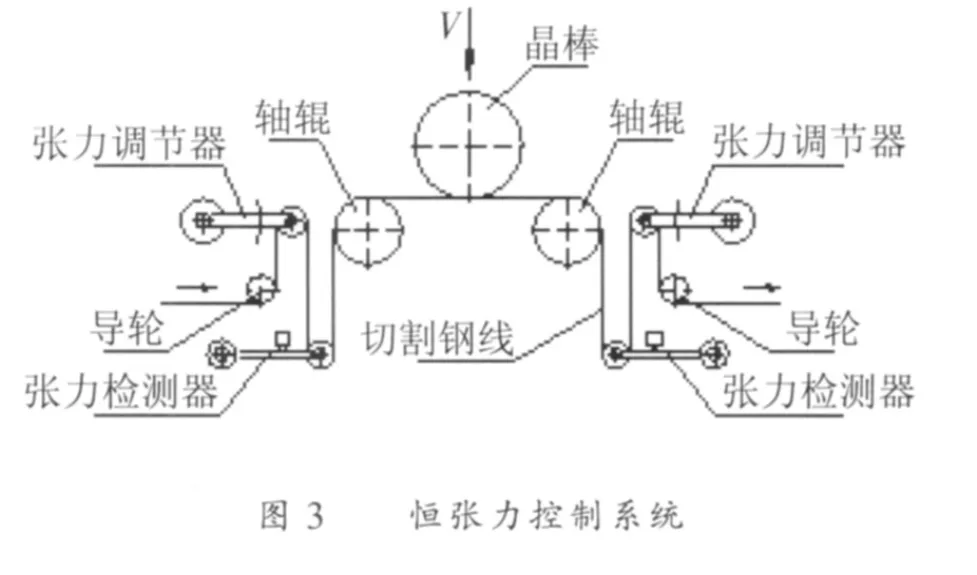
在切割过程中,切割钢丝线在高速旋转轴辊的带动下进行高速的直线运动,钢线必须保持恒张力控制,达到恒定的拉力,实现研磨的均匀性。如图3所示,在切割过程中,张力检测器实时监测切割钢丝的进线和收线的张力,同时张力调节器根据张力检测器的监测结果对张力进行调整,保证张力的恒定。
3 切削进给运动控制
目前多线切割机主要用于太阳能晶棒的切割和集成电路晶棒的切割。
3.1 方料切削运动
太阳能晶棒以方料为主,在对方料进行切割过程中切削进给为匀速运动,如图4所示。

从公式(1)可以得到:Fμ=T1-T2

其中:T1、T2为恒力,由公式(2)可以知道下压力F为恒力。
下压力F在切割过程中所作的功为:

钢线在切割过程中所作的功为:
K为系数

Vt方程曲线见图5。

3.2 晶棒切割运动
在对集成电路晶棒切割过程中,切割进给速度为变速运动,如图6。

对于切割圆晶棒的切割从切割到直径和切割过直径进行分析。下压力所作的功为:
钢线在切割过程中所作的功为:

令:W1=K×W2
K为系数
则:
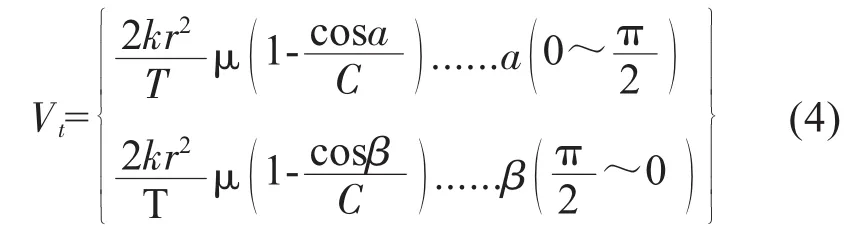
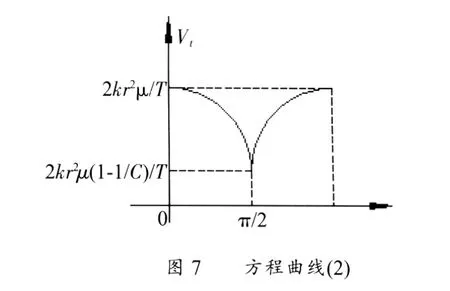
V方程曲线为:
从方程曲线可以看出,切割进给速度在切割过程中是变化的,在最初切割和最后切割结束时切割速度最快,到晶圆直径处时速度最慢,并且切削进给速度符合余弦曲线。
4 砂浆的供给
砂浆是由切削液和碳化硅微粉按照一定的比例混合具有一定黏度的流体。目前切削液采用的是聚乙二醇,对碳化硅微粉具有悬浮、分散和冷却的功能。在切割过程中,砂浆被喷洒在被排列的钢丝切割线上,砂浆必须具有并保持一定的黏度,保证具有良好的挂线能力,在钢线表面形成砂浆薄膜。同时砂浆内的碳化硅微粉分布必须均匀保证切割时对材料去除的均匀性,所以砂浆在存储罐中由搅拌电机不停的搅拌防止砂粒的沉淀,保持砂浆中砂粒分布的均匀性。在切割过程中,产生大量的热,造成砂浆温度的升高,温度的升高会造成黏度的降低,为保证温度不会对砂浆性质的改变,采用冷却系统对砂浆进行冷却,使砂浆保持恒温。
砂浆供给流量必须保证均匀,从而得到喷洒到钢线上的砂浆为均匀的,在每一根钢线上形成的均匀砂浆薄膜,实现均匀的去除,得到良好的切削效果。
5 结论
从以上的分析可以看出,对于方晶棒的切割,切割进给速度为匀速运动。而对于圆晶棒的切割,分别在切割初期和末期由于切割去除量小,材料很快被去除,所以切割进给速度应当快,进行材料的补充,同时保证钢线拉力。当切割到晶圆直径时,去除量最大,此时切割进给速度应最小。