棉籽油制备生物柴油的工艺条件优化研究
2010-08-08尚红卫王贤华
尚红卫,王贤华
(1.焦作师范高等专科学校,河南 焦作 454001;2.华中科技大学能源与动力工程学院,武汉 430074)
生物柴油属环境友好型燃料,具有可再生、易生物降解、无毒、含硫量低和废气中有害物质排放量小等优点,它能以任何比例与石油柴油调和制成柴油。目前,生物柴油主要以动植物油为原料,与过量甲醇进行酯交换生成脂肪酸甲酯而制成,副产品为甘油[1]。目前,世界各国都在积极发展与生物柴油的生产和开展相关的研究,据统计生物柴油已成为美国增长最快的一种替代石油柴油的燃料[2]。
我国是世界上最大的产棉国之一,棉籽油来源充足,寻找棉籽油新的利用点成为棉籽油开发利用的新研究课题[3]。本试验通过化学酯交换法利用棉籽油制备生物柴油,旨在寻找棉籽油制备生物柴油的最佳工艺反应条件,为生产上大规模利用提供科学的技术指导。
1 材料与方法
1.1 材料与仪器
棉籽油(湖北省三湖农场农科所);无水甲醇(国产分析纯);氢氧化钾(分析纯);蒸馏水。
6511型电动搅拌机;HP1200Series(Agilent Tech);Agilent HC-C18分析柱(Φ 4.6 mm×150 mm,5 μm),配有手动进样器,四元泵、自动脱气装置及紫外检测器。
1.2 试验方法
1.2.1 原料油分析
皂化值(SV)测定(按照 GB/T5534-1995测定);酸值(AV)测定(按照GB/T5530-1998测定)。棉籽油的平均分子质量可由皂化值和酸值计算得到,平均分子质量的计算见公式(1),本试验测得棉籽油的平均分子质量(Mr)为854.28(852)g·mol-1。计算方法如下:

1.2.2 生物柴油制备试验方法
本试验采用酯交换方法制取脂肪酸甲酯。试验步骤为:取一定量的催化剂NaOH,溶解于按醇油摩尔比配置的经脱水处理的无水甲醇中,配制成催化剂溶液;在反应器中加入一定量的棉籽油,在恒温槽中加热,慢速搅拌,保证加热均匀,待加热到所需温度后,将配制的催化剂—无水甲醇溶液迅速加入反应器中,盖上塞子,加以搅拌(搅拌速度150 r·min-1)并计时[4]。反应一定时间后,停止搅拌,取反应混合物置于冰水混合物中,使温度迅速降低,然后将反应混合物置于分液漏斗中,静置分层,上层黄色透明的产品是生物柴油和甲醇混合物,通过蒸馏(回收甲醇)、洗涤、干燥,得到黄色澄清透明液体,即生物柴油;下层深棕色产品是甘油、甲醇、无机盐以及皂的混合物,进一步提纯得到甘油。化学反应如下:
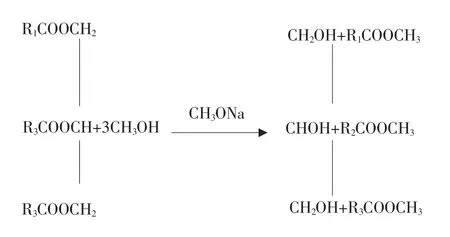
1.2.3 生物柴油产率计算
从脂肪酸甲酯制备的化学反应方程式可知,参加反应的甘油三酸酯的分子质量与反应后制取的生物柴油的分子质量接近,可以近似认为反应制取的脂肪酸甲酯的质量等于参加反应的甘油三酸酯的质量[5]。其产率计算公式为:


式中,Q为制取的生物柴油产量(g);W为反应前加入的棉籽油质量(g)。
2 结果与分析
2.1 原料油分析结果
按照植物油皂化值和酸值测定国标(GB/T5534-1995)和(GB/T5530-1998)测得原料油的皂化值为 195.4 mg·g-1,酸值为 0.18 mg·g-1,由公式(1)得出原料油的相对分子质量为862.1,为试验中计算原料油摩尔数提供了必要的依据。
2.2 转酯化反应工艺条件的优化
2.2.1 单因素试验
2.2.1.1 反应温度对产率的影响
在催化剂为浓度1.1%NaOH,醇油摩尔比6:1,反应时间55 min的条件下,研究温度对棉籽油酯交换反应的影响。考虑甲醇的沸点为68℃等因素,选用 40、45、50、55、60、65、70、75 和80℃等9个温度,结果见图1。

图1 反应温度对生物柴油产率的影响Fig.1 Effects of reaction temperature on biodiesel yield
55℃以下时,生物柴油的产率随着温度的升高而增加,这是由于随着温度的升高,反应速度加快,导致产率的逐渐升高;55℃时含量最高;温度高于此值时,对交换反应收率影响较小,甚至有所下降;超过68℃后,产率快速下降[6]。这是由于温度越高,甲醇越易挥发损失,不利于产物的生成,从而导致产物产率下降。
2.2.1.2 催化剂对产率的影响
催化剂的作用是提高反应速率、缩短反应时。催化剂的浓度为催化剂的质量占棉籽油质量的百分比。试验采用0.9%、1.0%、1.1%、1.2%和1.3%等5个催化剂浓度梯度进行研究,结果见图2。

图2 催化剂质量对生物柴油产率的影响Fig.2 Effects of amount of catalyst on biodiesel yield
在其他反应条件不变的情况下,1.1%时是催化剂的最佳浓度。此前,随着催化剂浓度增加,产率上升。这是由于催化剂浓度较低时,反应活性中心浓度不够,导致产率降低。此后,催化剂含量继续加大,产率有所下降,其主要原因为,植物油中存在一定量的游离脂肪酸,NaOH含量过多,碱性催化剂与脂肪酸酯起皂化反应所致,生成脂肪酸皂,导致最终产品分离困难,甲酯得率降低[7]。在实际生产中,碱性催化剂用量不是越多越好。
2.2.1.3 醇油摩尔比对产率的影响
结果见图3。
由酯交换的反应机理得知甲醇和棉籽油参加反应的摩尔比应为3:1,但酯交换反应为可逆反应,增加反应物的浓度,可使化学平衡向生成物方向移动,从而提高酯交换反应的转化率。由图3可知,生物柴油的产率随醇油比增大而增大。当醇油摩尔比为5.1:1时,反应不完全,产率较低;但是当醇油比增大到6:1后,甲醇过量太多,其产率反而略有下降,并且会降低反应物中产品生物柴油的浓度,增加甘油的分离难度,同时反应过程和蒸馏过程中甲醇的挥发损失也会相应增大,无论从技术角度还是从经济成本上都是不利的。所以,最佳的醇油摩尔比为6:1。

图3 醇-油摩尔比对脂肪酸甲酯产率的影响Fig.3 Effects of methanol and oil molar ratio on biodiesel yield
2.2.1.4 反应时间对产率的影响
试验采用25、35、45、55和65℃等5个时间点进行研究,结果见图4。开始随着反应时间的延长,产率上升很快,但当反应时间超过55 min后,产率反而有所下降。原因是酯交换反应在某一时间就已经基本完成,由于存在副反应使产率下降。副反应还使产物的燃料性质下降。因此应避免或减少副反应发生[8]。t=55 min时,正逆反应速度相等,产率达到最大值。

图4 反应时间对生物柴油产率的影响Fig.4 Effects of reaction time on biodiesel yield
2.2.2 正交试验
考虑到单因素试验中各因素之间的交互影响,通过正交试验设计来进一步确定优化反应条件。正交试验因素和水平设计如表1所示。以脂肪酸甲酯的产率作为考察指标,其正交试验结果和分析如表2所示。
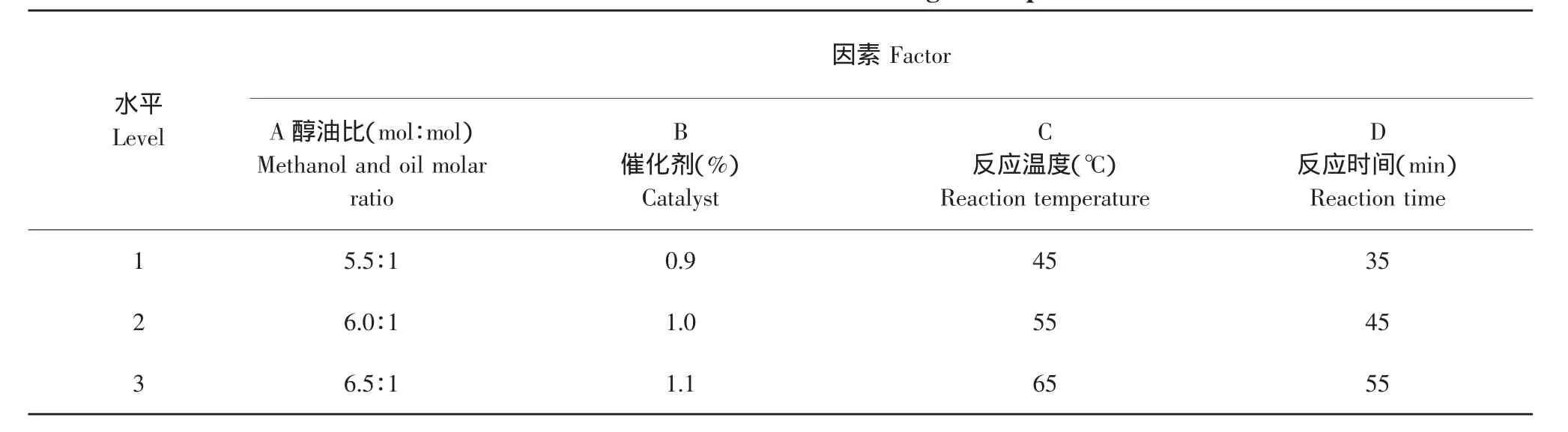
表1 正交试验因素水平Table 1 Factors and levels for the orthogonal experiment
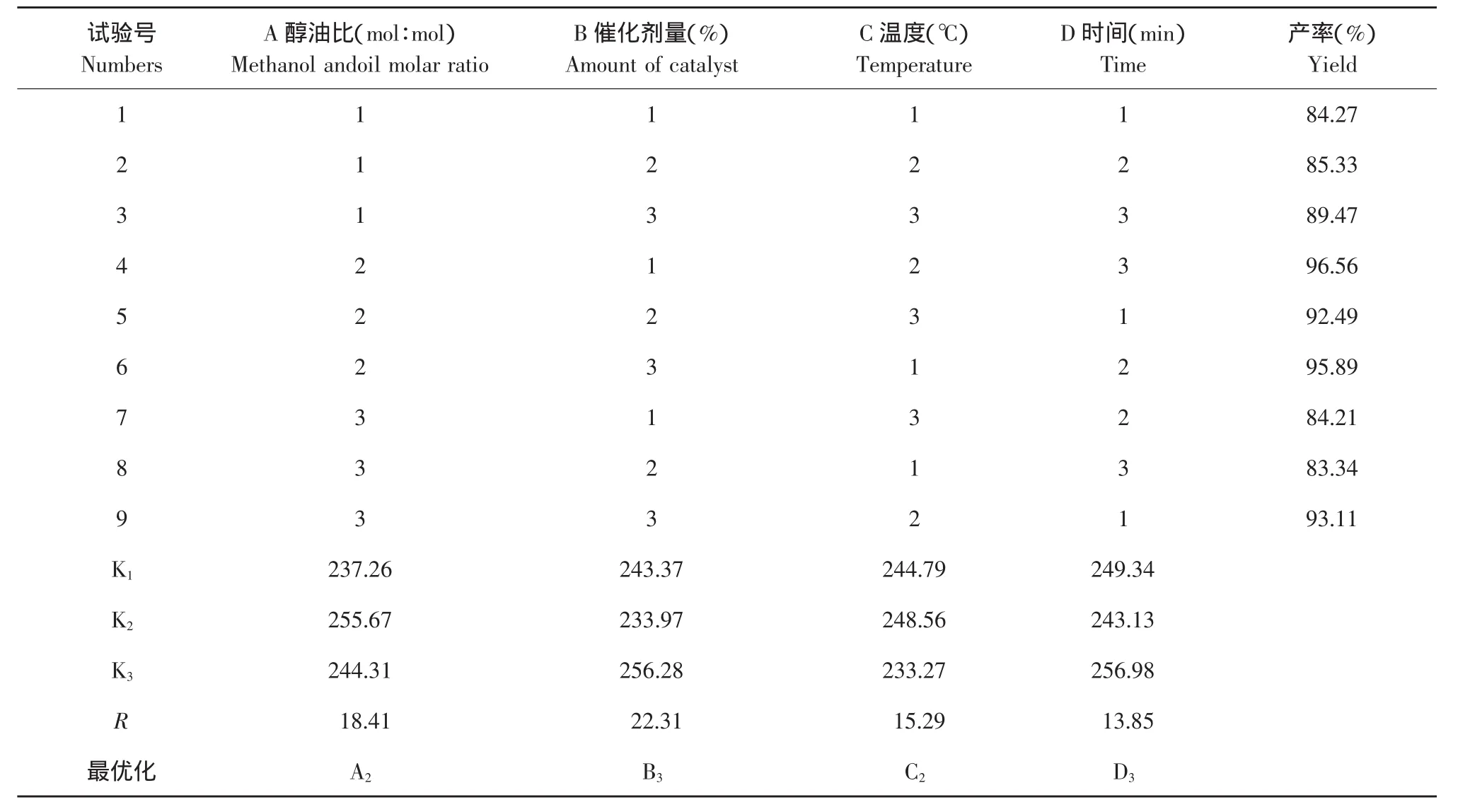
表2 棉籽油甲酯化的正交试验结果L9(34)Table 2 Result of orthogonal design test on transesterification reaction L9(34)
由产率得出棉籽油制备脂肪酸甲酯的最佳反应条件为醇油比6:1,催化剂用量为1.1%,反应温度为55℃,反应时间为55 min。在此工艺条件下,甲酯产率不低于95.89%。由极差大小得出4个因数对反应产率的影响依次顺序为:催化剂用量>醇油摩尔比>反应温度>反应时间,与国内外报道的有关试验结论一致[9-11]。
3 讨 论
采用棉籽油生产生物柴油的酯交换反应属于传质控制反应,活化能很低,改善传质条件对产率的提高具有重要意义。催化剂甲醇钠的浓度是影响甲酯得率的最显著因素之一:催化剂浓度过低则活性不够,导致甲酯产率较低,而催化剂浓度较高会导致皂化反应加重。甲醇对棉籽油的摩尔比也是影响甲酯得率的重要因素。采用正交试验方法可以有效确定棉籽油制备生物柴油反应的最佳工艺条件。
原料中含水量对生物柴油的产率影响较大,如不加以处理,在试验中容易发生皂化反应,更重要的会使产率下降,在产业化后会影响到经济效率,所以开展生物柴油的生产,开展原料预处理十分必要。由于甘油三酯与甲醇的反应是一连串的可逆反应,为提高棉籽油的转化率,甲醇的实际用量将远大于化学计量比。
4 结论
由产率得出棉籽油制备脂肪酸甲酯的最佳反应条件为醇油比6:1,催化剂用量为1.1%,反应温度为55℃,反应时间为55 min。在此工艺条件下,甲酯产率不低于95.89%。由极差大小得出棉籽油甲酯化反应的影响因素由大至小依次顺序为:催化剂用量>醇油摩尔比>反应温度>反应时间。该工艺设备简单,工艺成熟,适于中小规模生产[12]。
[1] 杨凯华,蒋剑春,聂小安,等.生物柴油的制备及其副产物粗甘油分离与精制工艺的研究[J].生物质化学工程,2006,40(1):1-4.
[2] Alim M A,Lee J H,Akoh C C,et a1.Enzymatic transesterification of fraetionated rice bran oil with conjugated linoleic acid:optimization by response surface methodology[J].LWT-Food Science and Technology,2008,41(5):764-770.
[3] 卡巴罗,沈本贤,李泓.棉籽油制备生物柴油的研究[J].当代化工,2008(5):481-483.
[4] 田雪,王川,陈芳,等.棉籽油制备生物柴油的研究及分析[J].云南大学学报:自然科学版,2009(3):295-299.
[5] 刘迎春,曹卫彬,孙传庆,等.棉籽油生物柴油的理化特性研究[J].可再生能源,2008(6):34-37.
[6] 陈和,王金福.强碱催化棉籽油酯交换制备生物柴油的动力学[J].化工学报,2005(10):1971-1974.
[7] 冯光柱,张玉军.油脂化工产品工艺学[M].北京:化学工业出版社,2005:78-86.
[8] 刘迎春,曹卫彬,孙传庆,等.棉籽油生物柴油的理化特性研究[J].可再生能源,2008,26(6):34-37.
[9] Umer R,Farooq A.Production of biodieselthrough optimized alkaline-catalyzed transesterification of rapeseed oil[J].Fuel,2008,87:265-273.
[10] 李海涛,刘志洋,王晴,等.黑龙江省不同大豆品种中棉籽糖与总糖含量的相关关系[J].东北农业大学学报,2008(5):24-27.
[11] 陈和,王金福.棉籽油酯交换制备生物柴油固体碱催化过程研究[J].高校化学工程学报,2006(4):45-46.
[12] 周彩荣,石晓华,程春燕.微波法由棉籽油制备生物柴油[J].郑州大学学报:工学版,2008(4):51-53.
