CA6140/BQ无级变速车床主传动系统设计
2010-08-07闫占辉张达巍
闫占辉 张达巍
(长春工程学院机电学院,吉林长春130012)
变速车削可以提高工件端面加工质量。因为车削速度为

式中:v为切削线速度,m/s;d为切削直径,mm;n为工件转速,r/min。当采用普通车床车削端面时,由于加工过程中n值恒定不变,而d值在不断变化,所以v的大小在不断变化,当v不断减小时,不但会使车削端面粗糙度值增大,而且会加剧刀具的磨损,增加制造成本。在切削加工过程中,如果使切削速度v保持恒定,由金属切削原理可知,可以提高工件表面加工质量。但欲使v不变,必须使dn值不变。而加工回转体零件的端面时,d是不断变化的,因此只有n与d值按相反规律变化才能保证dn值不变,即进行变速切削加工。
1 主传动系统设计
变速车削的主传动系统是在CA6140车床传动系统基础上改造成的。图1是该车床的主轴转速—转矩(功率)特性,转速在10~50 r/min区段为恒转矩区,机床主轴最大输出转矩为1246 N·m;转速在50~1450 r/min区段为恒功率区,其输出功率为6.53 kW。图2为交流变频调速系统当电压补偿量为5%时的电动机转速—转矩(功率)特性图,电动机恒功率变速范围为3360/1450=2.32,电动机转速在450~1450 r/min区段为恒转矩区,其最大输出转矩为46.4 N·m。

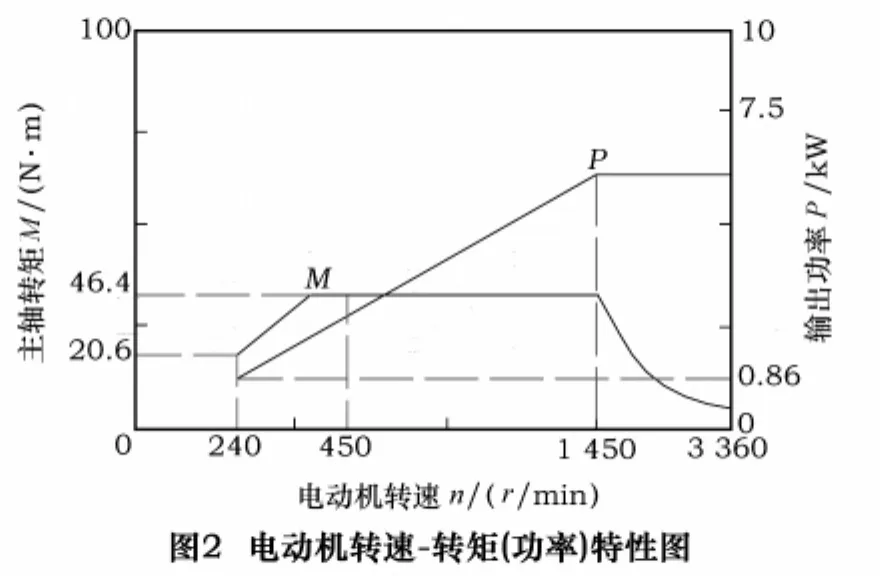
分析图1及图2的转速—转矩特性曲线的恒功率区可知,在采用交流变频调速方法调整机床主轴转速时,为使机床主轴在低转速区段(10~50 r/min)获得较大输出转矩1246 N·m,必须使电动机以450 r/min以上转速运转,然后再通过机械减速装置降速。同样,机床主轴转速在50 r/min以上为恒功率输出,电动机转速在1450 r/min以上为恒功率输出,为使电动机的功率特性与机床主轴的功率特性相匹配,电动机轴与机床主轴之间也必须串联一套机械减速装置。根据无级变速传动系统的设计原则,取降速装置的公比Φf等于电动机的恒功率调速范围Rd,则电动机主轴的恒功率范围Rn=ΦfZ-1Rd=ΦfZ,其中Z为减速装置的变速级速。Z=lg Rn/lgΦf=lg Rn/lg Rd=lg(1450/50)/lg2.32=4,取Z=4,则电动机的实际恒功率变数范围Rd=10lg(1450/50)/4=2.3。由 Z=4,Φf=Rd=2.3 所设计的主轴转速分布图及机床主轴转速—转矩(功率)特性分别如图3及图4所示。在图4中Ⅰ轴为电动机轴,Ⅱ轴为输入轴,Ⅲ、Ⅳ轴为传动轴,Ⅴ轴为主轴,图中数字为各传动轴的转速。分析图3、图4可知,该机床在低速时主轴输出转矩较大,高速时输出功率较大,恒功率范围宽,且无功率缺口,满足设计要求。


2 变频器的应用
本文选用日本SAN KEN公司生产的型号为SVF-113的变频器与CA6140/BQ车床7.5 kW电动机配接。
为保证无级变速切削车床CA6140/BQ在10~1400 r/min间实现无级变速,必须对变频调速器的相关参数进行设置。具体如下:频率范围设定为6~120 Hz,设定档次为 0.5 Hz。
3 控制系统硬件及程序
控制装置选用西门子S7-200系列PLC CPU224XPCN,这种型号的PLC除了带有输入输出点外,还有模拟量输入点和模拟量输出点,这一型号PLC所具有的模拟量模块,能够满足控制电动机的需要。
选用富士UG330H-SS 7.7英寸触摸屏,触摸屏是人机对话接口,最初的指令信息要从这里输入。输入的信息通过通讯端口传送到PLC,经运算后PLC输出模拟量,并连接到变频器的模拟量输入端口。变频器对接收到的模拟量进行内部运算,而后驱动电动机达到相应的转速。程序如下。
TITLE= Network 1//选型 //CPU:226
//MICROMASTER drive(s)and motor(s):MM4 //USS control//电动机极数:2
//变频器地址:1 //波特率:19200 //转差率系数:0.98
//人机界面:170B plc端口1 //USS端口:0 // //
Network 2//初始化地址1及参数
LD SM0.1 CALL SBR50,1,19200,16#02,Q0.0,VB0
MOVR 0.0,VD160 MOVR 0.0,VD164 MOVR 0.0,VD170
MOVR 0.0,VD174 Network 3//参数整定/根据变比转换频率
LD SM0.0 A M0.0 EU AN I0.0
MOVR VD150,VD160 MOVR VD154,VD164 MOVR VD164,VD170
/R VD160,VD170 MOVR VD170,VD174 /R 29.4,VD174
Network 4//错误参数滤除
LDR< =VD174,150.0 AR > =VD174,2.0 MOVR VD174,VD100 /R 29.4,VD100
Network 5
LD SM0.0 =L60.0 LD I0.0 =L63.7 LD M0.5 =L63.6 LD M0.6 =L63.5
LD I0.3 =L63.4 LD I0.4 =L63.3 LD L60.0
CALL SBR51,L63.7,L63.6,L63.5,L63.4,L63.3,0,VD100,V50.0,VB1,VW2,VD4,M0.4,M0.1,M0.2,M0.3
Network 6//读取字参数
LD M1.5 =L60.0 LD M1.5 EU =L63.7 LD L60.0
CALL SBR52,L63.7,1,VW202,VW204,&VB1000,V51.0,VB60,VW300
Network 7//读取双字参数
LD M1.6 =L60.0 LD M1.6 EU =L63.7 LD L60.0
CALL SBR53,L63.7,1,VW202,VW204,&VB1050,V51.1,VB61,VD302
Network 8//读取浮点参数
LD M1.7 =L60.0 LD M1.7 EU =L63.7 LD L60.0
CALL SBR54,L63.7,1,VW202,VW204,&VB1100,V51.2,VB62,VD306
Network 9//写入字参数
LD M2.5 =L60.0 LD M2.5 EU =L63.7 LD L60.0
CALL SBR55,L63.7,1,VW202,VW204,VW310,&VB1150,V51.3,VB63
Network 10//写入双字参数
LD M2.6 = L60.0 LD M2.6 EU =L63.7 LD L60.0
CALL SBR56,L63.7,1,VW202,VW204,VD312,&VB1200,V51.4,VB64
Network 11//写入浮点参数
LD M2.7 =L60.0 LD M2.7 EU =L63.7 LD L60.0
CALL SBR57,L63.7,1,VW202,VW204,VD316,&VB1250,V51.5,VB65
4 变速车削应用实例
为验证变速车削方法对提高零件表面质量的作用,本文对一批某液压站缸体的端面进行了试切,缸体端面的外径为φ215 mm,内径为φ90H8 mm,表面粗糙度值为1.6μm。由于接近内孔处与接近外圆处各点的线速度差异较大,表面粗糙度值不稳定,接近内孔处常常超差,不能满足设计要求。现采用变频调速器控制的CA6140/BQ车床进行加工,表面粗糙度值稳定,完全满足了设计要求。
5 结语
(1)采用变频调速器实现无级变速是一种调速优良,易于和机械部分组合,价格低廉的方法。
(2)采用变频调速器控制的无级变速切削车床CA6140/BQ,可明显提高零件的加工质量,降低加工成本。
1 赵春.车用三轴带式无级变速器的研究[J].拖拉机与农用运输车,2009(2):97~98
2 周美兰,王旭东,周永勤.无级变速汽车动力传动系统控制策略研究[J].哈尔滨工业大学学报,2009(3):217~220
3 杨冬生.无级调速在普通台钻上的研究与应用[J].机械设计与制造,2007,(10):112 ~113
4 严人杰.数控机床主旋转运动无级调速传动设计[J].科技咨询导报,2007(29):225
5 胡永红.遥控靶车无级调速控制系统的实现[J].计算机测量与控制,2005(7):691~692,709