滚动直线导轨磨削方法研究
2010-08-07李薇
李 薇
(大连机床集团有限责任公司,辽宁 大连116024)
作者:李薇,女,工程师,主任,从事滚动直线导轨研发工作。
滚动直线导轨副采用封闭式结构,利用钢球或滚柱作为滚动体,从而实现载荷的支撑并实现机械直线往复运动的导向功能。由于其结构的特殊性,使得滚动直线导轨副具有其它一些导向机构无法比拟的优点,如:①摩擦力小,仅为滑动导轨的1/20,且动静摩擦系数变化小;②滚动单元之间为纯滚动,低速运动时无爬行;③运动效率高,驱动装置的功率仅为滑动结构的70%~80%;④封闭式导轨,可承受各种方向的载荷;⑤生产成本低、维护方便。滚动直线导轨是滚动直线导轨副实现直线运动的基本载体,对运动精度及行程起决定性作用。因此,研究滚动直线导轨磨削加工方法,提高其加工精度,对于提高滚动直线导轨副整体性能具有重要意义[1]。
随着科学技术现代化的不断发展,磨削加工作为一种先进的制造技术在国民生产、生活中占有重要地位。磨削加工技术的发展实现了在现代机械制造中的精密加工和超精密加工,满足了人们对产品高精度、高品质、高度自动化的需求[2—4]。磨削作为滚动直线导轨加工中的一道重要工序,目前采用的磨削加工方法存在一些不足,本文在对滚动直线导轨传统磨削加工方法深入分析的基础上,提出了一种新的滚动直线导轨磨削方法——三轴成形磨削方法,从而提高滚动直线导轨的加工精度。
1 滚动直线导轨传统磨削方法存在的问题
1.1 滚动直线导轨的精度要求
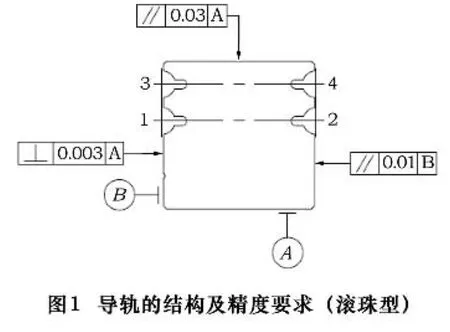
由于滑座的往复运动是在导轨上实现的,所以滚动直线导轨的运动精度取决于导轨的制造精度。导轨的结构及精度要求见图1。主要精度有如下几项:
(1)其中四条滚道工作面作为滑座中滚动体的运动滚动面,它们对安装基准面A及安装基准面B的平行度误差会直接反映为滑座对导轨的平行度误差,按照国家标准规定这项精度要求为1级精度0.002 mm/500 mm、0.004 mm/1000 mm、0.01 mm/4000 mm、0.013 mm/6000 mm。
(2)任意截面内滚道1与滚道2对A面的等高允差不大于0.003 mm。
(3)任意截面内滚道1与滚道3对B面中心所形成的平面距离与A面的垂直度允差不大于0.003 mm。
(4)任意截面内滚道1、3之间的中心距与滚道2、4之间的中心距的同大误差不大于0.003 mm。
(5)任意截面内滚道1、2之间的中心距与滚道3、4之间的中心距的同大误差不大于0.003 mm。
(6)各滚道之间的轮廓度允差不大于0.003 mm。
1.2 滚动直线导轨传统磨削方法
机械往复运动通过导轨来实现,而滚动直线导轨的运动精度取决于导轨的制造精度。磨削作为滚动直线导轨加工中的一道重要工序,对于保证滚动直线导轨制造精度具有重要意义。滚动直线导轨磨削方法主要有以下4种,目前常用的为后3种:

方法1:需三道工序来实现两侧滚道工作面及安装底面、两侧面磨削(见图2a)。
(1)平面磨床上磨削上下两面及两侧面;
(2)平面磨床配置一套修整装置,工件以安装底面固定、侧面校正,一只磨头磨削一侧滚道工作面;
(3)工件掉头,同样以安装底面固定、侧面正校,一只磨头磨削另一侧滚道工作面。
由于精度及效率的原因,这种方式已很少使用,故不在讨论之列。
方法2:通过两道工序来实现两侧滚道工作面及安装底面、两侧面磨削(见图2b)。
(1)平面磨床上磨削上下两面及两侧面;
(2)成型磨床配置两套修正装置,工件以安装底面固定、侧面正校,两只磨头分别磨削两侧滚道工作面。
方法3:通过两道工序来实现两侧滚道工作面及安装底面、两侧面磨削(见图2c)。
(1)平面磨床磨削安装底面及顶面;
(2)成型磨床配置两套修正装置,工件以安装底面固定,两只磨头一次完成两侧面及两侧滚道工作面的磨削。
方法3:通过两道工序来实现两侧滚道工作面及安装底面、两侧面磨削(见图2d)。
(1)平面磨床磨削安装底面;
(2)成型磨床配置三套修正装置,工件以安装底面固定,两只磨头一次完成两侧面及两侧滚道工作面的磨削,第三只磨头完成导轨顶面磨削。
1.3 传统磨削方法存在的问题
对滚动直线导轨传统磨削加工方法进行深入分析,可以发现,目前所采用的三种滚动直线导轨磨削方法存在以下不足:
(1)由于被加工工件的安装底面与滚道工作面及侧面是在两台机床,两次装夹过程中完成,二次装夹误差会造成滚道工作面加工精度的降低且加工成本增加。
(2)用两套修正装置分别修正两侧面滚道砂轮,由于两套修正装置的制造精度及等高误差会造成两侧滚道的实际加工误差。
(3)工件以螺栓固定,辅助时间比较长,加工效率较低。
2 三轴成形磨削方法
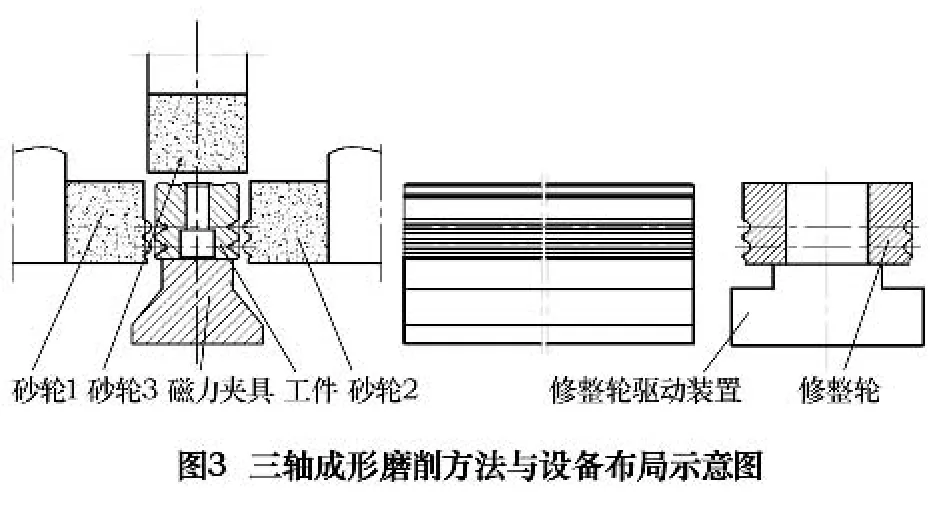
基于磨削在滚动直线导轨加工制造中的重要性,及对滚动直线导轨传统磨削方法存在不足深入分析的基础上,本文提出了一种新的滚动直线导轨磨削方法——三轴成形磨削方法。三轴成形磨削方法结构简图如图3所示。具体步骤如下:
(1)平面磨床加工工件顶面;
(2)被加工工件倒置,通过磁性工作台固定于机床上;

表1 三轴成形磨削方法与传统磨削方法性能比较
(3)通过一套砂轮成形修正装置完成两只磨头的滚道修正;
(4)两只成形砂轮同时磨削工件的两侧面及滚道工作面;
(5)在两只磨头磨削两侧面的同时,第三只磨头同步加工安装底面。
此方法的优点在于:
(1)被加工工件通过磁性工作台固定于机床上,不需用螺钉逐孔固定,既提高了工作效率,又保证了安装精度。
(2)利用一套砂轮成形修正装置完成两只磨头的滚道修正且两只成形砂轮同时磨削工件的两侧面及滚道工作面,很好的保证了两侧滚道工作面轮廓位置精度,同时具有很高的尺寸一致性。
(3)安装底面、滚道工作面、侧面同步加工,从而保证了滚道对安装底面的尺寸精度与位置精度,达到提高工件加工精度的目的。
(4)砂轮修正装置与工件在机床工作台上且呈轴向串联排列布置,消除了由于温升引起的工作台横向伸长对加工精度的影响。
(5)如工件以A面安装,则可加工滚道布置在两侧面及顶面的导轨,该产品用于为主要载荷垂直向下的单向重载导轨。
3 分析比较
本文提出的三轴成形磨削方法与传统的滚动直线导轨磨削方法性能比较如表1所示。
由表1可知,滚动直线导轨传统磨削方法中,方法2加工精度为0.01 mm/1000 mm,方法3加工精度为0.008 mm/1000 mm,方法4加工精度为0.005 mm/1000 mm。本文提出的三轴成形磨削方法加工精度为0.002 mm/1000 mm,显然显著地提高了滚动直线导轨的加工精度。
4 结语
磨削作为滚动直线导轨加工中的一道重要工序,研究滚动直线导轨磨削方法对于提高其加工精度,进而提高滚动直线导轨副整体性能具有重要意义。传统滚动直线导轨磨削方法存在加工成本高、加工精度低、加工效率低等不足,在深入分析传统滚动直线导轨磨削方法不足的基础上,提出了三轴成型磨削方法。与传统磨削方法性能比较结果表明,本文提出的三轴成形磨削方法能够显著提高滚动直线导轨的加工精度,且效率较高。同时,本文提出的磨削方法为相关产品磨削方法的研究提供一定的借鉴作用。
[1]徐起贺,陈静.滚动直线导轨副的研究现状及发展动向[J].河南机电高等专科学校学报,2009,17(2):1—3.
[2]李伯民,赵波.现代磨削技术[M].北京:机械工业出版社,2004.
[3]A.D.Batako,W.B.Rowe,M.N.Morgan.Temperature measurement in high efficiency deep grinding[J].International Journal of Machine Tools&Manufacture,2005,45:1231—1245.
[4]H.Huang,Y.C.Liu.Experimental investigations of machining characteristics and removal mechanisms of advanced ceramics in high speed deep grinding[J].International Journal of Machine Tools&Manufacture,2003,43:811—823.