单进单出钢球磨煤机漏粉原因分析
2010-07-30尹君尹民权
尹君,尹民权
(华电国际邹县发电厂,山东 邹城 273422)
1 磨煤机概述
华电国际邹县发电厂(以下简称邹县电厂)一期、二期工程为 4×300MW机组,后均改造为 335 MW机组。4台锅炉均为东方锅炉厂生产的DG1000/170-1型亚临界压力、中间再热、自然循环、单炉膛燃煤汽包炉,制粉系统均设计为负压制粉中间储仓式,每台锅炉设计 4套制粉系统,磨煤机均采用沈阳重型机械厂生产的 DTM350/700单进单出低速滚筒式球磨机。磨煤机采用双电机驱动,电机额定功率 650kW×2,磨煤机主要技术参数见表 1。钢球磨煤机罐体的内部护甲通常称为衬瓦,衬瓦主要分为波浪瓦、锁瓦与端面瓦(端面瓦有带肋板的和不带肋板的 2种)。
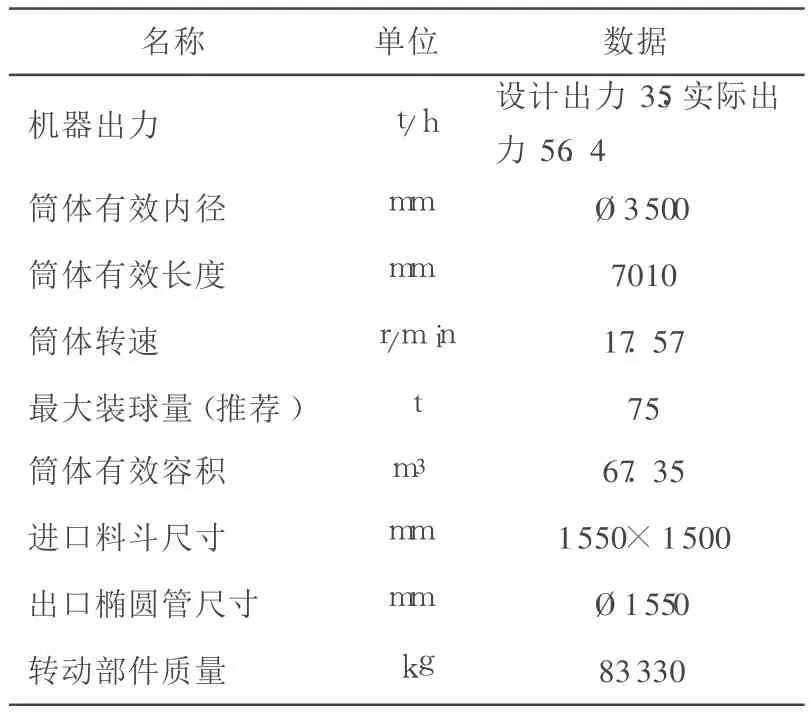
表1 磨煤机主要技术参数
2 存在的问题
状态诊断工作的好坏是影响电厂设备安全经济运行的重要因素之一,因此,结合设备的状态检修,研究和提高电厂设备的可靠性是一项重要任务。从状态诊断角度来看,设备寿命周期可分为 3个阶段:早期故障、偶然故障和老化磨损。在状态检修工作中,为了解决这些问题,其分析方法是从失效的表现开始,由表及里、由浅入深,把各种失效形式的原因、发生部位一一剖析清楚,然后对症下药,把引发失效或故障的原因尽量排除,对一时不能排除的问题,要采取措施使其对设备的不良影响尽量减小,不断提高磨煤机的健康水平。作为锅炉主要辅助设备的制粉系统,自 2007年下半年以来,#1~#4炉磨煤机漏粉现象明显增多,尤其是进入 2008年后,罐体螺栓漏粉更加频繁,严重危及设备的安全与经济运行。
2.1 漏粉的位置
磨煤机罐体与钢球长时间的磨损、持续断煤以及磨煤机空转都会加重钢球对衬瓦的撞击与研磨,造成锁瓦、端面瓦螺栓松动或脱落,最终导致罐体漏粉。尤其是磨煤机入口前 10排波浪瓦,螺栓松脱概率高,如发现、处理不及时,煤粉泄漏后被甩至大、小牙轮处,不但增加磨损,而且还会引起振动。如果煤粉污染大、小牙轮润滑油而不能及时清理,则会加重设备的损坏。特别是当螺栓脱落后,小、碎钢球甩出,有时卡在牙轮的齿间,也会发生挤坏小牙轮轴承座和挤断小牙轮地脚螺栓的情况。2008年7月,#1~#4炉磨煤机衬瓦损坏检修统计见表 2。磨煤机漏粉主要体现在以下部位:
(1)沿磨煤机罐体长度方向设计安装有 2个人孔门,在靠近入口端与出口端各 1个,人孔门结构复杂、螺栓多,安装工艺要求高。由于人孔门漏粉概率高,所以,就将靠近入口端的一个人孔门封堵不用。虽然只保留了出口端一个人孔门,但此处还是经常漏粉。
(2)另一处比较容易漏粉的位置就是衬瓦的紧固螺栓。其一是罐体波浪瓦的锁瓦螺栓松动漏粉,其二是罐体端面瓦螺栓松动漏粉,尤其是磨煤机入口端面瓦螺栓漏粉对设备的影响最大。磨煤机入口料斗与出口椭圆管磨穿也会导致漏粉。
2.2 漏粉的影响
2.2.1 导致燃油及厂用电量增加
由于磨煤机钢球直接与衬瓦撞击接触,不但增加了磨损,而且导致磨煤机内部波浪瓦损坏,1个月的漏粉故障率相当于原来半年的故障率。2008年7月,#1~#4炉磨煤机衬瓦损坏漏粉严重,14次停磨煤机更换衬瓦及螺栓,设备故障备用时间达 136h 23min。由于消除漏粉,被迫切换制粉系统,不但增加了厂用电量,而且还耗费大量燃油,检修统计情况见表 2。2.2.2 影响磨煤机衬瓦寿命导致维护费用上升
由于衬瓦磨损严重,2008年8月,#3炉丁磨煤机更换全部波浪瓦。2008年8月,因衬瓦螺栓检查,设备故障备用时间达 74h 49min,见表 3。2008年8月,#4炉乙磨煤机也全部更换了波浪瓦,乙磨煤机衬瓦是 2005年2月更换的,只运行了 3年半(以往可以使用近 5年),衬瓦的寿命明显缩短,增加了维护费用,而且每次从罐体下清理出的煤粉高达1 t多。
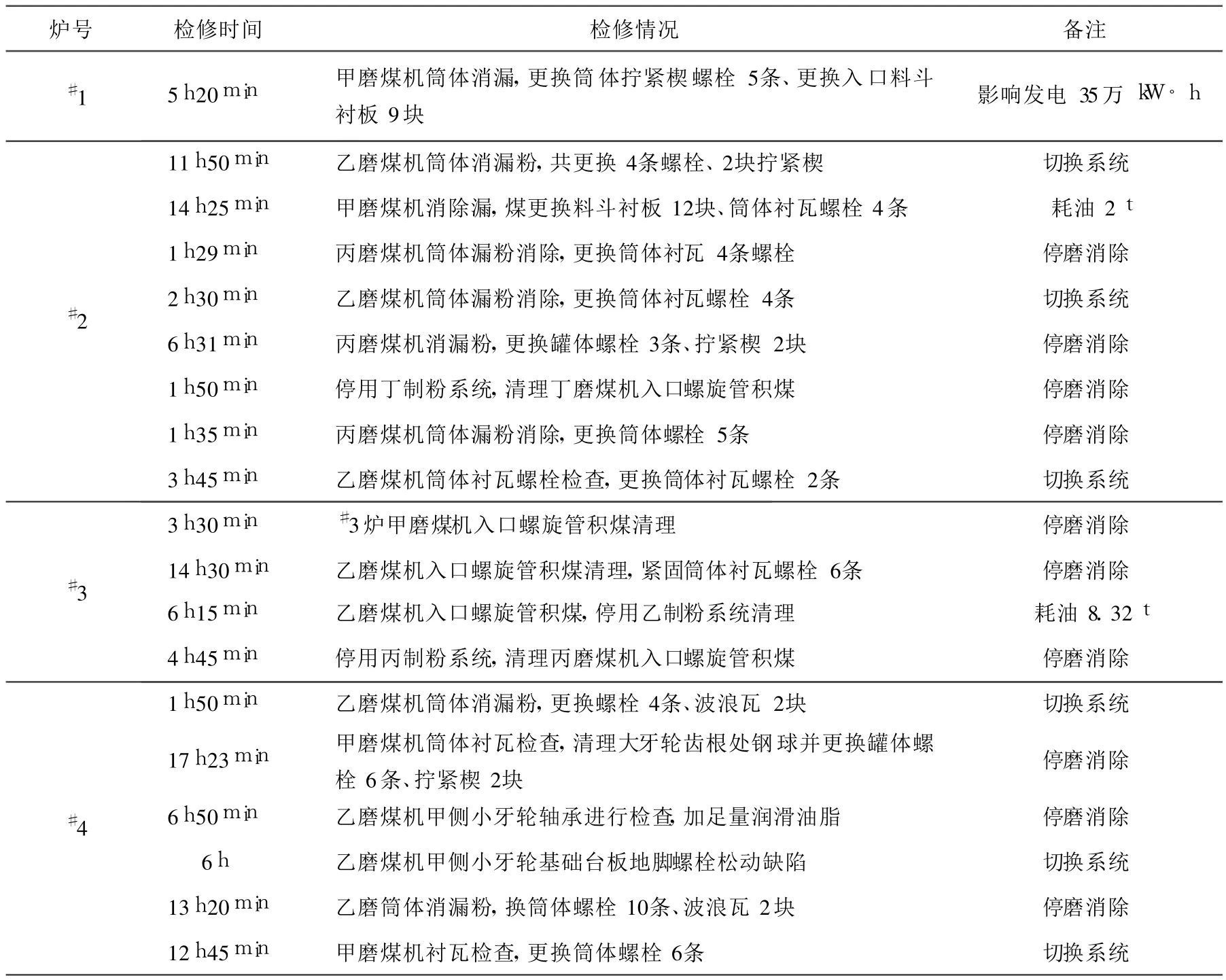
表2 2008年7月#1~#4炉磨煤机衬瓦损坏等检修情况统计
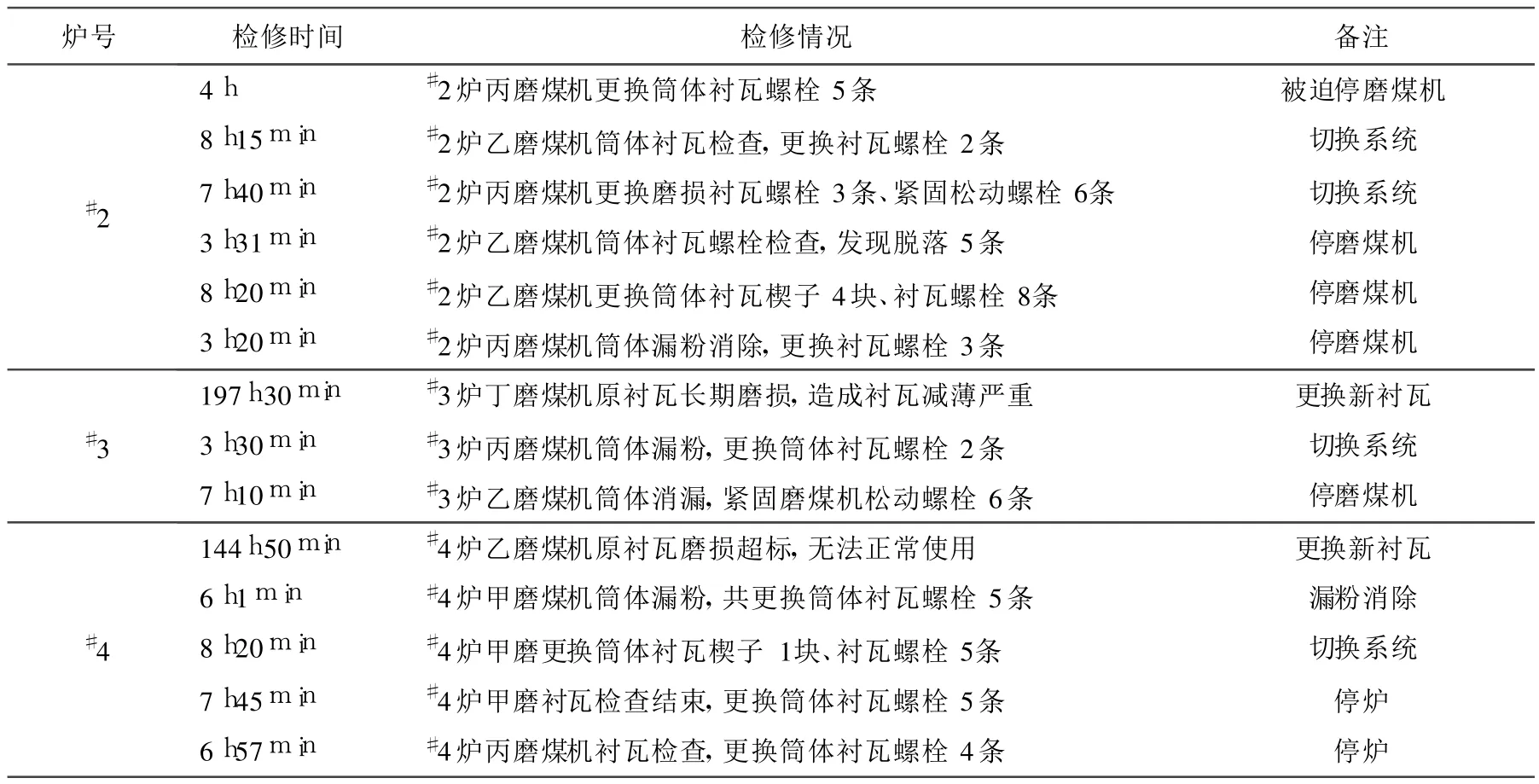
表3 2008年8月#2~#4炉磨煤机衬瓦损坏螺栓松动等检修情况统计
2.2.3 影响发电量
在教育中,从教学目标与内容出发,综合这一阶段学生的特点,设计出有针对性的竞赛活动,在吸引学生目光的同时将学生带入到活动中,让学生感受到学习地理知识的乐趣,培养学生的学习能力,帮助学生实现知识的内化,并运用到实际中。这就是游戏教学的内涵。例如,在讲解语言的多样性知识点时,通过播放侯宝林相声《戏剧与方言》,以此为契机,引导学生从现实生活的经历和体验出发,鼓励并引导学生自己创作小品,培养学生收集、加工、处理信息的能力和语言交流能力,使学生在愉快和谐的氛围中进入知识的殿堂,感受到地理就在身边,体会到学习地理的实用性和趣味性。
2008年9月,衬瓦损坏与磨损严重,#2、#3、#4炉磨煤机衬瓦螺栓松动、脱落情况没有好转,停磨检修次数仅比 8月少 3次。但因更换检查衬瓦螺栓工作的影响,设备故障备用时间比 2008年8月长了8h6m in,达 82h55min(检修情况见表 4),并且影响发电量 53万 kW·h。由表 4可以看出,近年来磨煤机维护工作量明显增大,设备的可靠性降低。
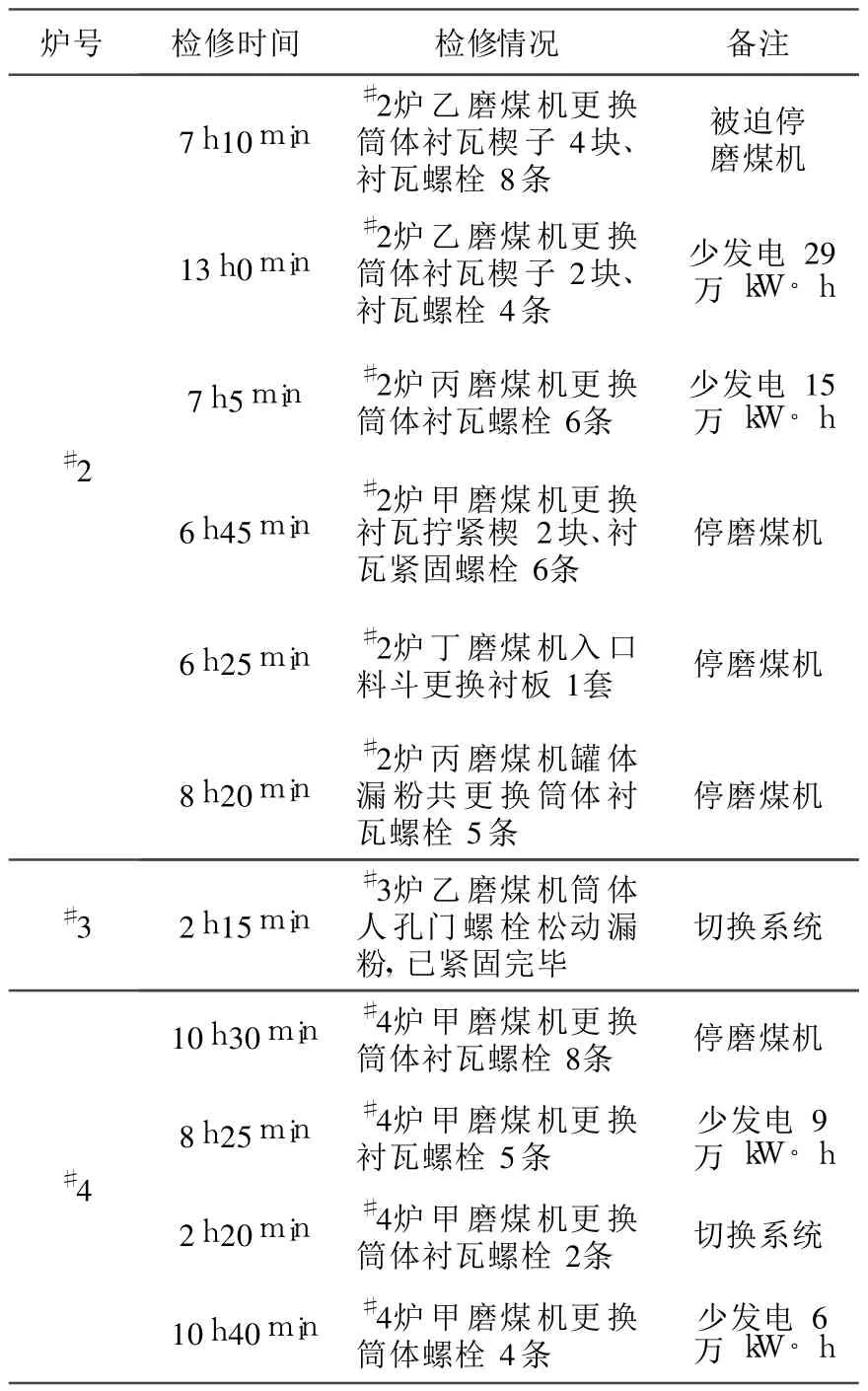
表4 2008年9月#2~#4炉磨煤机衬瓦损坏螺栓松动等检修情况统计
通过表 2、表 3、表 4可以看出,2008年第 3季度磨煤机罐体螺栓漏粉加重,停磨消缺次数达 43次(如图 1所示)。#2炉最严重,约占 4台锅炉缺陷的46.5%,尤其是 9月2日,#2炉乙磨煤机锁瓦及螺栓更换工作用了 7h10min,更换后运行不到 12h,同样的问题又出现,结果又用了 13 h消缺,而且少发电 29万 kW·h。由此可见,应提高消缺质量,在更换已经损坏的衬瓦时注意不要只检查已经损毁的衬瓦,对其他疑似有问题的衬瓦、螺栓也要进行全面检查,避免#2炉乙磨煤机再漏粉问题的再次出现。
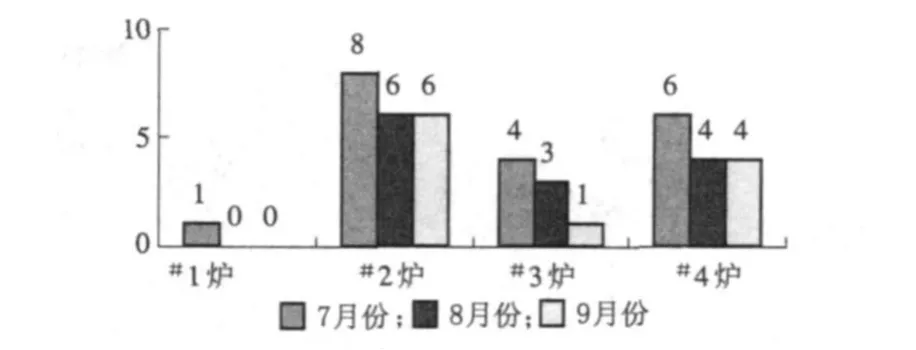
图1 2008年3季度 #1~#4炉磨煤机漏粉故障对比
3 漏粉的原因
3.1 煤质变差导致漏粉加剧
造成漏粉的因素很多,从近年来的入厂煤情况来看,与煤质较差有极大关系。首先,与入炉煤灰分升高有关,锅炉设计煤种的空干基灰分为 32.6%,当厂内存煤量紧张时,入场煤质明显变差,空干基灰分高达 42%以上[1]。2007年3月29日,厂内燃煤告急,全厂煤炭库存 21000 t,仅能够供 1d的用煤,只能加快购煤,仓促购煤使得煤中杂质较多。2008年8月18日 18时 17分,碎煤机落煤管被大量大石块、煤块堵塞且无法清理。2008年19日 7时 40分,制粉系统停后,在落煤管东侧开口疏通堵煤,清理出来大石块、黄泥块、大煤矸石块和其他杂物约 15 t。由于煤质差、煤中杂物多,相对提高了煤的可磨系数,使钢球与衬瓦的磨损增加,制粉钢耗上升。
3.2 磨煤机衬瓦更换工艺下降
(1)磨煤机波浪瓦、锁瓦、端面瓦更换时应把好质量关,防止衬瓦螺栓松脱而导致衬瓦窜动。在波浪瓦更换时,保证填充层用中压石棉橡胶板填充密实,安装后的衬板不应有任何窜动现象,沿圆周方向衬板之间咬合应紧密,有缝隙的地方应用铁板塞牢,波浪瓦和端面瓦之间必须留有 10~15mm的间隙。拧紧穿过罐体的固定螺栓,保证锁瓦不得高于波浪瓦 15mm。因为近年来班组人员少,将衬瓦的更换工作全部委托给衬瓦制造单位(近似交钥匙工程),工艺质量完全达不到以前班组自己安装时的工艺要求。衬瓦的铸造质量、施工技术、安装工艺等方面缺少严格把关。
(2)由于以往从外厂购买衬瓦,但为了搞好邹县电厂的三产,从 1999年全部改为邹县电厂铸造公司自己生产的衬瓦,入库验收、现场取样化验等程序没有以往严格。
3.3 磨煤机衬瓦磨损导致漏粉
煤质差、衬瓦的质量(硬度)有所降低,加上为了延长钢球的使用周期,将钢球的硬度有所提高,增加了对衬瓦的磨损(如图 2所示)。#4炉乙磨煤机衬瓦耐用周期缩短表明近年来衬瓦的磨损情况在加剧(见表 5)。

图2 2008年10月29日 #3炉丙磨煤机出口拆下的端面瓦
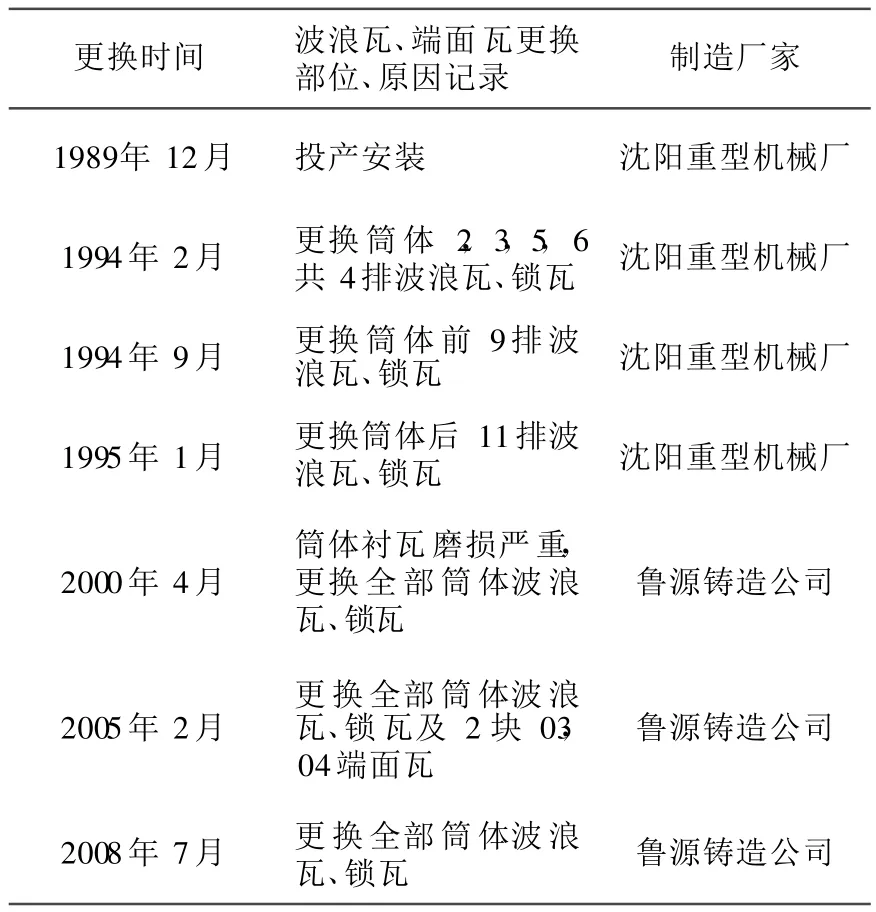
表5 #4炉乙磨煤机投产以来更换衬瓦时间统计
3.4 脱落的衬瓦撞坏波浪瓦而漏粉
磨煤机采用负压制粉,入口前 10排范围内波浪瓦因负压原因存煤量少,波浪瓦磨损非常严重。加上运行中衬瓦螺栓松动后紧固不及时,使衬瓦与罐体之间的石棉板松动磨损以至破碎脱落掉,由此使其出现间隙,加剧了衬瓦的脱落,脱落衬瓦在罐体内又将衬瓦砸坏,从而形成恶性循环。由于波浪瓦、端面瓦损坏脱落后,需要更换新瓦,而工作人员在新瓦更换后,没有将旧波浪瓦清理出来,遗留下来的衬瓦对波浪瓦产生撞击,从而加剧了波浪瓦的损坏。
4 防止漏粉的措施
4.1 新波浪瓦更换时,应严格执行规程规定
该磨煤机的波浪瓦沿罐体纵向布置 20排,沿罐体环向布置 16块,每 4块之间有 1块锁瓦,每块锁瓦上铸有 2个螺孔,螺栓通过该螺孔紧固锁瓦,防止波浪瓦松动和漏粉。因此,新衬瓦更换时必须注意以下 5点:
(1)衬瓦要按图纸尺寸进行复核、清点并逐块进行外观检查,波浪瓦与锁瓦不允许有裂纹、气孔。螺栓、螺母、垫圈均应清理干净,并备好石棉绳或聚四氟乙烯垫片。
(2)一般先装端面瓦,再装筒体衬瓦。将锁瓦先轴向安装一排并拧紧,再从锁瓦向一侧(按盘车转向定)敷设石棉板。波浪瓦与筒体内壁的石棉衬垫应整齐、厚薄一致、接缝严密。用螺栓把锁瓦串联并调整好,锁瓦应紧固,密封垫下面必须垫有不少于3圈的石棉绳(或聚四氟乙烯垫)。
(3)由于波浪瓦或锁瓦厚度偏差大,最后一排波浪瓦或锁瓦安装困难时,可用石棉垫调节厚度,最后将所有罐体螺栓紧固好。
(4)安装后的波浪瓦不许有任何窜动现象,沿圆周方向波浪瓦之间咬合应紧密,有缝隙的地方应用铁板塞牢,罐体长度方向波浪瓦的最大间隙小于20mm。
(5)2007年更换#1炉乙磨煤机、#3炉甲磨煤机波浪瓦,#2炉甲磨煤机波浪瓦及端面瓦,2008年更换#3炉丁磨煤机及#4炉乙磨煤机波浪瓦,全部是委托衬瓦生产单位安装。严格上讲,磨煤机全面更换波浪瓦后,应先空转 4 h以后检查各处零部件是否正常,然后停磨检查各处螺栓有无松动现象。应按照规格加足钢球空载运行 20m in后,紧固罐体的固定螺栓 1次;投入运行 8 h后,第 2次紧固罐体的固定螺栓;等运行 72h后,再全面检查紧固罐体的固定螺栓,这样就可防止螺栓松脱。
4.2 强化运行维护
(1)断煤后不要长时间运行磨煤机。由于入炉煤质量差,给煤机堵、断煤频繁,仅 2008年7月#1~#4炉断煤次数就达 5 731次,累计断煤时间25441min,加剧了磨煤机衬瓦的磨损(一般磨煤机空转时间不超过 30min)。
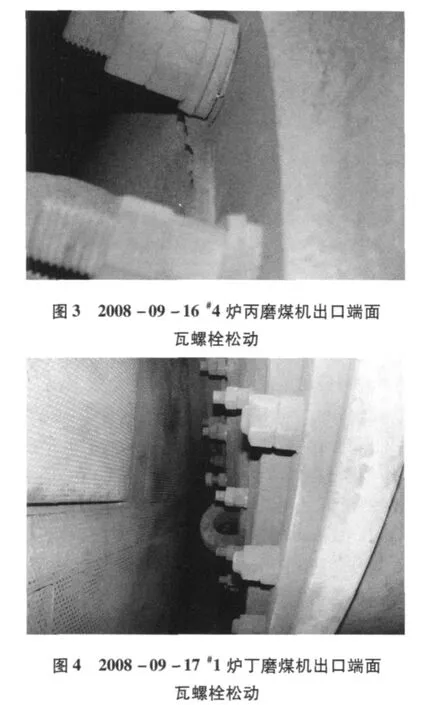
(2)利用磨煤机停运的机会,经常检查衬瓦及螺栓有无松动的现象(如图 3、图 4所示)。用手锤敲击法逐一进行外部衬瓦螺栓的检查,内部检查衬瓦尤其是锁瓦的磨损情况,对衬瓦测厚并记录,衬瓦磨损超过厚度的 1/2时应更换。破碎的(尤其是已经露出罐体的)衬瓦必须及时更换为新衬瓦。
4.3 严格检修工艺
(1)衬瓦安装前,应由专人将铸件螺孔表面处的粗糙砂粒打磨清理干净,以防止螺栓紧固不到位,运行一段时间后,因螺栓松动而导致漏粉。
(2)在更换新衬瓦时,一切工艺都应按照规程规定的标准去做。局部更换新波浪瓦后,有时没有加装石棉垫,使得衬瓦安装后不久即出现衬瓦螺栓松动,出现漏粉的现象。
(3)为了防止衬瓦螺栓因振动松脱而漏粉,将螺栓的垫片设计为弹簧钢材质、规格为 Ø60mm×8mm的蝶形垫片。后来使用的蝶形垫片极不规范,为了节省费用,采用旧的 Ø51mm锅炉管加工成Ø51mm×8mm蝶形垫片,规格不符合要求,还曾使用了一种 Ø57mm×20mm的镀锌蝶形垫片,这 2种蝶形垫片的弹性均不能满足现场的需要(如图 5所示)。
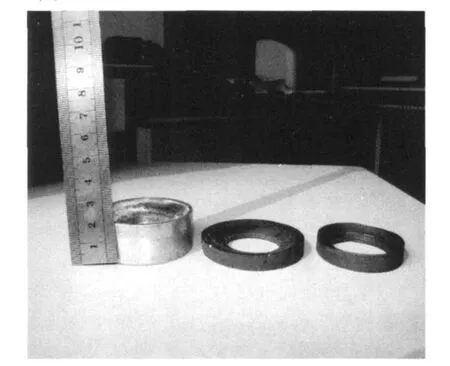
图5 磨煤机在用的各种螺栓垫片
(4)人孔门的螺栓必须保护好,甩钢球时人孔门的螺栓应全部旋上螺母,防止钢球碰伤螺纹。由于保护不善,造成螺栓的螺纹损伤或螺栓损坏,就会出现图 5那种乱用、多用垫片的现象。从图 6可以看出,#1炉大修后丁磨煤机人孔门 8条螺栓大多不符合工艺要求。

图6 2008年09月17日 #1炉大修后甲磨煤机人孔门螺栓
4.4 适当选用新技术
针对目前的生产现状,应该多采用耐磨衬瓦新技术和无螺栓新工艺,延长衬瓦的寿命,杜绝频繁漏粉的现象发生。可以采用 10年前选用的耐磨波浪瓦,不但少了漏点,最大的好处是耐磨。#1炉甲磨煤机波浪瓦已经使用超过 10年,至今仍在使用(见表6)。
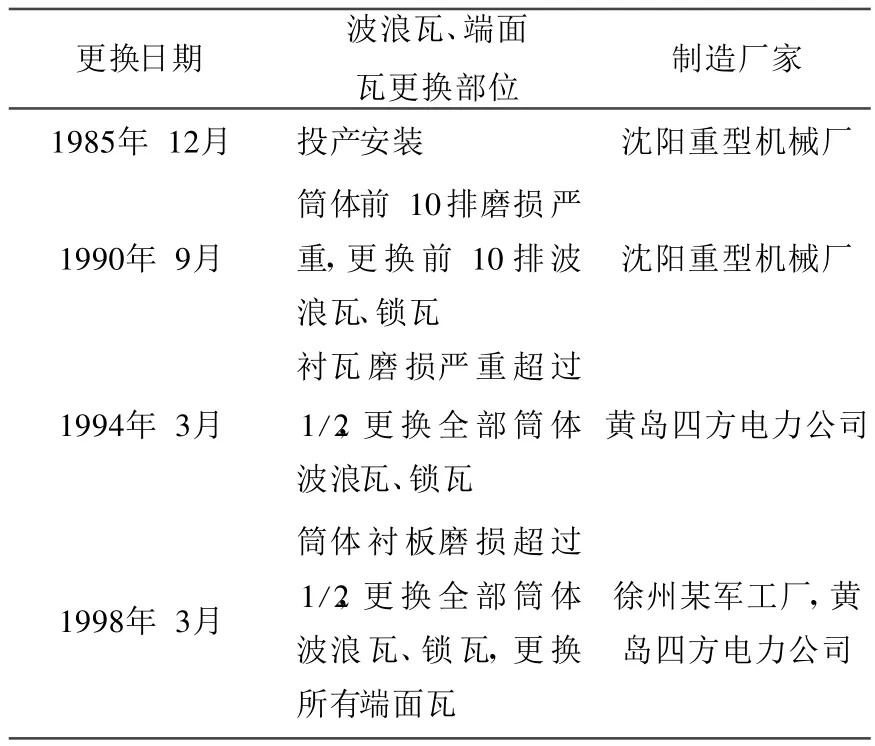
表6 #1炉甲磨煤机投产以来更换衬瓦时间统计
4 结束语
(1)强化入炉煤质量,协调来煤,提高入厂煤质;减少“三块”,减少原煤中的异物,加强原煤的掺配工作。
(2)运行中合理调整磨煤机的存煤量,保证适当的料位,严格控制磨煤机空转时间。
(3)加强设备诊断,变被动检修为主动检修,防患于未然。视衬瓦磨损情况,及早对衬瓦螺栓进行检查紧固,不要待衬瓦磨穿再更换,不能等螺栓松脱后再治理。每次磨煤机内部检修完,应将防磨衬板、波浪瓦等杂物全部清理干净。
(4)设备的状态检修涉及选型、论证、设计、制造、安装、调试、运行、检修、维护等各个环节,其中一个环节的失误都有可能影响到电厂设备的可靠性。因此,必须对以上各个环节加以分析,找出对策。
(5)加强磨煤机衬瓦备品配件的入库管理,严格验收检验制度。为了掌握磨损情况,应建立定期对衬瓦螺栓的检查制度,做到有问题早发现、早处理,不断提高设备的可靠性。
[1]尹民权,高西.锅炉燃烧工况异常状态诊断分析[J].华电技术,2008,30(6):36-39.
