某型舰大范围割焊对轴系影响的探讨与应对措施
2010-07-30金志广
唐 稳,金志广
(1.青岛地区装备修理监修室,山东青岛 266001;2.4808工厂,山东青岛 266001)
某型舰在修理中,包括轴系在内的大型设备要全部出舱修理。为了各个舱室设备修前及修后的出、回舱,在整个施工过程中,舰体将面临大范围的切割和焊接,舰体不可避免的将产生应力变形,并引起轴系的相应变化。舰体经过大范围切割或焊接后,会产生何种变形、对轴系会造成何种影响、轴系本身状态会有何种变化以及采取的应对措施等,将是面临的几个问题。本人根据多年的轴系修理实践,结合以往该型舰的修理经验,综合分析了舰体变形对轴系的影响,提出了针对性的应对措施,以确保该舰轴系的安装质量。
1 轴系的布置
轴系布置见图 1。

图1 轴系布置示意图
该舰采用双轴系布置,设置桨轴、艉轴、中间轴。桨轴和艉轴由后托架、中间托架和艉轴管 3个橡胶轴承支撑;3段中间轴由 3个白合金支点轴承和齿轮箱后支点轴承支撑。轴系总长约 56m,属于长轴系。
2 轴系修前状态与分析
2.1 负荷法测量
修前浮态下,用负荷法测量了轴系各个支点轴承的支反力,表1为测量数据。图 2为左轴系 1#支点轴承支反力测力图。

表1 轴系支点轴承支反力
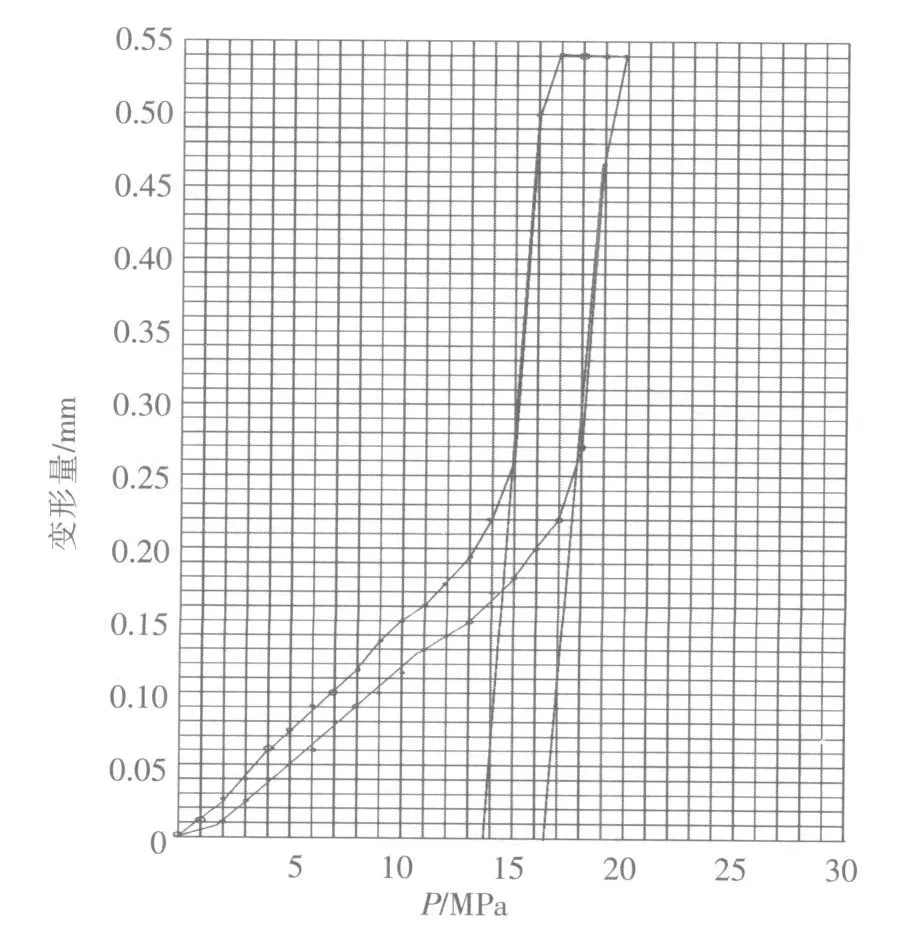
图2 左轴系 1#支点测力图
2.2 橡胶轴承磨损情况
轴系抽出后,测量了橡胶轴承间隙。左轴系艉管轴承、前托架轴承和后托架轴承的磨损量分别为9.93mm、11.73 mm和 3.80 mm;右轴系艉管轴承、前托架轴承和艉托架轴承的磨损量分别为4.70 mm、4.04 mm和 3.17 mm。从数据对比看出,左轴系的磨损程度远大于右轴系。
左、右轴系经过拆检和测量,发现轴系的橡胶轴承存在不同程度的磨损,其中,后托架轴承磨损程度较小,而艉轴管和前托架轴承磨损程度较大。橡胶轴承产生不同程度的磨损,主要与其承载面积的大小有关,艉托架轴承的承载面积是其他轴承的2倍,所以,磨损较轻。
但左、右轴系的艉管和前托架轴承磨损程度有较大差异,左轴系的艉管轴承和前托架轴承的磨损程度远大于右轴系。同样的轴承承载面积,出现不同程度的磨损,是一种异常现象,这种异常现象的出现,主要与轴系的安装状态及其后来对相邻支点调整有关。因此,左轴系修后安装时,应充分注意对橡胶轴承的相邻及其它支点轴承的调整。
2.3 轴系状态
由于左轴系橡胶轴承磨损大,造成轴线下沉增大。从表 1中支点轴承的支反力实测与建造值对比看出,轴系各支点的支反力有相应变化,与其相邻的 1#支点支反力明显增大,2#、3#支点支反力减小,齿轮箱支点支反力增大。
轴系在长期运转过程中,由于橡胶轴承不断磨损,造成轴线下沉,导致相邻支点载荷不断增大,各支点支反力随之改变。当相邻支点载荷超过规定时,可能引起支点发热、熔化、振动等故障出现,因此,支点需要进行相应调整,使整个轴系不断适用轴线的变化状态。该型舰轴系在长期运行过程中,曾出现过对支点轴承进行修刮调整的事例,应与上述情况的影响有关。图 3为左轴系修前弯曲状态示意图。

图3 左轴系修前弯曲状态示意图
3 舰体状态与分析
3.1 舰体切割与焊接对轴系的影响
由于修理的需要,全部设备需要出、回机舱,所以,机舱和辅助设备舱室,以及相关的上层建筑,需要进行割焊作业。舰体在进行大范围的割焊作业的过程中,舰体将产生变形,最终影响到轴系,引起轴线的变化。
舰体是一个应力平衡的弹性体,弹性体上任何的改变将引起舰体应力的相应变化。所以,割舱后,原有的应力平衡受到破坏,舰体将出现上拱变形;重新焊接后,由于焊接应力的作用,舰体将出现下拱变形。舰体的下拱变形将引起轴系各支点支反力的重新分布,轴系在各支点的约束下呈现下拱变形状态。舰体下拱变形的大小,取决于割焊面积的大小和焊缝的大小,如果在轴系安装区割焊作业,将对轴系的变形产生较大影响。
对舰体的变形,正常情况下可以通过透光等方法进行监测。但该型舰中间轴出舱相当困难,若要出舱,则需要大面积的切割,在轴系安装区域进行大面积切割和焊接,对舰体会造成难以预料的变形,为减少不必要的变形,中间轴留在原位检修。由于中间轴不出舱,难以采取监测手段监测舰体变形对轴系的影响,因此,只能通过经验来判断轴系变形的趋向。根据以往某型船中修改装主机的经验,机舱经过切割和焊接后,船体将出现整体下拱变形。但船体整体下拱变形是一条弧型曲线,故由此而引起的轴线变形亦为相应的弧形曲线。一般来说,舰体纵向上、下拱变形对于长轴系的影响不是很严重的,最终可通过在舰体浮态下调整支点轴承的措施,使轴系得到符合要求的轴线。
3.2 舰体温差变形对轴系的影响
舰体温差变形主要是指阳光照射舰体造成的变形。阳光照射对舰体造成的变形,包括水平方向(左、右)的变形及垂直方向 (上、下)的变形。舰体温差变形,有左右和垂直方向的变形,以及两者同时存在的变形。当早晨阳光斜照舰体的一侧时,由于两舷温差的作用,舰体向另一侧弯曲变形。当午后阳光直射舰体时,由于上甲板与船底板温差的作用,舰体上拱变形。变形的大小与照射时间和照射的强度有关。经过某型舰对轴系法兰的直接监测,青岛地区夏季 7:00左右,舰体即开始变形,轴系随之变化,午后变形最大,22:00时以后逐渐恢复常态。轴系变形规律直接反应在法兰平面的开口上,法兰从水平 (左或右)开口一直发展到垂直 (上)开口,夜间逐渐恢复。一般来说,温差变形对舰体和轴系变形影响较明显,但掌握了温差变形的规律,可以避免对轴系变形的影响。
4 应对措施
4.1 激光法初调相邻支点
轴系原用的橡胶轴承由于使用年限长和磨损等原因,需要更换新的备件。新轴承的内径配合间隙相对于磨损后的旧轴承要小的多,尤其左桨的原艉管轴承和前托架轴承磨损量大,轴线下沉量大。当轴系橡胶轴承换新后,轴线将明显抬高,因此,相邻支点轴承也要相应抬高,方可满足轴系安装对接的需要。为此,可以在坞内采用激光校中法,检查中间轴线的状态,初步确定相邻支点轴承相对于轴线的位置,必要时进行初步调整。
4.2 负荷法调整轴线
当轴系和全部设备回舱复位和舰体全部焊接复原后,由于设备载荷和焊接应力的共同作用,舰体将产生新的应力分布,轴系的各支点轴承需要根据支反力大小,用负荷法进行重新调整。首先,在坞内进行初步调整,出坞后浮态下,并在舰体应力重新分布稳定后,对各支点轴承进行检查和调整,最后,舰体装 (压)载后,进行复查和精调,并结合着色法检验支点轴承接触面积。
5 结束语
本文探讨了舰体大范围切割和焊接产生的变形及对轴系的影响,并对轴系的安装恢复提出了具体的应对措施。通过工艺措施的控制和精细调整,在下一步的安装工作中,轴系的安装质量是能够得到保证的。
