圆柱滚子实体保持架兜孔中心径测量方法的改进
2010-07-27唐明旭孙晓丽王秀华
唐明旭,孙晓丽,王秀华, 陈 妍
(瓦房店轴承集团有限责任公司,辽宁 瓦房店 116300)
1 原测量方法
圆柱滚子轴承保持架兜孔中心径的原测量方法如图1所示。将2个中心样柱分别放入保持架的2个相对的兜孔内,然后用卡尺测量中心样柱外径,卡尺平放在保持架端面上,卡尺的实际读数减去一个中心样柱的直径尺寸,即为该保持架兜孔中心径尺寸。
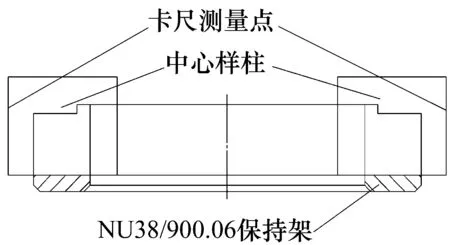
图1 原保持架兜孔中心径测量方法
由于实际加工时保持架存在热胀冷缩现象,兜孔的孔径尺寸大于样柱尺寸,而中心样柱是一个固定值,因此中心样柱放入保持架兜孔内有一定的间隙存在,通常间隙为0.3~0.9 mm。当用卡尺检测时,中心样柱在卡尺的卡紧力作用下,使中心样柱向内侧移动,由于间隙的存在,中心样柱产生微量倾斜,出现上、下尺寸不同(图2),测量误差较大。若检测员素质较高,“手法”非常好,测量误差可减小。为减小人为因素的影响,对保持架兜孔中心径的测量方法进行了改进。
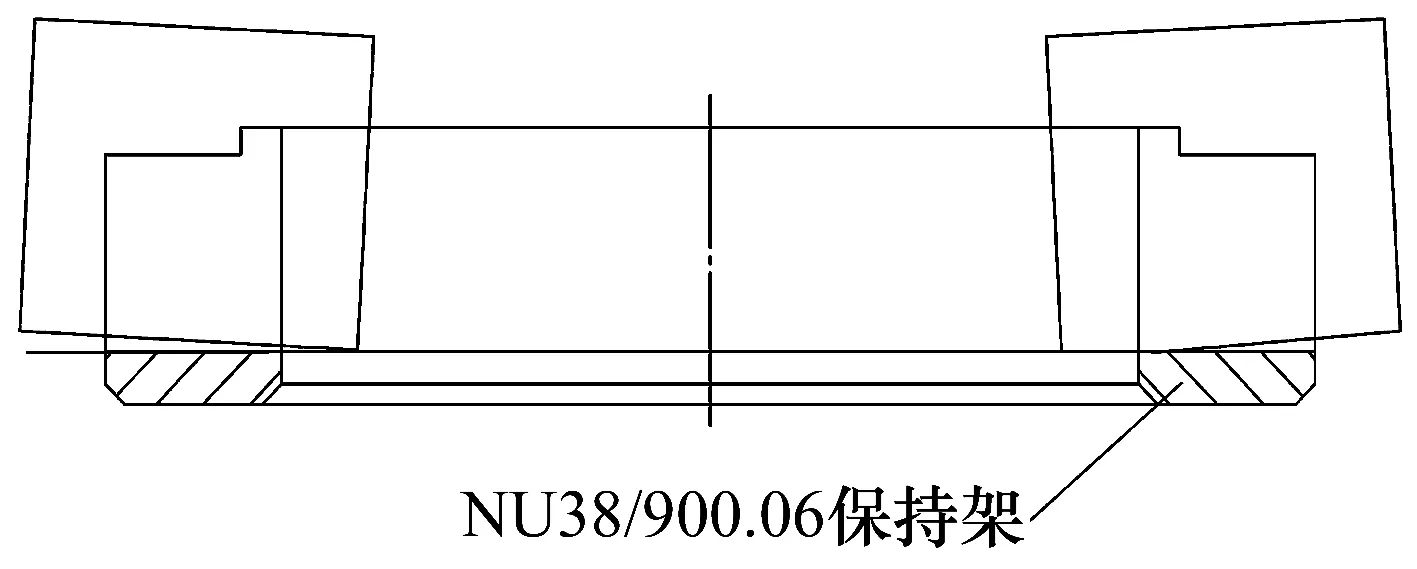
图2 卡尺用力较大时中心样柱发生倾斜情况
2 改进后测量方法
改进前实际加工中,由于镗刀的磨损,兜孔直径在相同批次内散差较大,一般为0.2~0.5 mm;不同批次的散差更大,一般为0.4~0.9 mm,而中心样柱的直径为固定值,测量时存在误差。因此,只要设计中心样柱尺寸随兜孔内温度变化及批次的不同可以进行调节,就可解决测量误差大的问题。
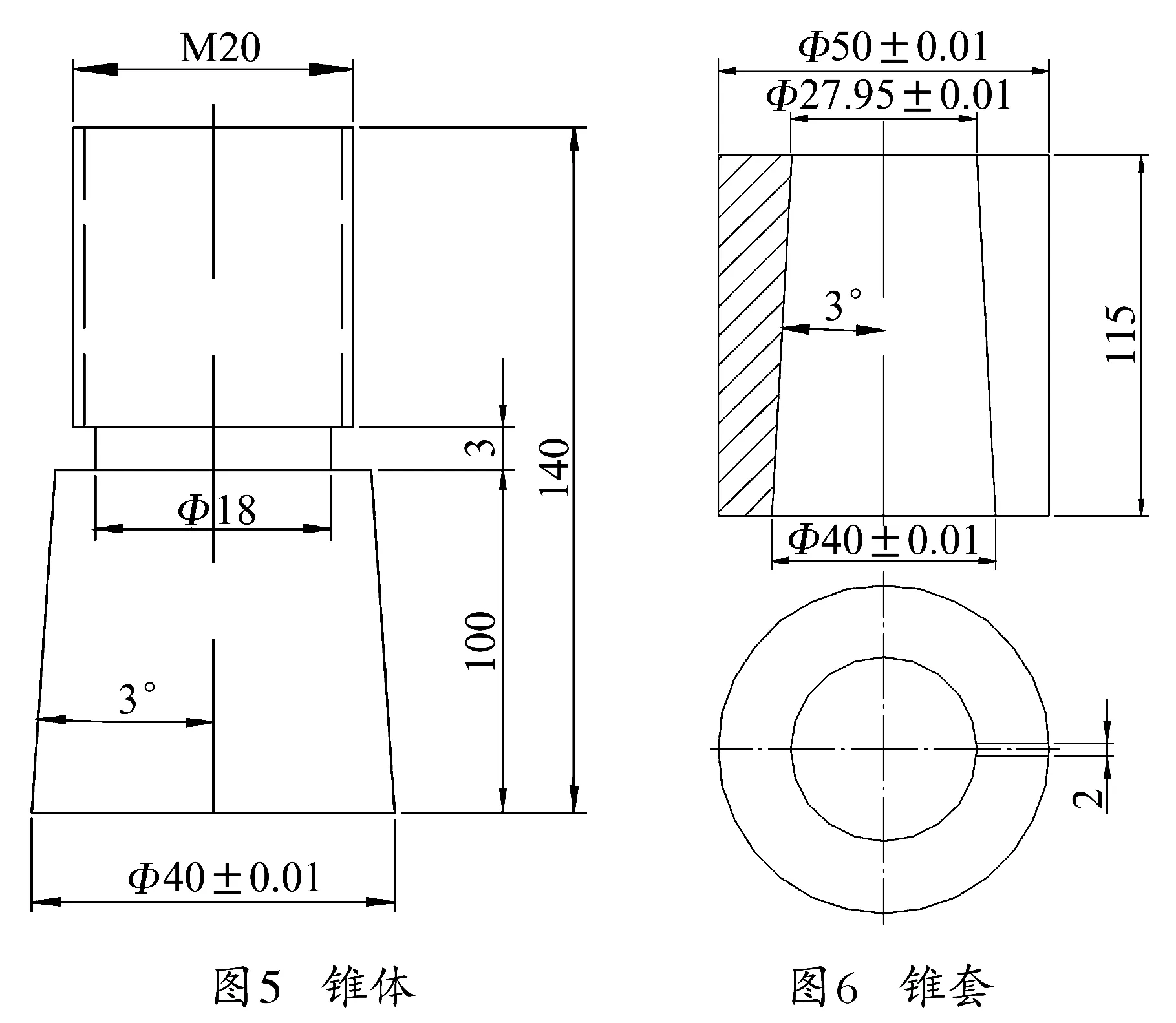
以圆柱滚子轴承NU38/900.06保持架为例,进行改进过程说明,NU38/900.06保持架结构如图3所示。改进后兜孔中心径测量用中心样柱如图4所示,中心样柱内锥体、锥套结构分别见图5、图6。其中,2个锥套外径和内锥径必须进行磨加工,尺寸公差控制在±0.01 mm,同轴度控制在0.02 mm,表面粗糙度要求为1.6 μm;锥体表面也必须进行磨加工, 尺寸公差控制在±0.01 mm, 表面粗糙度要求为1.6 μm。该中心样柱直径可调,调节范围为0~0.9 mm,紧定螺帽可以用手直接旋紧,操作使用简单方便。
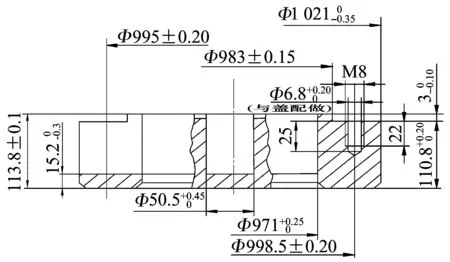
图3 NU38/900.06保持架结构

图4 改进后中心样柱
具体测量方法为:将2个中心样柱分别放入保持架相对的2个兜孔内,2个中心样柱的开口处应放在内侧,然后拧紧螺帽,使中心样柱与兜孔的间隙接近于零;将卡尺平放在保持架端面上测量2个中心样柱距离,测量值再减去中心样柱胀大后直径或实际兜孔直径,即为该保持架兜孔中心径。测量方法如图7所示。
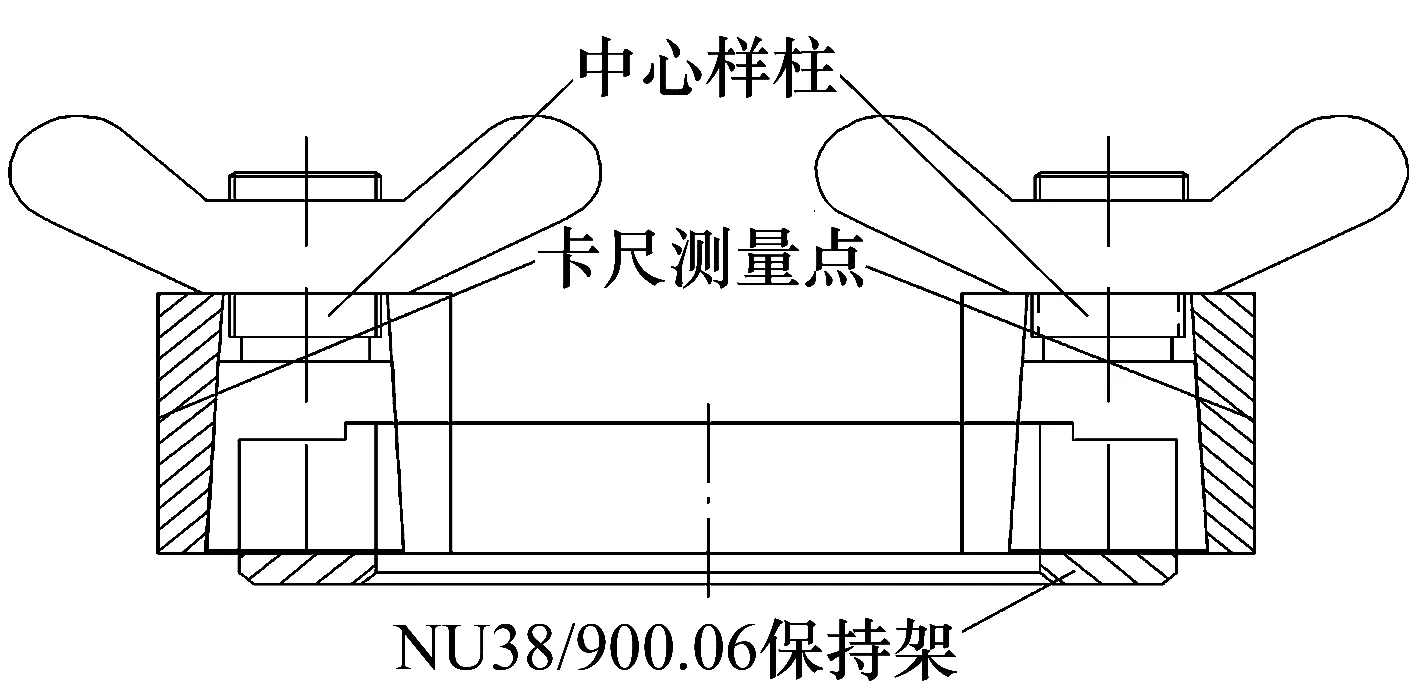
图7 改进后保持架兜孔中心径测量示意图
3 结束语
改进后的可调节中心样柱与保持架兜孔为过盈配合,中心样柱与保持架兜孔之间没有间隙。因此,采用卡尺检测时,中心样柱不会产生倾斜,卡尺用力大小也不会对结果产生影响。有效解决了检测精度问题,消除了测量误差,从而保证了圆柱滚子轴承保持架的加工质量和轴承装配精度。