核电站蒸汽发生器安全端焊缝射线检测技术
2010-07-23曹志军王佳旭梅义俊张铁辉
赵 磊,曹志军,叶 峰,王佳旭,梅义俊,张铁辉
(中广核检测技术有限公司,苏州 215004)
根据国家核安全法规HAF0302《核电厂在役检查》的要求,核电站各组成部分的部件及设备在安装与整机调试后,需对核岛内的部件、设备以及系统进行一次全面检查,以确定其状态是否正常。这一全面检查活动称为投入运行前的第一次全面检查,即役前检查。
役前检查结果提供初始状态下的数据,可与核电站设备制造厂提供的部件制造阶段所得的检查记录进行比较,还可作为技术档案保存,为核电站设备的在役检查提供原始资料和比较依据。
1 射线检测的技术要求
核岛机械设备的役前射线检测主要针对主回路系统的压力边界,包括反应堆压力容器安全端焊缝、蒸汽发生器水室冷、热端安全端焊缝、上封头与筒体连接焊缝、波动管与下封头连接焊缝、上封头接管安全端焊缝、一回路压力边界辅助系统管道中抽查使用因子>0.4的焊缝以及核岛内外的二级或三级部件等。
核电站役前及在役射线检查中,普遍采用γ源进行透照。这是因为与X射线相比,使用γ源透照可以缩短曝光时间,从而减少工作人员在役检查时的受照剂量。另外,核电站一回路压力边界设备接管焊缝以及辅助管道的抽查焊缝全部在反应堆安全壳内,管道安装布置非常紧凑,而γ源具有比活度高、焦点小和源头尺寸小等优点,可更方便地对核岛内部部件进行透照。
核电站射线检测常用的γ源主要有192Ir与60Co。对于蒸汽发生器安全端接管焊缝的射线检测,主要采用192Ir源进行,其技术要求如下:
(1)射线源的选择首先应满足几何不清晰度要求,其次源强需要满足检验效率的要求。几何不清晰度按式Ug=dl/(f-l)计算,式中d为射线源的尺寸;l为射线入射表面到胶片的距离;f为源至胶片的距离。一般情况下,焊接接头的几何不清晰度≤0.3mm。由此,确定源的尺寸为 φ2.0mm×2.0mm。
(2)采用双胶片技术,双底片评片时黑度范围为2.7~4.5,单底片评片时黑度范围为2.0~4.0。
(3)工件与胶片之间放置厚度为2.0mm的铅滤光板,在其一个角上钻有两个φ3mm的孔,并加以标示,当底片上的缺陷可能来自滤光板时便于解释和查找。
(4)在暗盒背面使用厚度为2.0mm铅板作为背屏,遮挡屏蔽散射线,防止背散射引起底片灵敏度下降。
(5)所用増感屏材质为铅,其组合形式为前屏=后屏=0.2mm,双面中屏,屏厚2mm×0.1mm。
(6)像质计采用材质为低合金钢的阶梯孔型像质计。
(7)用等分圆周法制作数字标记带,并保证数字标记在每张底片上居中,且距离底片左右两端大约25mm,此区域保证了底片搭接距离的要求。数字标记带布置在环焊缝热影响区的边界,距离焊缝边缘大约12mm左右,标记带的零点与焊缝上的永久标记起点对齐。
2 蒸汽发生器安全端焊缝射线检测技术要点
2.1 透照部位结构介绍
在压水堆核电站中,蒸汽发生器是一回路冷却剂从反应堆获得的热能传给二回路工质使其变为蒸汽的热交换设备,具有尺寸大、重量大、制造复杂的特点。蒸汽发生器主要由下封头、管板、U形管束、汽水分离装置及筒体组件等组成。
笔者主要讨论蒸汽发生器下封头水室冷、热端安全端接管焊缝的射线检测技术。蒸汽发生器属于承受高压的部件,其下封头为球形封头(图1),两侧分别设有冷却剂进、出口管嘴和两个人孔,开孔面积大概为45%。
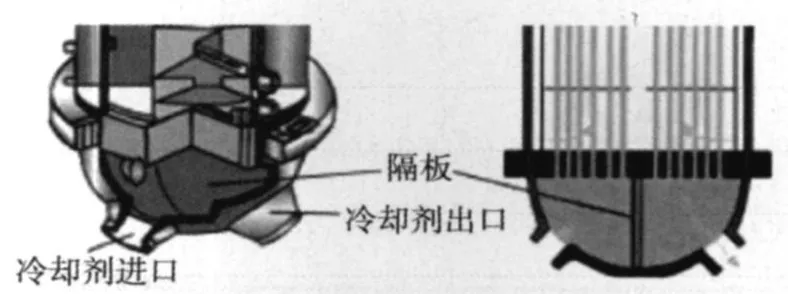
图1 蒸汽发生器下封头结构
对于蒸汽发生器安全端接管焊缝的射线检测采用中心透照法。首先,将射线检测工具架由人孔送入,到达管嘴的安全端接管处待检部位并固定,再将射线源通过工具架导入,对被检部位进行曝光。
以水室的热端安全端接管焊缝为例,对透照部位的主要结构进行介绍。管嘴从蒸汽发生器出来后,经过两段焊缝,如图2所示,首先经过安全端异种金属焊缝,材质为 16MND5/Z2CND18.12N,坡口形式为U型。再经过安全端同种金属焊缝,材质为Z3CN20.09M/Z2CND18.12N,坡口形式也为U型。

图2 主管道接管焊缝示意图
2.2 射线检测工具架的设计
如何将γ射线源准确、安全地送至被拍摄部位,涉及到辅助机械设备(工具架)的设计。蒸汽发生器下封头分为冷室和热室,每个室都有一个冷却剂口和人孔。射线检测的工具架需要从人孔进入水室,并穿过水室到达安全端接管焊缝的位置。
因为需要透照同种金属焊缝及异种金属焊缝,所以源的移动与移动后的准确定位至关重要。蒸汽发生器安全端接管焊缝的射线检测部位主要有三处,分别是同种金属焊缝、异种金属焊缝以及异种金属焊缝的预堆边(图2)。因为192Ir源是通过导源管被送至源头处,所以只需设法将源头的位置对准被透照部位即可。工具架的主体可设计为中空的套管,导源管能在其内部自由伸缩。但是导源管在工具架内部,不能确定其位置究竟在何处,而且如果在内部直接照射,会因为透照厚度的改变(受管壁厚度与材料种类的影响)而影响透照时间等。
考虑以上因素,将工具架主体设计为套管形式。前端套管可使导源管的源头通过并将套管顶住,所以只需设法移动前端套管,即可实现源头的准确定位。
另外,由于蒸汽发生器的结构特点及核电I级设备的特殊性,在将工具架装入蒸汽发生器内部的过程中,严格注意不能触及蒸汽发生器的内壁,避免对其内部造成刮伤或划伤。因此工具架的安装人员要操作熟练,同样工具架的重量不能过重,以免增加操作安装人员对工具架进行控制的难度。
2.3 在役射线检查技术探讨
以上介绍的工具架能够满足役前射线检查的要求,但是若要将该设备用于在役检查,为了减少工作时间,降低工作人员的受照剂量,笔者认为还需在以下几个方面作出改进:
(1)工具架的重量需要减轻。因为在役检查的过程中,为了降低集体剂量,不可能安排过多的工作人员安装工具架,所以应设法减轻工具架的重量,使2~3名工作人员即可快速完成工具架的安装。
(2)采用现有的方法对工具架进行控制,虽然准确性高,但是传动速度较慢,从而增加了在高剂量区的工作时间。应采取更加合适的控制方法,使工具架的调节速度和精度都能达到要求。
(3)安装人员的操作熟练程度需要提高。提高熟练程度的目的一是为了提高工具架的安装速度,以减少在役检查时所受的辐照量,二是不碰触蒸汽发生器的内壁,避免对蒸汽发生器内壁造成划伤。
3 结语
以上介绍的射线检测技术与常见的射线检测不同,不仅对底片的质量有严格的要求,而且,还需考虑在“不可视”条件下如何实现源的移动与准确定位。考虑γ源检测的特点与现场的实际情况,笔者所在单位设计了用于蒸汽发生器安全端焊缝射线检测的辅助设备,对岭澳核电站3号机组蒸汽发生器安全端焊缝进行了实际的役前检查。实践证明,设备完全满足役前射线检查的要求,透照出的底片清晰地反映出了被检焊缝的影像,并且黑度与像质计灵敏度等均满足相关标准的要求。但是,对于蒸汽发生器安全端焊缝的在役射线检查,为了尽量降低工作人员的受照剂量,所研制设备还有待改进之处。
由此可见,射线检测并不是简单的曝光量计算与放源、收源工作,对于结构复杂的部件,同样需要机械控制甚至电气控制等辅助设备进行配合,射线无损检测技术正在一步步地迈向自动化与现代化。
[1]强天鹏.射线检测[M].北京:中国劳动社会保障出版社,2007.
[2]周大禹.恰希玛300MW核电站役前γ射线检验[J].无损检测,2001,23(11):499-501.
[3]夏焕澄,孙凯,刘彧.岭澳核电站γ射线探伤工艺改进[J].吉林电力,2004(2):24-26.