预置图形式激光调阻机系统的设计与实现
2010-07-21岳松吴云峰叶玉堂罗彭胥嫏张薿文何景秋电子科技大学光电信息学院610054
岳松 吴云峰 叶玉堂 罗彭 胥嫏 张薿文 何景秋 电子科技大学光电信息学院 610054
引 言
激光调阻机是利用激光工艺对薄膜电阻进行精密修整的关键设备,是集光学、精密机械、计算机控制、和精密测量等技术于一体的高技术微电子设备。其工作原理是把激光器发出的脉冲激光束聚焦成很小的光点,达到适当的能量密度,对薄膜电阻的导电体进行切割,使之膜层熔融、蒸发,以改变薄膜电阻导电体的有效导电面积或有效导电长度,达到调整薄膜电阻单元阻值的目的。由于切割中没有化学过程并能在大气中加工,所以可以实时测量的结果,并实现激光加工过程自动化。该设备具有精度高、效率高和工艺简便的特点[1][2]。
激光调阻时首先对电阻的刻蚀图形预先利用AutoCAD设计好,并输入到计算机。计算机根据预置图形产生光束的强度与位置使激光按照一定的轨迹和路径切割电阻,直到阻值达到预定值。它实现了激光加工过程的自动化,并具有高精度、高效率等特点。
1 激光调阻系统整体设计
激光调阻系统主要由以下几部分构成:
1)光学系统,包括激光器、调整激光光束质量的光路、二维振镜系统、机器视觉成像监控系统等。
2)机械运动系统,实现平台的精密二维运动、垂直方向高度调节等功能。
3)自动控制系统,对机械运动系统、二维振镜系统等运动参数进行精密控制,与工控PC之间通信,实现整机分布式控制。
整体设计思想:脉冲激光器输出的激光束经扩束器、二维振镜扫描系统后,由透镜组聚焦入射至样品表面。主控计算机可控制激光器的脉冲频率、平均输出功率、工作时间等参数,从而改变入射至样品表面的功率密度,对不同材料和厚度的薄膜进行加工处理;同时,主控计算机可控制二维振镜扫描系统和样品台的电机,使光束偏转不同的角度实现聚焦光斑在样品表面不同位置处的扫描,配合对激光器参数的控制,即可实现对任意预置图形的激光直写加工。
系统的内部结构包括两个可选方案:方案一和方案二,见图1和图2。
方案一、将成像光路和激光光路同轴设计,利用波长选择型反射镜和滤色片将可见光成像到相机而不影响激光透射,从而有效地对样品进行定位和刻蚀。
方案二、把成像光路独立出来,将成像光路和激光刻蚀的初始光路平行放置,两者相隔固定距离D,样品先移动到相机视场下进行定位导航,然后根据距离D再水平(沿x轴)移动到激光聚焦的位置进行刻蚀处理。
比较两个方案,方案一在光路中多了一个反射镜,其确定激光通过此反射镜会有一定的损耗,一定程度上减小了激光光束的功率,需对反射镜的膜层结构进行研究设计;方案二在实施方式上简单了很多,只需在调试安装过程中确定出D的具体数值,以后每次定位导航之后水平(沿x轴)移动D即可开始刻蚀。
针对系统需求,视觉成像系统主要实现三个功能:(1)对加工位置进行精确定位;(2)实时监控激光束质量和加工区域的质量状况;(3)对垂直方向的自动调焦提供判据。方案一可以同时实现这三个功能,方案二则无法实时监控加工区域的质量。因此,选用方案一作为系统的整体方案。
2 激光调阻系统光学系统
整机光学系统如图3所示,主要由激光光路系统和视觉成像系统构成。激光光路系统实现对激光束的扩束、扫描、聚焦等控制,视觉成像系统实现对激光光斑质量监控、激光加工区域定位、实时加工情况检测等功能。
2.1 激光光路系统
激光光路系统主要由以下几部分组成:
1)激光器:激光器应选用被加工材料吸收系数高、光束质量好、输出稳定的激光光源。
2)扩束器:为了降低光束的扩散角,需要对激光束进行扩束。扩束器采用倒装望远镜的结构。
3)振镜扫描系统:在激光加工系统中,需要将光束快速、准确、连续、均匀地进行扫描移动。二维振镜系统在各种激光加工设备中得到了普遍的应用[3]。
4)聚焦透镜组:聚焦透镜组采用平场聚焦透镜组(f-θ聚焦透镜组),主要实现:a.提高用于加工的激光束能量密度,得到质量尽可能好的激光光斑;b.提供线性扫描关系,从而提高扫描精度。
2.2 视觉成像系统
视觉成像系统主要由CCD相机、成像镜头、光源组成。主要实现两方面的功能:1)对激光光束质量进行实时监测,将调整参数反馈给光束控制系统;2)对被加工区域进行精确定位,并对加工过程进行实时监控。
3 激光调阻系统机械运动系统
3.1 二维运动平台
在激光直写过程中,实现激光光束中心与工件的相对位置移动主要靠二维振镜扫描系统与二维平面运动平台实现。二维直线运动平台主要实现对加工区域的位移控制,二维振镜扫描系统实现小范围内的激光束位移控制。垂直调焦机构在垂直方向上对平场自聚焦透镜进行微调,使激光光束聚焦质量达到最好并保持一致性。
对于本系统,精密二维移动平台的选型设计非常关键。平台的机械精度在很大程度上决定了系统的整体精度。平台的机械精度主要体现在两个方面:直线运动精度和系统结构的刚性。

图1 整机内部结构方案一

图2 整机内部结构方案二

图3 激光直写机光学系统结构图
(1)直线运动精度
为保证直线运动精度,本项目选用的高精度线性运动模块包括高精度滚珠丝杆导轨组、高精度伺服驱动、线性光栅尺。
滚珠丝杆是工具机和精密机械上最常使用的传动元件,其主要功能是将旋转运动转换成线性运动,或将扭矩转换成轴向反覆作用力,同时兼具高精度、可逆性和高效率的特点。
交流伺服电机的控制精度相当高,其主要由电机轴后端的旋转编码器保证。对于带标准2500线编码器的电机而言,由于驱动器内部采用了四倍频技术,其脉冲当量为360°/10000=0.036°。对于带17位编码器的电机而言,驱动器每接收217=131072个脉冲电机转一圈,即其脉冲当量为360°/131072=9.89秒。是步距角为1.8°的步进电机的脉冲当量的1/655。交流伺服电机运转非常平稳,即使在低速时也不会出现振动现象。交流伺服驱动系统为闭环控制,驱动器可直接对电机编码器反馈信号进行采样,内部构成位置环和速度环,不会出现步进电机的丢步或过冲的现象,控制性能更为可靠。交流伺服系统的加速性能较好,从静止加速到其额定转速3000RPM仅需几毫秒,可用于要求快速启停的控制场合。
光栅尺的工作原理,是由一对光栅副中的主光栅(即标尺光栅)和副光栅(即指示光栅)进行相对位移时,在光的干涉与衍射共同作用下产生黑白相间(或明暗相间)的规则条纹图形,称之为莫尔条纹。经过光电器件转换使黑白(或明暗)相同的条纹转换成正弦波变化的电信号,再经过放大器放大,整形电路整形后,得到两路相差为90°的正弦波或方波,送入光栅数显表计数显示。现在光栅无论是发展和技术性能都在进一步提高,光栅在测量系统中的占有率已超过80%,而光栅长度测量系统的分辨力已覆盖到微米级、亚微米级和纳米级,测量速度也从60~480m/min,测量长度从1~100m。
闭环控制系统将检测到的实际位移反馈到数控装置的比较器中,与输入的原指令位移值进行比较,用比较后的差值控制移动。由高精度滚珠丝杆导轨组、高精度伺服驱动、线性光栅尺组成的闭环系统可以将系统的精度控制在微米级别,完全满足光刻的需求。
(2)系统结构的刚性要求。
对激光加工设备而言,由于其光学结构精密,对整机的平稳性要求非常高,因此需要机台的自重要大;另外,由于运动部分本身的质量,其运动产生的冲量也会比较大,因此对系统的刚性要求也非常高,要求基座能够降低机械运动所产生的振动。
因此,选用花岗岩材料作整机的基座。花岗岩材料具有如下优点:材料本身由亿万年的地质运动形成,晶体结构精细,具有非常高的刚性和硬度(铸铁的两倍);对温度的变化会有最小的尺寸变化;价格便宜;寿命长,不会生锈,因此保养的费用很低;具有良好的平面度,不会产生毛刺和表面凸起现象。
3.2 工件定位方式
工件的机械定位也是一项非常重要的内容,直接决定了刻蚀的相对运动精度。针对被加工工件的形状,进行分别设计。
(1)平面定位
平面定位采取模具方式,对特定的需要刻蚀的零件进行有序紧密的排列,然后依次对每一个零件进行刻蚀,例如对于一个待刻蚀面是一个圆柱端面的零件,我们可以加工专业模具,模具在加工时要保证良好的精度,使零件在模具内不能有晃动,保证刻蚀精度。在模具的边缘加工高精度的定位标记,便于初始定位和坐标导引。
(2)圆柱曲面定位
圆柱定位主要由高精度方便式弹簧夹头,高精度伺服电机和圆光栅组成。其主要结构如图4所示。曲面旋转的角度由高分辨率的圆光栅编码输出,反馈至运动控制系统,实现闭环控制。
4 激光调阻系统自动控制系统
4.1 自动控制系统组成
自动控制系统主要实现对整个系统的自动化控制,采用分布式结构,各个运动子系统采用专门的控制模块,各种控制模块与主控单元之间进行通信,实现整机系统的稳定运转。
整机自动控制系统的结构如图5所示。
4.2 自动控制系统组成单元
1).主控单元:
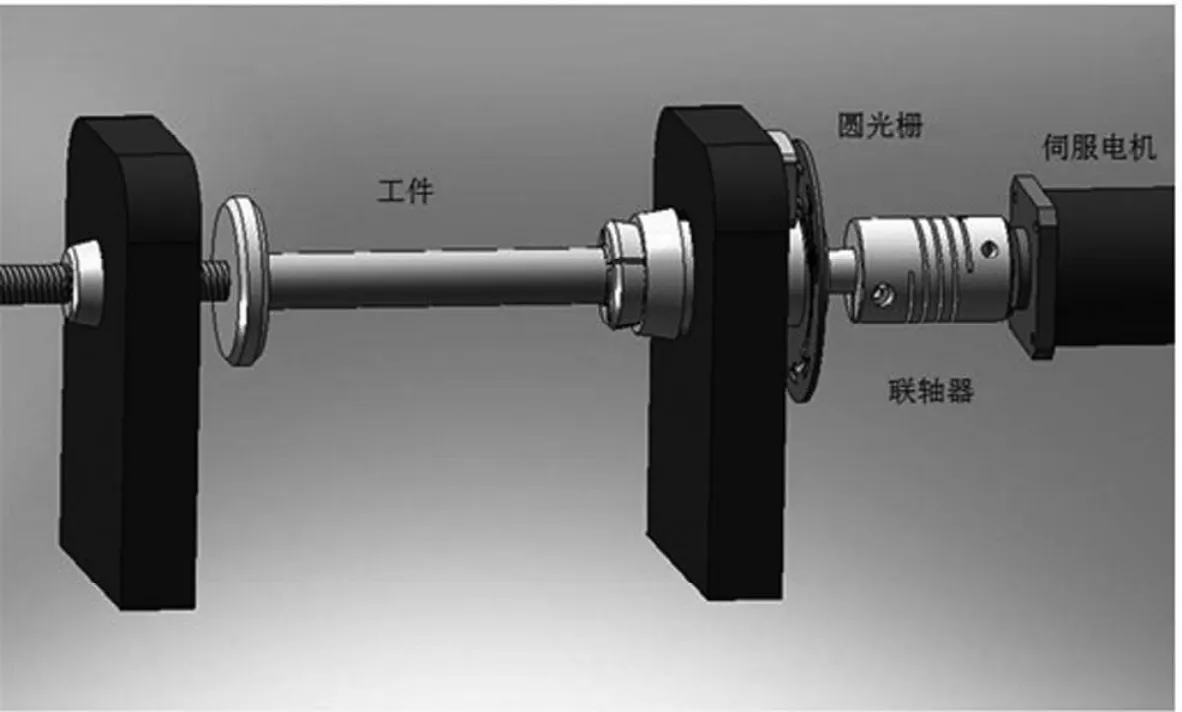
图4 工件旋转结构
主控单元相当于整个现场总线系统的主机,可以是标准的工业运动控制卡,也可以是CAN总线接口卡。主控单元与上位机(即工控机,IPC)之间通过PCI总线进行通信,与各个子模块之间通过现场总线进行通信。
2).二维振镜扫描运动控制模块:
振镜是二维光学扫描系统的核心组件,扫描系统的扫描速度、光束偏转角度等多个参数由其决定。振镜的结构如图6所示。振镜运动控制模块需要对振镜的模拟输入量进行精密控制,在接口控制设计时需要高精度的D/A转换,将由上位机和控制模块发来的控制信号准确快速地转换为振镜的运动控制量。
3).聚焦透镜运动控制模块:
在激光直写系统工作过程中,激光光斑的聚焦程度直接影响加工工件的质量。要控制光斑的质量,必须对平场聚焦透镜组的垂直位置进行精细调节。聚焦透镜运动控制模块与聚焦透镜调焦机构、视觉成像系统、视觉算法等模块之间形成闭环控制,整个闭环调焦过程如图7所示。
4).二维平台运动控制模块:

图5 整机自动控制系统结构
对于高精度激光加工系统来说,对振镜系统进行精密运动控制只能在小范围内进行光束扫描控制,即只能加工有限范围内的图形。当实际区域超过振镜工作范围之后,需要对工件本身进行高精度线性位移。在本系统中,直线运动模块采用“伺服电机+滚珠丝杠+精密直线导轨+光栅尺”的结构,二维平台运动控制模块需要接收光栅尺编码器返回的位置信号,对位置信号进行计数、与参考位置比对等处理,从而对二维平台实现闭环精密运动控制。
5).工件旋转平台控制模块
对圆柱形工件的侧面进行加工时,需要对加工件的旋转位置进行精确控制,在工件旋转结构中采用高精度圆光栅,实现高精度编码,旋转平台控制模块对编码信号进行处理,实现闭环控制。
5 结论
以上部分对激光调阻机的整个系统方案作了较为详实的认证,并对其中的重要部份作了分析。这一个系统目前已在实践中得到验证。研制出的样机可加工最小线宽达到0.01mm,加工线速度≥2000mm/s。线性度≥99.5%。实际工作中,最大扫描范围可达到98.4 mm×98.4 mm,扫描精度为17 μ m。

图6 振镜结构图

图7 平场聚焦透镜闭环运动
[1]梅遂生激光加工在电阻工业中的应用激光与红外.2001,24(1):5-10
[2]李文娟,田兴志.厚膜微调技术及发展趋势.光机电信息.2004,6:29-34
[3]杨少辰.振镜式光束扫描/偏转系统及成像过程的研究.激光与红外.1997,4(2)95-99