鞍钢5米轧机结构特点及机架对中检验工具
2010-07-17杨遵富
杨遵富
(一重集团股份有限公司重型装备制造分厂工程师,黑龙江 齐齐哈尔 161042)
该精轧机由机架装配、工作辊装配、支承辊装配、压下装置、支撑辊平衡装置、换辊及标高调整装置及除鳞导卫装置等组成。电机通过万向接轴分别直接拖动上、下工作辊。支承辊采用动压油膜轴承和止推轴承,工作辊采用四列短圆柱滚子轴承和双列圆锥滚子轴承,双电机带动蜗轮蜗杆减速机驱动压下螺丝实现轧机的压下。测压仪安装在机架窗口底部。轧制线的标高是由下阶梯垫自动调整的,机架窗口下部设有支撑辊升降轨道,配合完成轧制线标高调整和支承辊换辊。导卫上设有高压水除鳞、水压除尘、轧辊冷却集管。轧机前后上部设除尘罩。下面对该套轧机的主要部件的结构特点做一下介绍:
机架装配。宽厚板四辊精轧机机架装配主要由两片闭式机架牌坊、上横梁、入出口轨座等组成。机架窗口两侧镶有滑板,机架牌坊通过螺栓与轨座固定,用以支承该轧机所有部件重量。机架内设有工作辊换辊用固定轨道,机架上装有4个平衡及弯辊缸块,其上安装工作辊平衡缸和弯辊缸。机架装配还包括接轴托架装置,两对液压缸分别驱动上、下两对夹头,用以完成更换工作辊时对接轴头部的定位。在操作侧机架的外侧面上装有4个工作辊轴端定位卡板及4个支承辊轴端定位卡板,分别由8个液压缸驱动。
轧辊装置。轧机轧辊装置分为工作辊装置和支承辊装置。工作辊装置中的工作辊为整体锻钢结构,轴承则采用四列短圆柱滚子轴承和双列圆锥滚子轴承,工作辊轴承座上装有护板其间隙可调。支承辊装置中支承辊轧辊轴承由支承辊、轴承座及滑板和油膜轴承组成,采用油膜轴承,预留静压系统。结构先进的油膜轴承是保证轧机整机水平的重要环节。
压下装置。压下装置采用两台直流电机通过联轴节、电磁离合器驱动两台组合式齿轮蜗杆减速机带动压下螺丝上、下移动实现压下及辊缝调节。电磁离合器设在两台电机之间,用来完成压下螺丝的同步调节或单独调节。
除鳞及导卫装置。导卫装置是由入口、出口导卫装置组成,除鳞装置是指导卫架体上安装的冷却水集管、高压水集管的总成。入口、出口导卫装置分别装在两片机架中间的导向滑座上,由支承辊平衡吊梁与该装置的上部提升架通过销轴铰链连接。工作时随轧辊开口度变化进行升降运动,平时工作时靠导卫装置上液压缸形成的静矩与上工作辊保持贴合同步,当换辊时由连在其上的四个液压缸将其下降使其退至窗口中部,保证换辊畅通。导卫上部设置的高压水喷嘴与机架中下部机架辊缝处设置的高压水除鳞喷嘴构成了轧机二次精轧高压水除鳞装置。
支承辊平衡装置。支承辊平衡装置由装在上横梁中的平衡柱塞液压缸、横梁及吊梁等组成,用来平衡上支承辊、压下螺丝、液压压下缸等件的重量,消除其间的间隙。同时,还要作为除鳞导卫装置的驱动装置,该平衡装置的平衡缸采用两级工作压力。
机架辊。机架辊装置由入口、出口机架辊,传动装置及换辊吊具等组成,用于轧件的导入导出,机架辊轴承座分别装在两片机架中间,由止口定位,楔键锁紧,轴承座在入口和出口两侧装有导板,和下工作辊轴承座上导板相连。传动装置由电机及连接轴等组成,连接轴穿过机架立柱,前部为伸缩花键套,换辊时可快速脱开。换辊由专门吊具完成。
工作辊换辊装置。工作辊换辊装置由设在操作侧的固定轨道、推拉翻转装置、盖板、横移车及换辊拖车组成。推拉缸用于换辊时将轧辊推进和拉出,整个推拉缸由两个液压缸相连。
支承辊换辊装置。支承辊换辊机是由轨道、电动拖车、支撑架组成,设置在操作侧的地下。换辊时通过窗口内的下阶梯垫和支承辊升降轨道配合,共同完成换辊动作。换辊时需要将工作辊的盖板通过两个液压缸翻转。通过电动拖车将支承辊拖走。
换辊及标高调整装置。换辊及标高调整装置的作用是完成换辊及标高调整。阶梯垫设置两组,每组七块,相邻垫板厚差15mm,对应操作侧及传动侧轴承座的下支承辊。当轧辊磨削到较小辊径时,第二次加成组等厚垫板即可满足对轧线的调整要求,该装置内设有一对压磁式测压仪,对轧制压力进行数字显示及反馈。该装置的轨道提升过程靠液压系统实现同步。
鞍钢5000mm宽厚板轧机四辊精轧机在轧机装配时有一个很重要的检验项目,那就是两片机架窗口内侧面的对中检验,我们在调整此项时通常是在机架滑板出入口侧分别沿操作侧和传动侧方向吊钢线,在两片机架的外侧各固定一个支架,然后悬挂一根钢线,如图1:
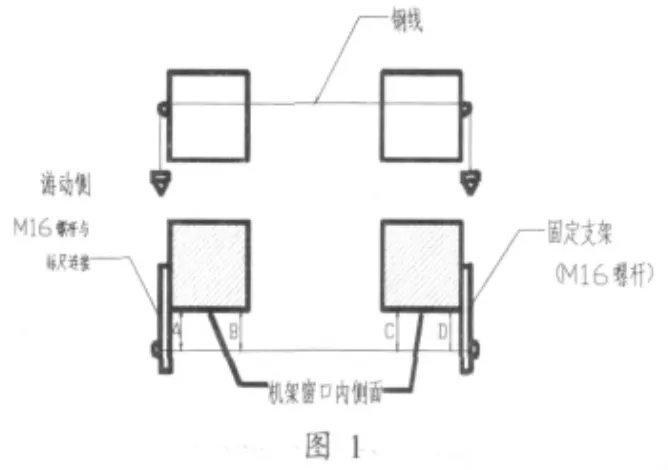
调整钢线到机架内侧面的距离,先使A和D的值相等,然后再测量B和C的值,在调整A、D相等时通常是直接用手拨动钢线,而且还要达到0.01mm的精度,很不方便,而且钢线没有固定很容易因外界因素而偏移,因此在其中一侧支架上加装一个用废旧的游标卡尺改装的游动支架,这样就可以通过调整微调螺母来实现A和D的相等了,如图2:
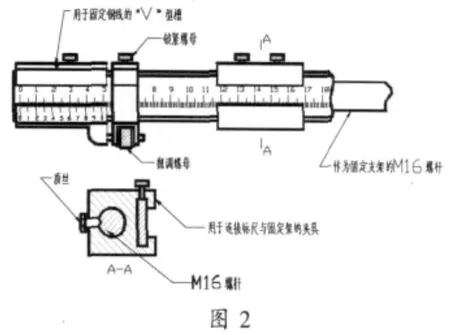
在使用时两侧的固定支架可以用M16螺杆焊接,然后用图2中A-A剖所示的夹具将标尺与一侧的固定支架连接好。挂钢线时,可以将钢线的一侧放于标尺上所开的V型槽内,另一侧可直接放在螺杆的螺纹牙底,钢线两端各挂一重锤以拉紧钢线,这样我们就可以很容易地通过微调螺母调整游标来实现A和B的值相等,而且因钢线两侧的支撑点都有凹槽,调整好以后,即使不小心碰到钢线,A和B的值也不会变。当机架的精度调整完毕,可以安装上横梁,检查其与机架结合情况,要求达到0.05mm塞尺不得入内。复检各项精度不变,一对机架就安装好了,再进行其它部件的装配。实践表明,各项装配技术要求是合理的,技术措施完整可行,各项精度均达到图纸设计要求,缩短了装配周期,为我公司以后生产同类产品积累了丰富的经验。此工具除用于轧机机架对中调整以外,还可应用于类似的两个远距离平面的共面调整。
结语
鞍钢5000mm宽厚板轧机四辊精轧机的装机水平在国内属于领先行列,机架对中检验工具在我厂生产机架装配精度调整中发挥了重要作用,各项精度均达到设计要求,整机水平可同国外制造的同类产品媲美。确保的装配精度,缩短了装配周期,提高了工作效率,为用户创造了很好的效益。
[1]谢新宏,易卓丹,曹军,周凤革.西马克铸钢轧机机架的检验说明浅议[J].一重技术,2001-08-15.
