排除POMINI数控轧辊磨床工作台爬行故障
2010-07-16何红莲郜文钢
何红莲 郜文钢
一、引言
POMINI数控轧辊磨床工作台经常出现爬行现象,即磨床砂轮架拖板沿Z轴方向运行过程中出现无规律断续行进的现象,习惯上称为爬行。系统报警信息为:“25050 Z轴轮廓监控”,结合故障点分析,故障原因涉及机械、电气和润滑等方面,如:导轨静压润滑系统的油被污染,液压元件堵塞,导轨副间隙小,齿轮齿条啮合间隙过大,速度控制器不良,位置检测不良等。
二、实例
1.工作台镶条故障引起的爬行
(1)3号磨床工作台在靠近尾座侧运行时多次出现爬行,检查后发现压力值偏低,伺服电机启动有阻滞现象,电机本体温度异常偏高。拆下电机,换装在其他磨床上使用,运转正常。用六角扳手拨动联轴器十分费劲,故此打开拖板,用千分表检测尾座侧面导轨副,间隙几乎为零,同时发现镶条连接板螺丝松动,工作台单方向运行时镶条嵌入,调整镶条后,再调节压力节流阀A1~A8,使工作台大滑架的浮起量恢复到0.02mm(正常值)。进行上述处理后,磨床恢复正常运行。
(2)原因分析。主要原因为位于西晒区域的导轨,其热胀后造成导轨间隙减小,增大了摩擦阻力。另外,连接板螺丝松动造成镶条嵌入,导致工作台单向运行停滞。
(3)应对措施。在原设计基础上,另增设10mm厚调节垫板,见图1。调整巴氏合金镶条和楔形滑块的配合位置,硬性增大导轨副的静态间隙,调节垫块采用不锈钢材料制作,长宽尺寸与楔形块相同。

定期检查镶条连接板的螺丝,采用防止松动措施。定期检查电机轴套与齿轮箱传动轴,齿轮与直齿条配合间隙,保证间隙在允许范围内。
2.机床、电机和检测原件不良引起的爬行故障
如果故障涉及到进给伺服系统,故障起因一般是机床、电机和检测原件不良。处理此类故障,一般要修改伺服速度控制器和位置控制器的有关参数,在调整参数时应遵守位置准确性、快速性、平稳性原则。
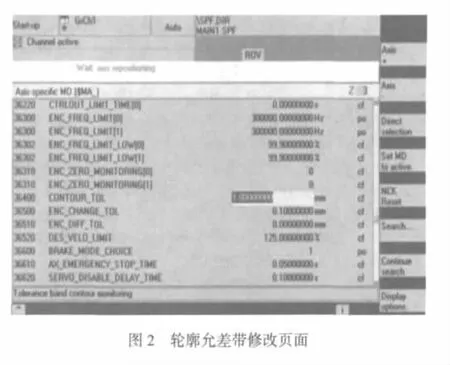
(1)例,“25050,Z轴轮廓监控”。轮廓监控过程是在NCK精确计算出跟随误差,即得到给定Z轴位置和实际位置的差,从而实现轮廓监控,当差值超出允差带时,系统会触发25050号报警,同时Z轴会根据当前设定的制动斜度而制动,程序中断。
(2)应对措施。增大轮廓允差带限幅值(图2),2号磨床MD36400值增大0.1,扩大了控制设定精度,解决工作台爬行问题;当Z轴的跟随设定值,其振幅没有超调,则优化位置控制器,否则优化速度控制器,调节MD32200伺服增益系数值和MD32300加速度值。