IGM Rt 330弧焊机器人电弧传感故障处理
2010-05-04丛德成
设备管理与维修 2010年6期
丛德成 王 杰
1.故障现象
奥地利IGM Robotersysteme AG Rt 330弧焊机器人主要用于焊接大功率电力机车转向架侧梁体主焊缝。7200cl.prg是7200kW六轴电力机车转向架侧梁体焊接程序,分为多层(打底、填充、盖面)多道焊接,当机器人焊到填充层第一道焊缝时,出现“174:电弧传感:电弧故障”报警,机器人无法焊接。
2.故障处理
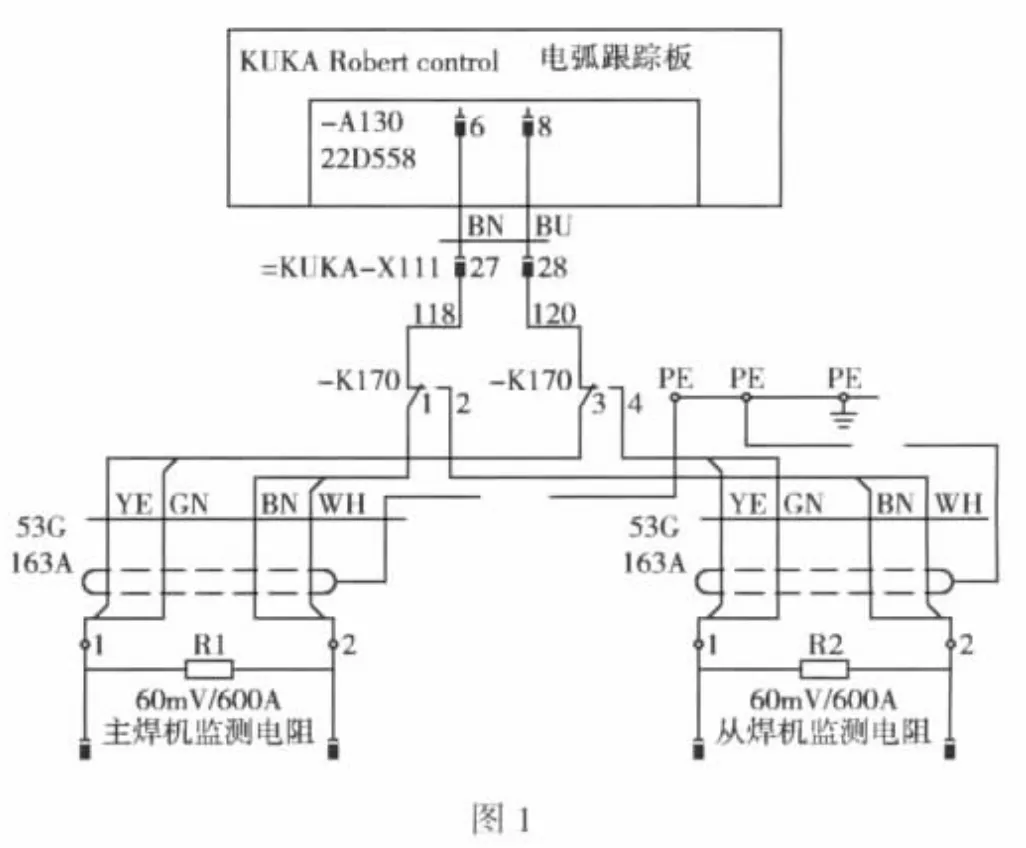
熔化极气体保护焊是用可熔化金属焊丝作电极,采用保护气体的电弧焊接。电弧传感是通过焊接电源检测电阻监控焊接电流、电压,机器人根据电流、电压实时变化判断焊缝位置,使焊枪做出相应调整,跟踪实际焊缝轨迹,电弧跟踪电路见图1。引起电弧传感故障的可能原因有电弧跟踪板、焊接参数、系统配置参数以及电弧跟踪外围电路,故障处理如下。
(1)关闭电源,重启系统,试焊,报警消失,但焊接过程中焊枪逐渐上提,且越靠近工作步提升速度越快,同时焊缝产生焊接气孔。通过软件屏蔽电弧传感功能,焊枪依然有上提现象。焊接时观察电弧跟踪板3黄1红指示灯,状态正常。取下电弧跟踪板,使用面纱和酒精擦拭,清理插槽,重新放回。
(2)调整功率、摆动、轴加速度等焊接参数,故障依旧。
(3)考虑到轴控制参数丢失或紊乱也会出现此现象。重新装载轴参配置文件insvx.ini,插入软盘(U盘)→示教器选择工作站→参数→读盘装入参数→完成,重启设备,故障依旧。
(4)检查电弧跟踪电路,测量R1=500Ω,R2=0.01Ω,判断R1故障,更换R1,故障排除。