烤烟抗破碎指数最佳测定条件的试验研究
2010-07-09于建军卫盼盼杜阅光崔登科陈红丽代惠娟叶贤文
于建军 ,卫盼盼 ,杜阅光 ,崔登科 ,陈红丽 ,代惠娟 ,叶贤文
(1.河南农业大学国家烟草栽培生理生化研究基地,河南 郑州 450002;2.天昌国际烟草有限公司,河南 许昌 461000;3.河北中烟工业公司,河北 石家庄 050051)
烟草是特殊的农产品,主要通过对叶片加工处理来实现其经济价值。烟叶在储藏、运输及工业加工过程中不可避免的会受到挤压、切割、撞击、摩擦、撕裂等不同程度不同方向的人为及机械外力的作用,尤其是在打叶复烤加工过程中,难免会产生一些造碎,这将会大大降低烟叶的可用性,并直接影响到烟草加工企业的经济效益[1]。如何降低其造碎,最大程度的实现其工业价值,是烟草企业长期以来比较重视的问题之一。
目前,为了降低烟草的破碎,研究重点已从如何在加工过程中降低烟叶的破碎率[2-7]转向减少烟叶在新机器应用中的造碎[8-10]。烟叶的破碎不仅与其自身内在的化学物质有关,而且还受外界因素的影响,如烟叶加工过程中的周围环境温湿度[11-13],加工机械的工艺参数[14-16]等。在国家标准及ISO标准中,对于烟叶的抗破碎性虽然在烟草教材及相关参考文献中经常提到,但对烟叶抗破碎性的测定方法以及如何评价这一重要因素一直是个空白。因此,笔者探讨了用烟叶抗破碎指数评价烟叶抗破碎性的可行性和稳定性,并对测定烟叶抗破碎指数的理论最佳条件进行了研究,以期为烟草相关理论研究及实际生产提供科学指导。
1 材料与方法
1.1 材料
供试材料:选自2008年产的平顶山烤烟烟叶,品种为中烟 100,等级 B2F、C3F、X2F。
供试仪器:m307996微型植物粉碎机,筛网孔径(φ3.0、φ2.5、φ2.0、φ1.0 mm),LRH-150-S 恒温恒湿培养箱等。
1.2 试验设计
为方便试验数据的记载与分析,提出烟叶的抗破碎指数定义为:在一定试验条件下,未通过筛孔的烟叶质量占样品质量的百分比。
1.2.1 可行性试验方法设计 烟叶回潮后取15片,分别在叶尖、叶中、叶基(尽量避开主脉和支脉)裁 2 cm×1 cm 的烟片,将烟片放置于 T=(22±1)℃,RH=(50±2)%、(65±2)%、(85±2)%的环境中平衡水分48 h,后称取10 g烟片放入粉碎机。粉碎5 s后,将烟样用不同型号筛网过筛,分别对未过筛烟样称重,抗破碎指数较大的烟叶抗破碎能力较强,反之,则较差。通过对上中下三部位烟叶的抗破碎指数比较与实际生产的吻合程度来验证试验的可行性。
1.2.2 重现性试验方法设计 烟叶回潮后取15片,分别在叶尖、叶中、叶基(尽量避开主脉和支脉)裁2 cm×1 cm的烟片,将烟片放入环境温湿度为T=(22±1)℃,RH=(65±2)%的恒温恒湿箱中平衡水分48 h,后称取10 g烟片放入粉碎机。粉碎5 s后,过4种不同型号筛网测定烟叶的抗破碎指数。对1~3三份烟叶样品进行重复性试验,每个烟样做3次平行测定,每次均进样5次取平均值,若3次平行测定的变异系数均小于5%,则表示本法测定烟叶抗破碎性的重复性较好。
1.2.3 最佳测定条件设计 最佳水分条件设计:将各规格烟叶放在 T=(22±1)℃,RH=50%、55%、60%、65%、70%、75%、80%、85%、90%、95%环境中平衡水分48 h。然后称取10 g烟片放入粉碎机,粉碎5 s后过4种不同型号筛网,通过对比确定其最佳水分条件。
如表 1 所示,烟叶重量 A=3、5、7 g,粉碎时间B=3、4、5 s,筛网孔径 C=φ1.0、φ2.0、φ2.5 mm 设计。按L9(33)正交表进行试验。
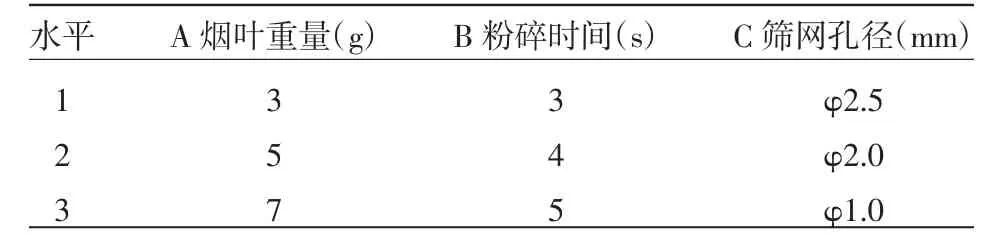
表1 正交试验因素水平
2 结果与分析
2.1 可行性试验
通过对不同部位烟叶样品在温度为(22±1)℃,不同相对湿度条件下抗破碎指数的测定,结果如表2所示。在同一相对湿度条件下,烟叶抗破碎指数表现为中部>上部>下部。烟叶抗破碎性的大小与化学成分(总糖、还原糖、烟碱、总氮、苹果酸等)、细胞壁结构性生物聚合物(总细胞壁物质、纤维素、半纤维素、果胶、木质素)和周围环境等密切相关[4]。烟叶吸湿性不同是烟叶抗破碎性差异的主要因素[17],吸湿性较强的中部叶抗破碎性较好,吸湿性较差的下部叶抗破碎性较差。在同一湿度条件下,中部烟所含的细胞壁物质大于上部,上部略大于下部,理论分析,烟叶的抗破碎性表现为中部>上部>下部。因此,试验的结果与实际经验和理论分析是相吻合的,可见采用抗破碎指数法测定烟叶的抗破碎性是可行的。
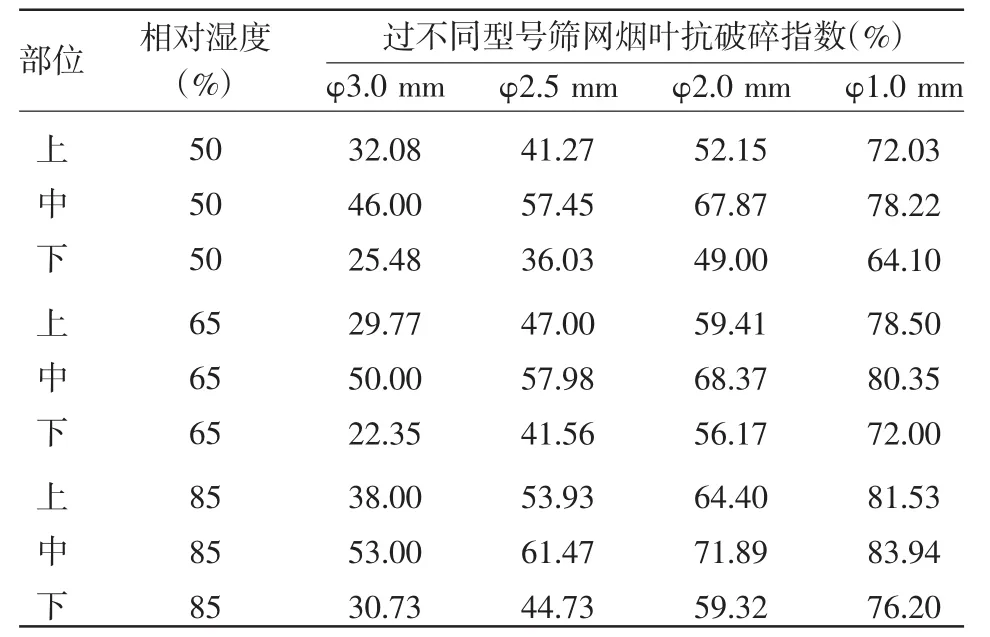
表2 不同部位烟叶在相对不同湿度下的抗破碎指数测定
2.2 重复性试验
利用平均数表示参数的集中趋势,标准差表示离散程度,变异系数表示稳定性。由表3可知,过4种不同型号筛网的3次平行测定值较为稳定,标准偏差较小,其变异系数均小于3%,试验数据理想。结果表明用烟叶抗破碎性指数法测烟叶抗破碎性的数据具有重复性,稳定可行。

表3 不同部位烟叶在不同筛网孔径下烟叶抗破碎指数测定的重复性试验
2.3 最佳测定条件
2.3.1 最佳水分条件 烟叶是一种吸湿性很强的物料,在一定水分条件下保持一定的含水率[11]。烟叶的实际加工性能与烟叶性质以及环境湿度有很大关系。通过对湿度的调节,减少烟叶在加工过程中的造碎、提高烟叶原料利用率,对降低能源消耗具有非常重要的意义。以中部叶为材料,分析在温度为(22±1)℃,不同水分条件下烟叶的抗破碎性,试验结果如表4所示。不论用哪种型号的筛网,烟叶抗破碎指数均随相对湿度的增加而持续增加,但增加幅度较小。其中相对湿度为85%时,含水率为15.90%,此时烟叶抗破碎指数增幅最大或达最大值,此后趋于平稳或略微下降。由此可见,可将烟叶抗破碎测定的最佳环境温湿度设定为T=(22±1)℃,RH=(85±2)%,即测定烟叶抗破碎指数的最佳环境温湿度。
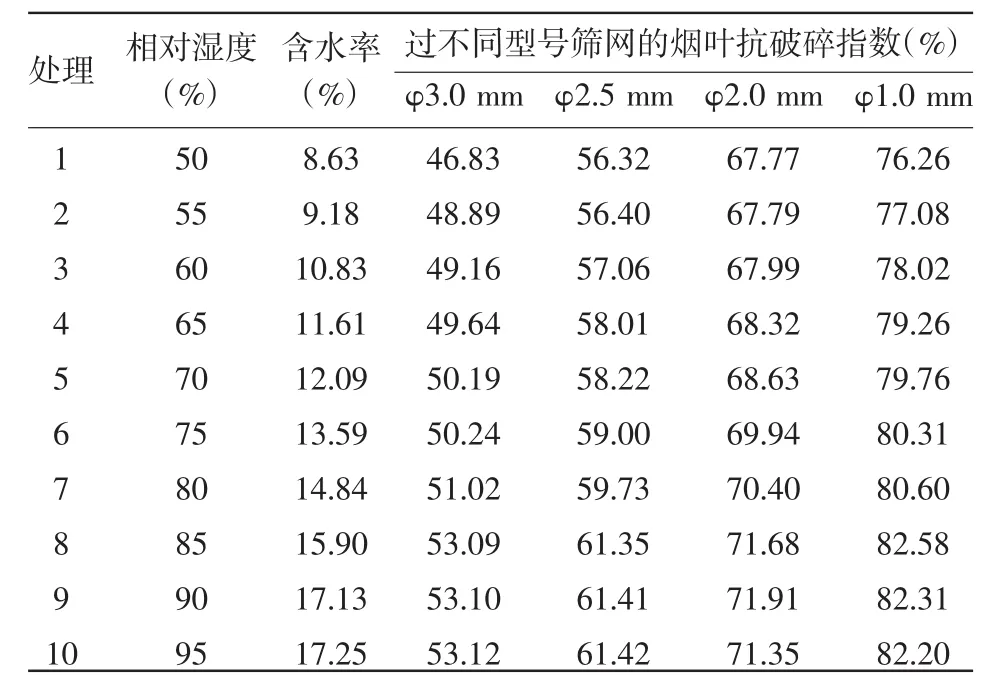
表4 不同相对湿度下烟叶含水率和抗破碎指数分析与比较
2.3.2 正交试验 烟叶重量、粉碎时间、筛网孔径是测定抗破碎指数法的主要影响因素,正交试验结果表明(表5),此试验的最优水平组合为A1B1C1,抗破碎指数达82.83%,即抗破碎指数测定的最佳工作参数为3 g烟片,粉碎3 s后过φ1.0 mm的筛网。从Rj可以看出因素影响排序为A>C>B,即影响烟叶抗破碎指数的测定的因素排序是烟叶质量A>筛网孔径C>粉碎时间B。
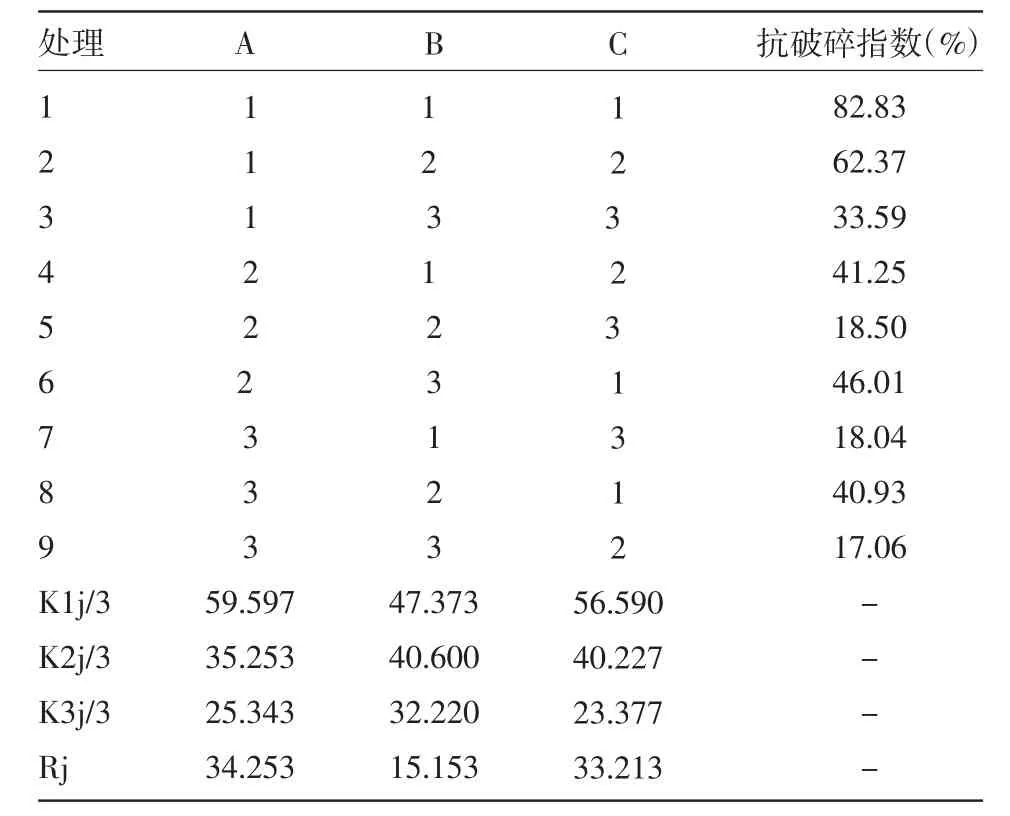
表5 L9(33)正交试验安排及结果
正交试验不能区分是由于各因素的水平变化而导致试验结果的差异,还是由于试验的随机波动而导致试验结果的差异。为解决此问题,需要对试验结果进行方差分析。方差分析结果表明(表6),因素A和因素C的p值小于0.05,即因素A和因素C对试验结果影响显著,而因素B的p值小于0.1,即因素B对试验结果有一定的影响。因此,因素A和因素C为主要因素,因素B为次要因素,和表6方差分析得到的直观分析结果是一致的。
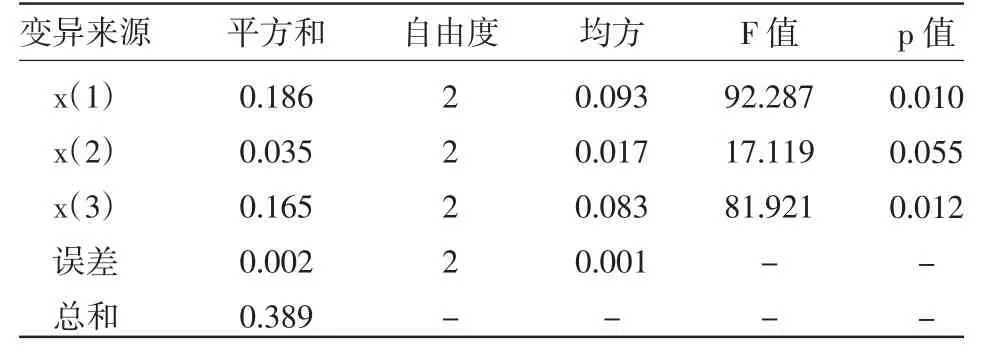
表6 方差分析
2.3.3 抗破碎指数测定的稳定性试验 为验证用粉碎机在测定烟叶抗破碎指数的可靠性及稳定性,设计了以下试验:取3份烟叶,按照粉碎机最佳工作参数测定烟叶抗破碎指数,测定结果(表7)。可看出,3份烟叶的抗破碎指数测定结果的变异系数均小于2%,由此进一步说明,用抗破碎指数法测定烟叶抗破碎性的方法可靠,测定结果稳定。
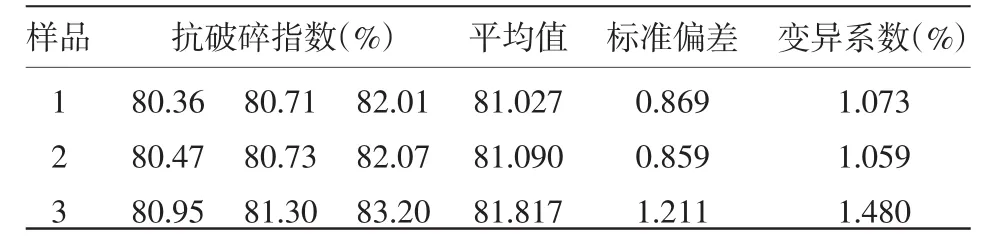
表7 验证试验
3 结论与讨论
烟叶的抗破碎指数与烟叶含水率、样品重量、粉碎时间、筛网孔径相关,因此在这些条件相同的情况下,烟叶的抗破碎性可以通过抗破碎指数来反映。抗破碎指数法从实验室的条件出发模拟了烟叶加工中各个方向各个强度的受力,试验首先从可行性和重复性两方面论证了用抗破碎指数分析烟叶抗破碎性的可行性操作。在此基础上,通过试验确定了在实验室条件下测定烟叶抗破碎指数的最佳条件。试验表明,在 T=(22±1)℃,RH=(85±2)%的条件下,平衡水分48 h,称取3 g烟片粉碎3 s后,过φ1.0 mm的筛网为测定烟叶抗破碎指数的最佳条件。
抗破碎指数的定义为:取代表性的烟样15片,回潮后分别在叶尖、叶中、叶基(尽量避开主脉和支脉)裁成尺寸为 2 cm×1 cm 的烟片,在 T=(22±1)℃,RH=(85±2)%的条件下平衡水分 48 h,称取 3 g烟片粉碎3 s后,过φ 1.0 mm的筛网,用未穿过筛网的烟片重量占测试烟叶样品重量的百分比值表征烟叶的抗破碎性,定义为“烟叶抗破碎指数(Shatter Resistance Index,简称 SRI)”。SRI值越大,表明烟叶抗破碎能力越强,这是继抗张力,抗张强度,延伸率后烟叶机械加工性能的又一重要物理指标。本试验从理论上论证了抗破碎指数对生产的指导作用,但是理论与现实的差距要通过进一步的试验来解决。因此,将这一理论应用到实际的生产季节、不同温湿度条件下和与之相配套的生产链条中还需进一步研究。
[1]陈家东,陶智麟,刘全喜.打叶复烤加工过程造碎及碎烟处理工艺研究[J].烟草科技,2000,(4):4-7.
[2]胡开文.烟叶打叶复烤工艺与设备[M].北京:化学工业出版社,2002.
[3]金闻博.烟叶复烤理论与技术 [M].南昌:江西科学出版社,1995.
[4]黄嘉礽,童谷余,徐亚中,等.卷烟工艺[M].北京:北京出版杜,1993.
[5]宫长荣,于建军.烟草原料初加工[M].北京:中国轻工业出版社,1993.
[6]倪盛浦.浅论打叶复烤生产工艺在我国的推广 [J].烟草科技,1994,(3):2-4.
[7]刘 垣.烟叶复烤的回顾和发展[J].烟草科技,2000,(5):3-5.
[8]周 晖,黄 娟,张 敏.卷烟厂烟丝气力输送参数的优选[J].轻工机械,2006,24(3):139-141.
[9]张建勋,王镇增,熊安吉.改善CO2膨胀烟丝结构的探讨[J].烟草科技,2000,(12):3-4.
[10]刘 垣,李晓红,冯 茜.《烟叶打叶复烤工艺规范》与《打叶烟叶质量检验》实施指南[M].北京:中国农业科技出版社,2002.
[11]罗海燕,方文青,谢 鑫,等.打叶质量与出片率的关系[J].烟草科技,2005,(1):8-10.
[12]席年生,赵 兵,李明哲,等.烟丝含水率--影响卷制质量的一个重要因素[J].烟草科技,2005,(7):8-9.
[13]张 俊,张学忠,朱远华.12 000k g/h全打叶复烤生产线设备工艺布置探讨[J].烟草科技,1999,(1):10-12.
[14]刘其聪,夏正林,罗登山.影响打叶质量的因素分析与降低烟叶损耗[J].烟草科技,1998,(3):3-5.
[15]李跃锋,姜焕元,刘志平,等.烟叶温度和含水率与打叶质量的关系[J].烟草科技,2005,(2):5-7.
[16]胡有持,张建勋.烟叶碎片与降耗 [J].烟草科技,1996,(5):12-13.
[17]于建军.卷烟工艺学[M].北京:中国农业出版社,2003.
