MT-506触摸屏在生产物流条形码识别系统中的应用
2010-06-22邹律龙张世亮
邹律龙,张世亮
(1.广东海洋大学工程学院,广东湛江524088;2.华南理工大学土木与交通学院,广东广州510641)
随着产品性能日益先进,结构日益复杂,零部件数量和种类日益增多,生产模式已由大批量单品种模式,转向小批量多品种模式,传统的人工操作既不经济,也不可能。使用条码技术对进入生产线的在制品赋码,通过条码识读设备,获取生产物流信息,从而跟踪生产线上物流情况,可满足混流生产线的生产物件分别转送要求[1~2]。
AS1000自动立体仓库,其主要功能是货物出入库的自动检测与存取,采用的是24V DC Autonic电容传感器,主要用于黑白物料的识别。为了满足多品种的生产需求,开发了基于MT506触摸屏的生产物流条形码识别系统。
1 siemens s7200-226与MT-506LV触摸
1.1 siemens s7200-226与STEP7-Micro/WIN32
s7 PLC系列从替代继电器的简单控制,到复杂的自动化控制,应用领域极为广泛,覆盖了与自动检测、自动化控制有关的工业及民用领域,包括各种机床、机械、电力设施、民用设施、环境保护设备等。
STEP 7-Micro/WIN 32是西门子公司专门为s7/200系列小型PLC设计的在个人计算机Windows操作系统下运行的编程软件,可用梯形图(LAD)、语句表(STL)和功能块图3种编程语言编制程序,不同的编程语言编制的程序可以相互转换。程序编制完成之后,利用PLC与计算机专用的PC/PPI电缆传送程序至PLC。管脚信号与功能见表1。

表1 s7/200PLC与PC管脚信号与功能
1.2 MT-506LV触摸屏与EasyBuilder500组态软件
使用人机界面设备,可以使机器的配线标准化、简单化,同时能减少PLC控制器所需的I/O点数,在降低生产成本的同时,由于面板控制的小型化及高性能,相对地提高了整套设备的附加值。
MT500系列触摸屏,是专门面向PLC应用的人机界面设备。MT500系列与不同的外部设备连接,需要不同的通讯电缆。MT500系列通过一条专用的通讯电缆(P/N∶MT5_PC)和PC机连接。PC[RS-232]&PLC[RS-485]通讯端口是连接PC机的编程口或者连接RS485/422外部设备(如PLC)的通讯口。MT506LV PC[RS-232]&PLC[RS-485]管脚信号与功能见表2。

表2 ADAM与MT506LV管脚信号与功能
Easybuilder500组态软件,用来配置各种元件,一般简称EB500。在Easybuilder中可以下载及在线(或离线)模拟,但它是通过EasyManager来调用其他2个模块的方式来实现的。
在EasyManager上的通信参数,是计算机和触摸屏之间的通信参数,选择计算机和触摸屏相连接的计算机的串口为COM1或COM2。在下载/上传时,决定计算机和触摸屏之间的数据传输速率,一般选择115 200 bps。
2 ADAM-4520采集与DUR8600激光扫描
2.1 ADAM-4520的数据采集
ADAM-4520用RS-422和RS-485传输信号,获得更快的传输速率、更大的传输范围和更强的联网能力。ADAM-4520中的电路自动侦测数据流的方向,免除了网络中的握手请求,仅需两根导线,就可以构建一个RS-485网络。传输速率最高可达115.2 kbps。其管脚信号与功能见表2。
2.2 DUR8600激光扫描
Acan DUR8600激光条码阅读器,采用Acan DUR 8600机芯,能快速准确阅读一维条码,超强的解码系统,能非常有效地阅读残缺码、模糊码;适合超市、仓储物流、工业生产使用。
用DUR8600扫描后,结果以16进制放在PLC的VW260中,如条码为21,则扫描出结果为16#0201;条码为19,扫描结果为16#0109。
2.3 条码选用
目前一维条码已应用于图书馆、医院、超市等,在条码译码设备方面,国内有众多的电子公司开发一维码阅读器,不过到目前为止,基本是采用光电识别技术[3]。
本系统为小型生产物流系统,采用ean码,即国内通用商品条码[4~5],已完全满足要求。ean码与日常商品包装上所印的条码一致。
3 系统连接与组态监控
3.1 系统连接
S7200-226有两个通讯端口,都可以用来连接触摸屏,但需要分别设定通讯参数。本文采用图1的连接,MT506LV背面的 PC[RS-232]&PLC[RS-485]接口与 PLC port 1、PC com1连接,RS-232用来连接PC,RS-485用来连接PLC。
连线方式:RS-232接口用3根线,2和3交叉相连,5直接连一起;RS-485接口同样用2和3交叉相连,5直接连一起。见表1与表2管脚信号与功能。
在本系统中,MT506LV背面的PC[RS-232]用来连接ADAM-4520。
连线方式:MT506LV的7与ADAM-4520的DATA+连,MT506LV的8与ADAM-4520的DATA-连。见表1与表2管脚信号与功能。

图1 系统连接
3.2 组态监控
在easymanager组态软件中,设置显示元件属性,设备类型VW(BCD)的设备地址260,数值以16进制显示,其他略。在线检测无误后,下载到MT506LV触摸屏中(见图2)。工件编号即生产物流中的在制品的条码号。

图2 MT506LV组态图
4 部分程序编制
本系统使用自由口模式控制串行通讯口,当处于自由口模式时,通讯协议完全由梯形图程序控制。只有当S7—200处于RUN模式时,才能进行自由口通讯,处于自由口通讯模式时,不能与编程设备通讯。
结合系统配置的特点,设计PLC程序如下:
(1)利用SM0.1接点在PLC第一个扫描周期调用自由口通讯初始化程序,完成PLC的初始化工作;
(2)利用SM0.0接点与M0.0触点在PLC每个扫描周期调用读卡机通讯程序,完成相应的条码扫描与识别。
4.1 自由口通讯初始化

图3 自由口通讯初始化梯形图
自由口通讯初始化程序,主要功能是设置波特率,检测信息结束字符,设置空闲线超时等,程序如下:


4.2 读卡机通讯程序

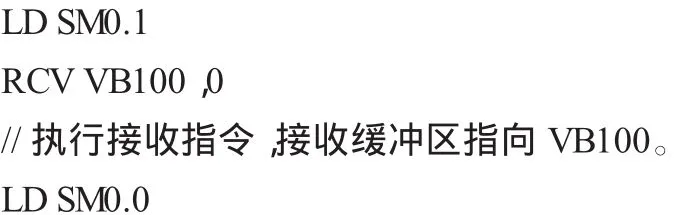
图4 读卡机通讯梯形图
读卡机通讯程序,主要功能是启动或者终止接收信息,并进行数据格式转换与存储.

5 结束语
结合实际应用情况与实验教学的要求,对生产物流中信息、数据采集等问题作了讨论。在组建识别系统时,可根据表1及表2的管脚信号与功能,制作通信线,以便按要求连接各器件。通过实际应用,说明条码技术是小型生产物流系统自动识别技术之一,能够较好地运用,具有一定的实际意义。
随着射频技术[5]的发展,只要将射频读写器的接口与触摸屏、PLC互联,可开发更为先进的生产调度与控制系统。
[1]中国物品编码中心.条码技术与应用[M].北京:清华大学出版社,2003.
[2]刘联辉.配送实务[M].北京:中国物资出版社,2004.
[3]王雅静,窦震海.条码识别技术的研究[J].包装工程,2008,29(8):240-243.
[4]陆春辉,王石刚,傅文瀚.基于条码识别的高速位置反馈伺服控制[J].上海交通大学学报,2006,40(3):456-457.
[5]叶少龙,刘建群,吴积荣,梁景中.PIC单片机在模具条码识别系统中的应用[J].广东工业大学学报,2009,26(2):94-96.