冷轧机油雾净化系统的设计及应用
2010-06-11任凤萍
任凤萍
(山东钢铁莱钢集团有限公司,山东 莱芜 271105)
在冷轧带钢生产轧制过程中所产生的油雾量大且浓度高。它所造成的环境污染会严重影响操作工人的健康,因此必须对油雾进行高效处理,以达到排放标准。
一、油雾的形成
冷轧带材在轧制生产中,必须对轧辊及辊缝喷射乳化液,以保证带材的质量。乳化液在冷却轧辊及轧件的同时,自身温度迅速升高,可产生以下三类油雾: (1) 由乳化液冲击产生的雾状乳化液,颗粒范围为20~30μm,占油雾量的96%以上,不含固体粉尘; (2) 附着在带钢表面上的油膜在带钢余温100℃的加热下,将有一部分雾化,其颗粒直径小于10μm; (3) 循环乳化液的温度控制在50~55℃, 在它喷射到轧机时,也会产生少量的气溶胶气体,颗粒范围为0.01~5μm,占油雾总量的很少一部分。另外,抽风机在抽取油雾的同时,也将区域内的部分小油滴一同抽走,所以被收集的油雾中油含量很高。经实测,油雾温度为60~80℃, 浓度150~250mg/m3。
二、油雾的净化
油雾中的油主要有两种分布形式:以微粒子状均布在空气中;另一种是以油滴状离散分布在空气中。在油雾净化系统中,油雾通过滤网时粘附在滤丝网上,逐渐凝结成大油滴,然后在重力作用下,回流到废油收集槽。莱钢冷轧2#轧机油雾净化系统的工艺流程如图1所示。在过滤网内凝结成大油滴,通过排污管进入废油池,由污油泵提升至废水处理站集中处理后回用,经过净化后的干净空气经风机排至室外;冷凝的乳化液经过管路收集槽进入废油池,为后序处理降低了负荷。
三、主要处理单元设计及运行参数
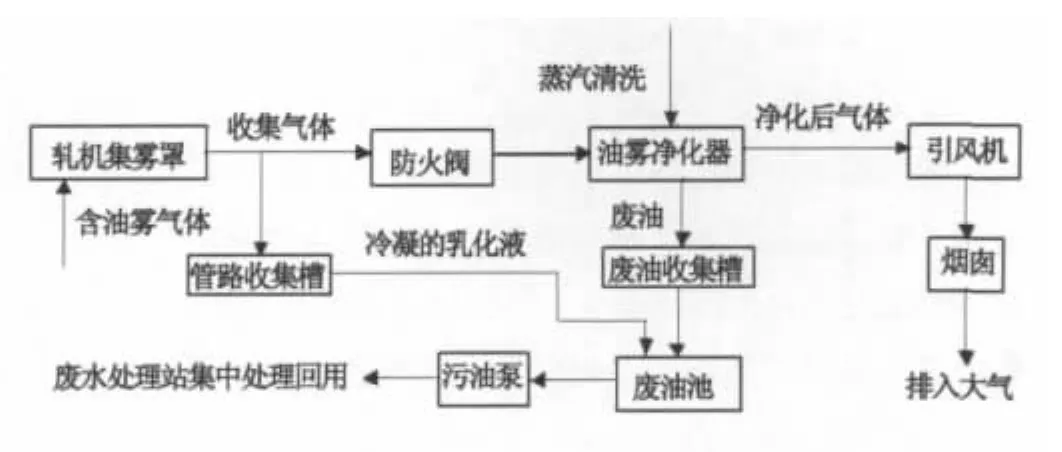
图1 油雾净化系统工艺流程示意图
1.轧机集雾罩
轧机集雾罩采用全封闭设计,提高了排雾系统的排雾效果,集雾罩排出油雾的浓度平均为100~300mg/m3,温度30~50℃。
2.排风管路
排风管路在进入油雾过滤器之前设计有废油收集槽,油雾经集雾罩收集进入排风管路后,油雾温度有所降低,部分油雾液化形成大油滴,先行收集在废油收集槽,尤其是在冬季使油雾内油的浓度可降低20%,有效降低了油雾净化器的处理负荷。
3.防火阀
排风管路上设计采用气动防火阀,质量可靠,且防火阀与排风机、轧机操作系统及CO2灭火系统联锁。火灾发生时,管路温度超过70℃时,防火阀自动关闭,并发出报警信号,同时发出控制信号使排风机及轧机停止运行,并启动CO2灭火系统进行灭火,提高了系统的安全性。
4.油雾净化器
油雾净化器采取三级机械过滤技术,科学的组合,模块化的布置。油雾废气进入过滤器后,先进入10μm级的过滤装置,此级过滤的油雾量最大,然后进入5μm级的过滤装置,之后进入3μm级的油雾过滤装置。经过这三级过滤后,油雾的收集效率达95%以上。过滤网采用多层松散的波浪状不锈钢丝与玻璃丝的混编丝网,当油雾气流通过丝网填层时,通过吸附、扩散、凝聚及过滤等过程,使油雾颗粒逐渐由小变大形成油滴,在重力作用下沿丝网滴入收集槽汇集回收。随着使用时间的增加,为了清除滤网上沉积的油雾及灰尘,设备在各级过滤装置上设置蒸汽清洗系统,由PLC控制多个电磁阀通过时间(30天) 或差压(空负荷运行时风阻+500Pa) 清洗优先选择的模式,控制清洗周期,用蒸汽对过滤层进行逐块清洗,提高了系统的净化效果。同时,油雾净化器过滤网采用U型抽屉式可拆卸立体结构布置,分粗过滤和细过滤,可定期抽出人工清洗,维护管理方便。
油雾过滤器处理风量180 000m3/h,过滤流速1.97m/s,净化效率≥95%,机组阻力500~650Pa,过滤单元数量20个,处理后的含油浓度≤10mg/m3。
5.废油收集槽
废油收集槽内按通风机的全压设计有U型油封,如图2所示。在系统运行前将油封灌满油,避免从油雾净化器收集的废油经油封又以高速(由油雾净化器的前后压差形成)喷至出风段,并随排风排到大气中,导致整个净化系统完全失去作用。
6.烟囱
对照 《大气污染物综合排放标准》 (GB16297-96) 的要求,任何一个排气筒必须同时满足最高允许排放浓度和最高允许排放速率两项指标要求,其高度还应高出周围200m半径范围内的建筑5m以上,根据以上三点要求校核排气筒高度30m可以满足环保的各项要求。

图2 油雾净化系统U型油封示意图
四、运行效果
轧机油雾废气经油雾净化器净化后,优于《大气污染物综合排放标准》 (GB16297-96) 一级标准中的有关规定,排放速率为26.5kg/h,排放气体含油浓度平均为8mg/m3。处理后的废油统一回收,2009年共回收废油88t,年创效益17.6万元。参考文献:
[1]肖翠萍,李永刚.轧制油雾治理技术发展概况 [J].有色金属加工, 2005 (6).
[2]高金林.轧机油雾收集过滤系统的改进 [J].轧钢,2003(1).