高速铁路CRTSⅡ型轨道板几何尺寸检测技术及方法
2010-05-22范叹奇
陈 兴 范叹奇
(铁道第三勘察设计院集团有限公司, 天津 300251)
随着京津城际铁路的成功投入运营,我国无砟轨道铁路客运专线越来越多的开始使用CRTSⅡ型轨道板。CRTSⅡ型轨道板几何精度要求高,可以说没有质量合格、高精度的轨道板就没有高速度的城际铁路。通过检测轨道板的几何外形可以反映轨道板生产时各个工序的状况,并且可以根据检测结果,加强生产过程中的质量控制,保证轨道板质量,最终保证打磨生产按照工期有序进行。
1 基本概念
CRTSⅡ型轨道板:CRTSⅡ型轨道板适用于CRTSⅡ型板式无砟轨道,并在工厂预制,其标准尺寸为6 450 mm×2 550 mm×200 mm,为部分预应力混凝土板[1-2]。
平整度:加工或者生产CRTSⅡ型轨道板时,表面并不会绝对平整,轨道板上几个点实测水平数据与绝对水平之间所差数值,就是平整度(轨道板的几何尺寸值中平整度数值越小越好)。
直线度:直线度是加工或生产CRTSⅡ型轨道板时,本应该在一条直线上的点偏离理论直线的程度,用某点偏离理论直线的距离表示。
钳口距离(小钳口尺寸):钳口距离是指一个承轨台横断面内承轨面向上平移28 mm后与两个钳口面交点之间的距离[1]。
外钳口距离(大钳口尺寸):外钳口距离是指轨道板同一横断面内,左右两个承轨台的承轨面向上平移28 mm后,与左右两个承轨台外侧钳口面交点之间的距离。
2 轨道板检测时的工作内容
在进行轨道板的质量检测中,轨道板的几何尺寸是相当重要的环节,因为每块轨道板上有10对承轨槽,而这10对承轨槽通过标准化的扣件直接承载着钢轨。承轨槽之间的平整度关系和直线度关系将直接影响钢轨的平整程度与线性关系,也就是说影响着后续的列车运行平稳性、舒适性及安全性。
每块轨道板上的10对承轨槽,都有相应的精度指标,这些精度指标在《客运专线铁路CRTSⅡ型板式无砟轨道混凝土轨道板(有挡肩)暂行技术条件》(科技基[2008]173号)(以下简称173号文)都有明确的规定。如CRTSⅡ轨道板成品板的单个钳口距离的指标应满足±0.5 mm的要求[1]。
对轨道板的几何尺寸是否满足要求主要通过以下几项进行评定:直线度、平整度、倾斜度、小钳口距离、大钳口距离这5项指标。
3 仪器设备及工装
CRTSⅡ型轨道板检测时应具备如下仪器设备及工装。
3.1 测量平台[2]
测量平台由6个油压感应器组成,每个感应器连接一个数字化的电子显示仪器,以显示每台油压感应器的受力大小。测量平台的实测照片如图1所示。

图1 测量平台
3.2 观测墩
观测墩应建立在坚实的基面上,墩体固定、牢固。观测墩应当远离工厂生产的繁忙区域,远离噪声源,平时注意不要碰动,螺栓位置定期喷油养护。观测墩的形状见图2。

图2 观测墩
3.3 全站仪
要求全站仪具有自动照准功能,测角精度不低于1″;测距精度不低于±(1+2×10-6D)mm;测量仪器应定期校验、保养[1,3];使用时应具备检校合格证书。
3.4 平板棱镜
图3 测量平板以及棱镜(组合在一起为平板棱镜)
平板棱镜是轨道板检测过程中的重要工具。平板棱镜有两部分组成:测量平板以及棱镜。外形如图3所示。
在选择平板棱镜时要注意:①测量平板两端伸出舌头的倾斜度要合乎规范要求,以使平板棱镜可以和承轨槽内壁贴紧;②棱镜要使用精密棱镜,棱镜常数要进行记录,使用时输入全站仪内。
4 外业操作流程及方法
外业操作流程有如下三个主要步骤。
步骤一:前期准备工作。包括把需要测量的轨道板吊装至测量平台上,并做好关于轨道板板号、轨道板由几号模具生产、轨道板生产日期方面的记录,方便后续的分析和计算。在测量前,要把测量仪器拿到车间里面,仪器取出后,适应环境0.5 h,以减少由于外界温差引起的测量误差,保证测量时的高精度。在测量前,还应该检查测量所使用的平板棱镜的尺寸是否正确,如不正确需要及时进行调整,还要检查棱镜和轨道板表面是否清洁。
步骤二:调整。调整测量平台使被测轨道板处于不受力状态。两侧的两对油压感应器支撑力要调整到每个受力值应占轨道板总重量的14%,中间的一对感应器每个受力占轨道板总重量的22%。这样的受力设置可以保证轨道板由于支撑所引起的自重变形最小。
步骤三:测量。测量需要两个人进行,一人操作仪器,一人摆放平板棱镜,使用仪器的自动记录功能,不需要手工记录数据。测量时不需要设站,以任意设站方式直接采集轨道板上的点的三维坐标,每个轨道板需采集40个点,即每个承轨槽上采集两个点。摆放平板棱镜时一定要注意,要使平板棱镜与承轨槽各个表面密实接触,不留缝隙。
每块轨道板的测量数据存放在一个数据文件中,做好整理和记录,方便后续数据处理工作的进行。
5 内业数据处理
根据CRTSⅡ型轨道板测量的特点,笔者设计出一套解决分析外业采集数据的方法(如图4所示)。
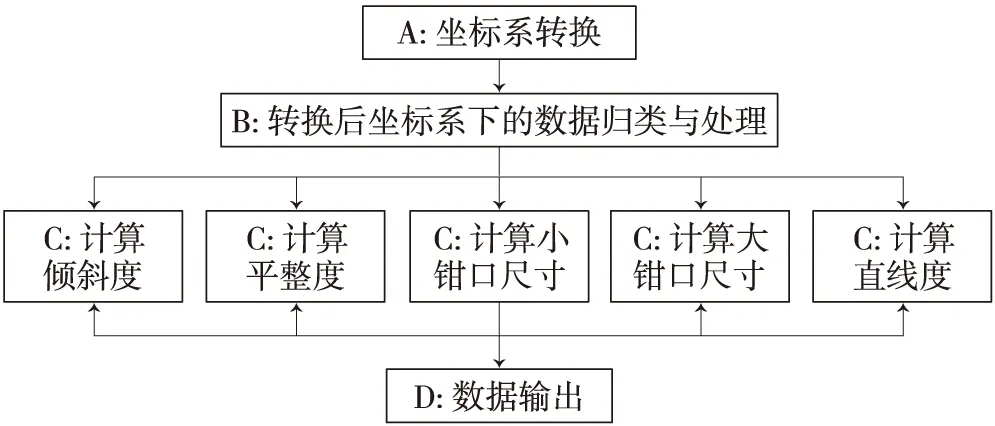
图4 内业数据处理流程
在数据处理时共分A、B、C、D四个步骤进行。其重点和难点在于A部分和C部分。由于是在一块6 450 mm×2 550 mm尺寸上的轨道板上进行坐标系转换,传统测量学中的各种坐标系转换均不适合,笔者参考了相关数学书籍,设计出利用几个固定点来建立坐标系从而进行数据转换的方法。并且利用VB语言进行了程序的实现。
笔者计算出的结果和华东数控的打磨机机床自动化测量出的结果进行比较,取得了一致的成果,从而验证了方法和程序的正确性;并且已经在新建京沪高速铁路客运专线工程中进行了应用,取得了令人满意的效果。
6 结论
对CRTSⅡ型板几何尺寸的检测必要而且重要,希望通过本文的叙述,可以使读者对轨道板的外业检测有更深入的了解,以便于更好的为高速客运专线的建设服务。也希望提供的内业解算步骤和方法可以使读者有所启发。
[1]科技基[2008]173号 客运专线铁路CRTSⅡ型板式无砟轨道混凝土轨道板(有挡肩)暂行技术条件[S]
[2]工管工[2009]104号 客运专线铁路无砟轨道施工手册[S]
[3]铁建设[2007]85号 客运专线无砟轨道铁路工程施工质量验收暂行标准[S]
[4]TZ216—2007 客运专线无砟轨道铁路工程施工技术指南[S]
[5]孔祥元,郭际明.控制测量学[M].武汉:武汉大学出版社,2006
[6]同济大学数学系.高等数学[M].北京:高等教育出版社,2007
[7]铁建设[2006]189号 客运专线无砟轨道铁路工程测量暂行规定[S]
[8]朱颖,等.客运专线无砟轨道铁路工程测量技术[M].北京:中国铁道出版社,2008
[9]GB/T15314—94 精密工程测量规范[S]
[10]铁建设函[2009]674号 高速铁路无砟轨道工程施工精调作业指南[S]
