摩擦焊技术在不锈钢内衬油、套管中的应用
2010-05-11王建权赵建军
王建权 赵建军
(大庆油田创业集团康泰实业公司,黑龙江 大庆 163000)
1 不锈钢内衬油、套管技术应用现状
在工业油、气井管柱中的油、套管及地面管线现场使用中,常有油、套管因腐蚀而发生堵塞、泄漏等问题,而腐蚀的主要原因是普通油、套管抗电化学腐蚀能力差。亟待开发耐蚀性比API-13Cr钢管好且生产成本又可以比双相不锈钢管大幅下降的新油井管。
试验证明采用不锈钢内衬技术制造油管,不但达到了耐腐蚀效果,又降低了生产成本,通过使用摩擦焊(摩擦焊是利用金属焊接表面摩擦加热的一种热压焊接方法,是一项受到广泛重视与欢迎的焊接新技术)技术不但使油、套管本体与腐蚀介质彻底隔离,避免管子本体受到腐蚀,同时也保证了油、套管的抗拉、耐压等机械性能和强度不受影响,解决了管体端部丝扣连接处及接箍的防腐问题,最终降低了生产成本。
2 不锈钢内衬防腐油、套管技术工艺
2.1 技术方案
首先,使用摩擦焊接制造不锈钢内衬防腐油、套管的管体;然后,在管体内嵌入不锈钢内衬,并用氩弧焊将管体端部与内衬焊接封闭;最后,与内嵌有特制橡胶环的接箍装配联接,形成成品。该技术方案具有以下特点:不锈钢短接头与管体通过摩擦焊接焊成一体,焊缝强度高,且该短接头焊后长度仅10mm,加工螺纹后,不影响螺纹连接强度;不锈钢短接头与内衬通过氩弧焊密封焊接,确保管体与内衬间的空隙密闭,可防止管体内壁腐蚀;接箍内嵌入特制橡胶环可防止接箍的腐蚀;工艺过程完全由成熟的加工工艺组成,可靠性强。
关键技术:管体与腐蚀介质的完全隔离技术。如图所示:
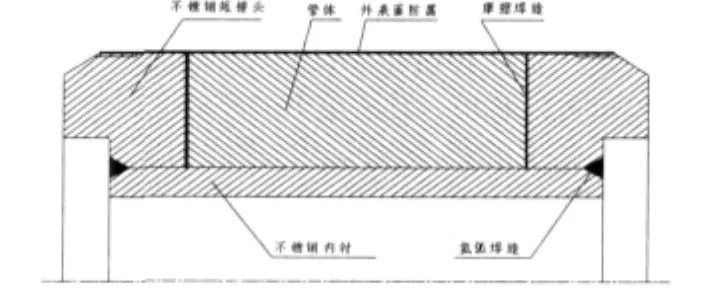
图1 管体与腐蚀介质隔离示意图
接箍与腐蚀介质的完全隔离技术。如图所示:
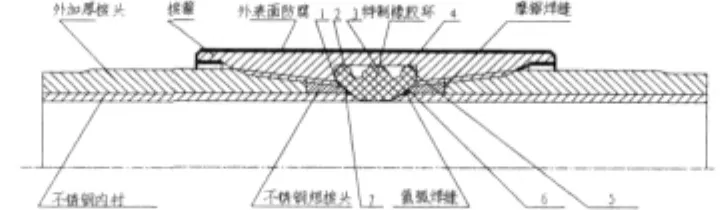
图2 接箍与腐蚀介质隔离示意图
管子端部挤压嵌在接箍内的橡胶环,产生挤压密封。橡胶环与管子端部、接箍共产生7处密封,可将接箍本体内部与腐蚀介质彻底隔离,接箍外表面及端部和止口做防腐处理,保证与腐蚀介质彻底隔离。
技术效果:产品隔离效果好、抗腐蚀能力强;加工费用低,经济效益高。
2.2 工艺流程
2.2.1 不锈钢内衬防腐油、套管生产工艺流程
使用摩擦焊接制造不锈钢内衬防腐油、套管,其主要技术工艺过程为:内衬不锈钢钢管管体、不锈钢短接头、接箍及内置特制耐油耐压橡胶环生产制造;油管除油(专指旧油、套管);管体探伤检测;管体(可以是旧油、套管)的矫直、通径试验;拆卸旧接箍(专指旧油、套管);切掉旧丝扣头、平整管体端面、车基准外圆;将不锈钢短接头焊接在外加厚接头上(专指外加厚油管,平式油管是将不锈钢短接头直接焊接在管体上);一次焊缝热处理(专指外加厚油管);一次去除焊接飞边(专指外加厚油管);将外加厚接头焊接在管体两端;二次焊缝热处理;二次去除焊接飞边;管体内壁喷砂、嵌入内衬不锈钢管;用氩弧焊焊接封闭内衬与管体内壁间的环形空间;管端焊缝整形并加工工艺密封锥度;装配接箍(地面管线不装配接箍);清洗管子内壁、去除铁屑及焊接突起并做通径试验;水力密封试压;外壁喷砂并作防腐处理(镀铝或涂敷);打标识、存储入库;运至现场。
2.2.2 内衬不锈钢管,不锈钢短接头,油、套管外加厚接头,接箍及内置橡胶环生产工艺流程:(1)内衬不锈钢管生产工艺流程。按尺寸下坯料→卷筒→使用氩弧焊焊接。(2)不锈钢短接头生产工艺流程:按尺寸下坯料→精车至尺寸→包装入库(3)外加厚接头生产工艺流程:按尺寸下坯料→调质热处理→精车内孔、外圆→荧光磁粉微裂纹探伤→焊接不锈钢短接头→焊缝热处理→去焊接飞边、整形→精车螺纹→检验→包装入库。(4)外加厚接箍生产工艺流程:按尺寸下坯料→调质热处理→精车至尺寸→荧光磁粉微裂纹探伤→嵌入特制橡胶环→包装入库。
3 技术指标及实验效果分析
本项目是通过对油管管体强度研究,通过计算选取适当材质替换API标准常用油管管体材质,将原钢级油管接头使用摩擦焊焊接至管体两端,保持管端丝扣强度不变,适当调整管体强度,从而使管体与丝扣强度满足等强度设计要求。按照API SPEC 5CT《套管和油管规范》技术标准
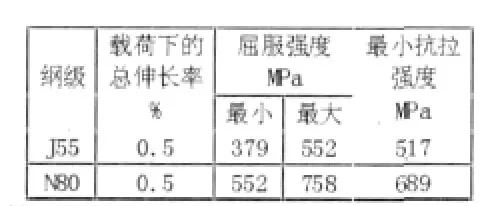
对使用摩擦焊接技术制造的油管按照GB228-87《金属拉伸试验标准》及GB3075-82《金属疲劳试验标准》进行静拉伸破坏性实验及疲劳拉伸破坏性试验过程中,要求制造拉伸试件时将焊口部位置于拉伸试件的中心,在任一次试验过程的所有样件中,实验结果应保证:试验的所有样件不在焊口部位及热影响区范围内发生断裂现象。
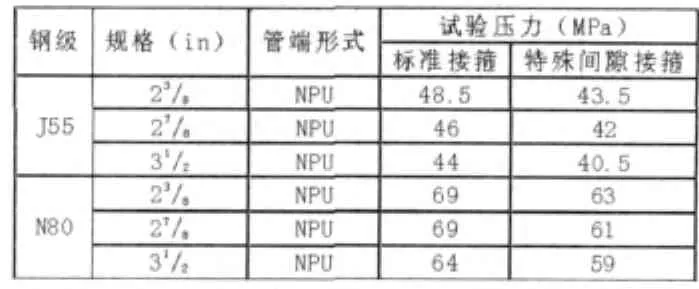
静水压试验指标
摩擦焊接技术从2000年开始被研究应用,其间我们对摩擦焊接焊缝进行了大量的机械性能试验,总结出了切实可行的摩擦焊接工艺参数设计工程数学模型,通过该数学模型设计的焊接参数,我们先后分别试验焊接成功了23/8"、27/8"和31/2"油管及不锈钢与铝合金的焊接,同时在国内首家将摩擦焊接技术应用到对旧油管进行性能加强性改制,通过摩擦焊接技术改制的旧油管在油田应用现场下井使用了10年多时间,焊接质量能够保证油管井下使用要求,改制后的旧油管完全可以替代新油管在井下往复使用。通过10年多时间的技术积累和试验成果,提出将摩擦焊接技术应用到新油管制造,是科学论证和技术发展的必然,该方案在技术上是可行的。
4 市场前景和经济效益分析
摩擦焊在不锈钢内衬油、套管中应用的技术优势(将管体与腐蚀介质有效屏蔽隔离技术),优异的产品机械性能(与普通油、套管达到等强度,选用优质耐酸钢和管体外壁镀铝技术作屏蔽),良好的产品质量(符合SY/T6194-2003《石油套管和油管》技术标准),合理的制造成本,在气井油、套管及三元聚合物驱油管线使用中,一定会为油田进一步降低生产成本、提高经济效益、为油田实现继续稳产这一宏伟目标做出重大贡献。
大庆油田对平式油管的需求量每年约在600万米以上,从我厂对平式油管的制造方案的先进性来分析,油管整体机械系能与传统油管一致,而价格成本得到较低,每米油管价格降低7元钱,如此计算,每年600万米就可以为油田节约投资成本4200万元,具有良好的市场竞争能力。同时,该项目也可为企业创造巨额的经济效益。如果按照该项目市场占有额的50%计算,年可创产值一亿八千万元。
[1]刘政军主编.不锈钢焊接及质量控制[M].化学工业出版社,2008.
[2]秦国志.管道防腐技术(第2版)[M].化学工业出版社,2010.
[3]王洪光.特种焊接技术[M].化学工业出版社,2009.
