钢质浮标(浮体)验收办法分析
2010-05-07杨永升
杨 永 升
(上海佳豪船舶工程设计股份有限公司,上海 201612)
0 引 言
近年来,随着航运经济的发展,为改善辖区通航条件、提升助航效能水平,浮标有了较大的投放。然而,由于钢质浮标(浮体)验收办法尚未建立,导致了浮标验收依据不充分。因此,有必要建立、健全钢质浮标(浮体)验收办法。
1 验收要求
1.1 浮标生产厂家向用户提供浮标时,需同时提供订购合同、发货清单、采购产品清单、采购产品合格证、涂装检测报告、气密性检测报告、无损检测报告、钢材用料清单、合格证等。
1.2 浮标应按规定程序及图样进行生产,浮标整体技术性能应符合设计浮标技术标准。
1.3 同一类型浮标的灯架能互换[1]。
1.4 浮标体气密应保持 0.1~0.15MPa,24h,无漏气;或气密保持0.2MPa,10min,无漏气。
1.5 浮标除需以螺栓连接外全为电焊连接。焊接处不应有气孔、气泡、夹渣、裂纹、漏焊。熔焊金属应沿缝痕均匀分布无咬边及其他缺陷[1],重要焊缝需进行无损检测。
1.6 浮标各部位漆膜应平整,均匀,不露底,不漏涂,无皱皮和流挂。
1.7 浮标各部位涂层的干膜总厚度、涂漆颜色应符合表1[2],表2[2]的要求。
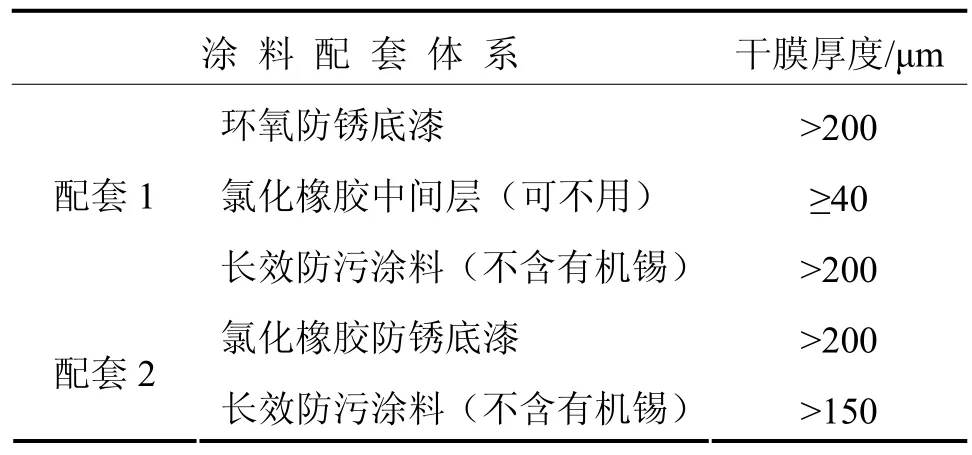
表1 浮标水线以下部分涂料干膜厚度

表2 浮标水线以上部分涂料干膜厚度
1.8 用户收到生产厂家提供的浮标时,可按本要求进行验收。
2 验收规则
用户需对生产厂家提供的每批浮标中抽取10%(不得少于2只)进行验收。如发现有一只浮标验收不合格,应以加倍的数量进行验收。如果仍不合格应停止验收,分析原因,提出处理意见和方法[1]。
3 验收程序
验收程序见图1。
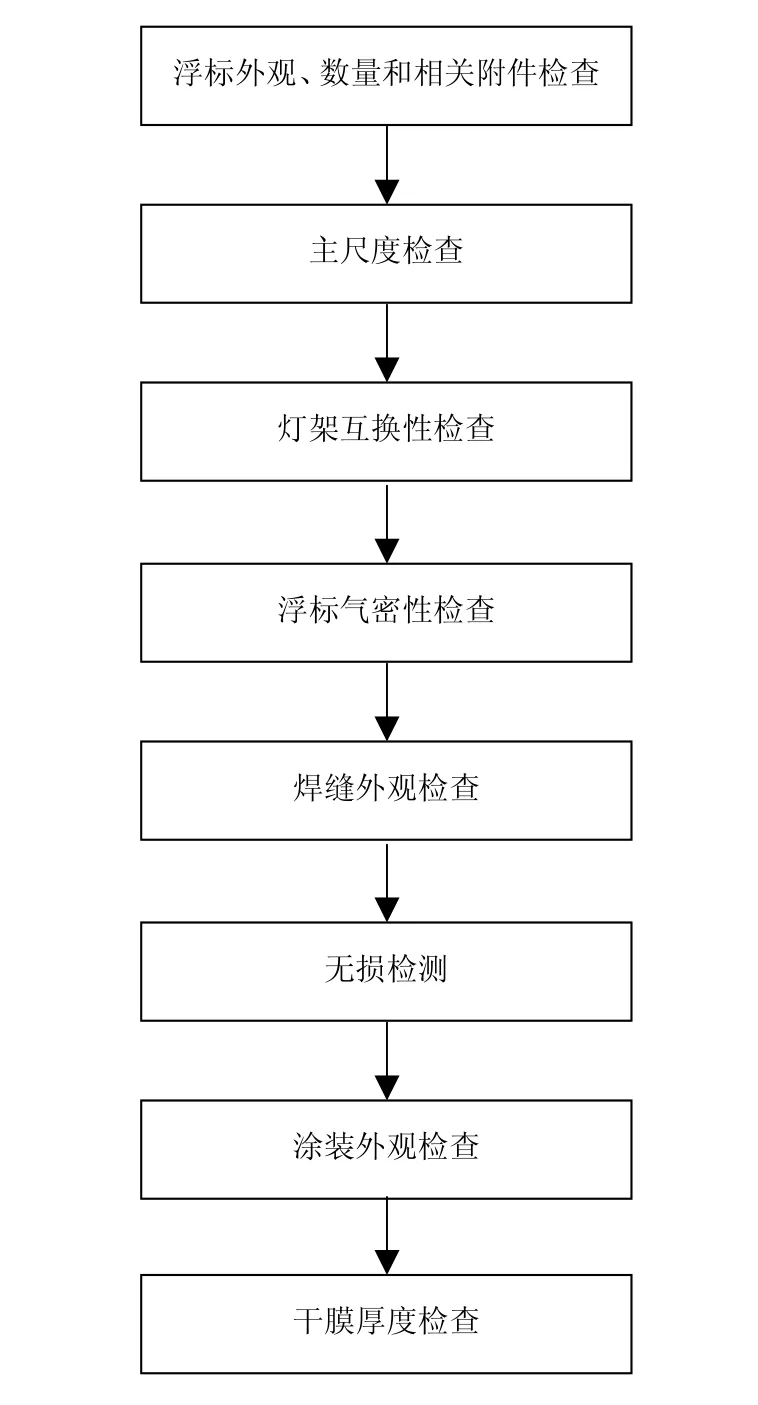
图1 验收程序
4 验收方法
4.1 验收第1.1条时,检查浮标外观、数量和生产厂家提供的各项附件。
4.2 验收第1.2条时,按生产图纸的技术要求及允许公差进行检验[1]。
4.3 验收第1.3条时,将同一类型浮标的灯架合适地安装在任何一个同类型浮标的灯架底座上[1]。
4.4 验收第1.4条时,在浮标体泵入0.1~0.15MPa的气体,保持24h;或者在浮标体泵入0.2MPa的气体,保持10min。然后用肥皂水涂在焊接部位检验有无漏气现象。
4.5 验收第1.5条时,采用目测和无损检测方法。
4.6 验收第1.6条时,采用目测方法。
4.7 验收第1.7条时,按GB/T 13452.2-92进行测定。测定点数,1m2测5点,焊缝等测定确有困难的部位可不予测定。检测应按照两个85%的标准,即:85%以上的测量点测得的涂层干膜厚度应该大于或等于油漆配套要求的标准厚度,余下的15%测量点测得的涂层干膜厚度应该不小于油漆配套要求标准厚度的85%。
4.8 验收第1.8条时,按《钢质浮标(浮体)验收记录表》(略),逐项进行验收。
5 结 语
本办法适用于钢质浮标(浮体)交付使用时,对其进行验收的有关规定和要求。本办法规范了钢质浮标(浮体)验收程序,明确了验收方法,使验收工作具有了可操作性,在一定程度上保证了钢质浮标(浮体)的质量。
[1] 中华人民共和国交通部标准 JT/T 7004-79.浮标[S].1979.
[2] 中华人民共和国交通行业标准 JT/T 760-2009.浮标通用技术条件[S].2009.