浅谈细长轴车削
2010-04-18王大山
王大山
沈阳市装备制造工程学校,辽宁沈阳 110026
1 细长轴的特点
工件的长度L与直径d之比大于25(即长径比L/d>25)的轴类工件称为细长轴。细长轴的外形并不复杂,但由于其本身的刚度低,车削时又受切削力、重力、切削热等因素的影响,容易产生弯曲变形以及振动、锥度、腰鼓形、竹节形等缺陷,难以保证加工精度。长径比越大,加工就越困难。
2 车细长轴的方法
车削细长轴主要是解决工件车削过程中的刚性问题及变形问题。所以车削细长轴的关键就是合理使用中心架和跟刀架,解决工件的热变形伸长及合理选择车刀的几何形状等。
2.1 合理使用中心架和跟刀架
1)中心架的使用。中心架安装在床身导轨上。当中心架支承在工件中间时,工件长度相当于减少了一半,而工件的刚性却提高了好几倍。
安装中心架之前,应先在工件中间车一段安装中心架支承爪的沟槽,沟槽直径略大于工件的尺寸要求,沟槽的宽度大于支承爪的直径。安装中心架后,要使3个支承爪松紧适当,在沟槽上加注润滑油。在车削过程中,要经常检查支承爪的松紧程度,发现松动及时调整。
对于工件中间不需要加工的细长轴,可采用辅助套筒的方法安装中心架。把套筒套在轴的外圆上,调整并拧紧两端3个螺钉,使套的轴线和工件轴线重合。中心架的支承爪支承在辅助套筒的外圆上,其注意事项与支承在工件沟槽中相同。
2)跟刀架的使用。使用中心架能提高工件车削过程中的刚性,但由于工件分两段车削,因此工件中间有接刀痕迹。对不允许有接刀的工件,应采用跟刀架的方法。跟刀架是固定在床鞍上,和车刀一起作纵向运动。跟刀架有两爪和三爪之分。车削细长轴时,最好使用三爪跟刀架,因为使用3个支承爪的跟刀架,能使工件在上下、前后均不能移动,车削稳定,不易产生振动。使用跟刀架时,一定要注意支承爪对工件的支承要松紧适当,若太松,起不到提高刚性的作用,若太紧,影响工件的形状精度,车出的工件呈 “竹节形”。车削过程中,要经常检查支承爪的松紧程度,进行必要的调整。
2.2 减少与补偿工件的热变形伸长
车削时,由于切削热的影响,使工件随温度升高而逐渐伸长变形,称为热变形。在车削一般轴类工件时,可不考虑热变形伸长问题。但是,车削细长轴时,因为工件长,热变形伸长量大,所以一定要考虑到热变形的影响。工件热变形伸长量可按下式计算。
△L=αL△t
式中,△L为工件热变形伸长量(mm);
α为材料的线膨胀系数(1/℃);
L为工件全长(mm);
△t为工件升高的温度(℃)。
例:车削直径为Φ25mm,长度为1 200mm的细长轴,材料为45钢,车削时因受切削热的影响,使工件由原来的21℃上升到61℃,求这根细长轴的热变形伸长量。
解:已知L=1 200mm,△t=61℃-21℃=4O℃,查表45钢的线膨胀系数。
α=11.59×10-6(1/℃)。
△L=αL△t=11.59×10-6×1 200×40=0.556mm
从上例计算可知,细长轴热变形伸长量是很大的。由于工件一端夹紧,一端顶住,工件无法伸长,所以只能使本身产生弯曲。细长轴一旦产生弯曲,车削就很难进行,因此,必须采取措施减少工件的热变形。
减少工件的热变形可采取以下措施:
1)使用弹性回转顶尖
弹性回转顶尖的结构如图1所示。顶尖用圆柱滚子轴承、滚针轴承承受背向力,推力球轴承承受进给力。在短圆柱滚子轴承和推力球轴承之间,放置若干片碟形弹簧。当工件热变形伸长时,工件推动顶尖通过圆柱滚子轴承,使碟形弹簧压缩变形。生产实践证明,用弹性回转顶尖加工细长轴,可有效地补偿工件的热变形伸长,工件不易弯曲,车削可顺利进行。
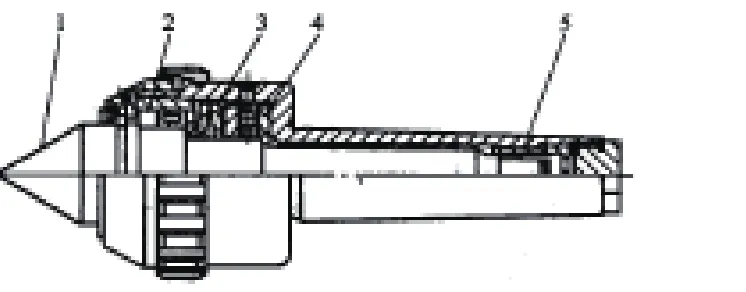
图1 弹性回转顶尖的结构1-顶尖 2-圆柱滚子轴承 3-碟形弹簧 4-推力球轴承5-滚针轴承
2)浮动夹紧和反向进给车削
如图2所示,细长轴采用一夹一顶装夹方式,其卡爪夹持的部分不宜过长,一般为15mm左右,最好用Φ3×200mm的钢丝垫在卡爪的凹槽中。这样细长轴左端的夹持就形成线接触的浮动状态,使细长轴在卡盘内能自由调节,切削过程中热变形伸长的细长轴,不会因卡盘夹死而产生弯曲变形。
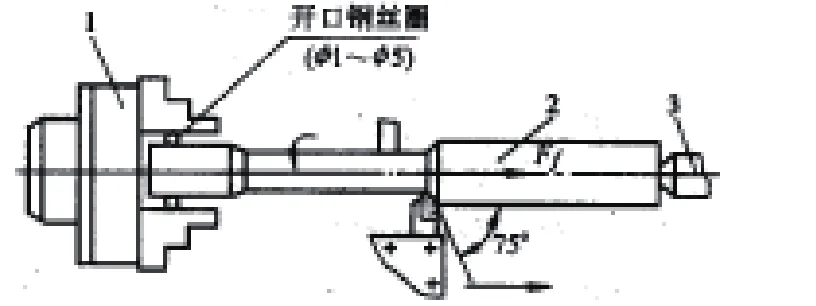
图2 浮动夹紧和反向进给车削1-卡盘 2-细长轴 3-弹性回转顶尖
采用反向进给时,进给力F拉直工件已切削部分,并推进工件待切削部分由右端的弹性回转顶尖支撑并补偿,细长轴不易产生弯曲变形。浮动夹紧和反向进给车削能使工件达到较高的加工精度和较小的表面粗糙度值。
3)加注充分的切削液
车削细长轴时,无论是低速切削,还是高速切削,加注充分的切削液能有效地降低切削区域的温度,从而减少工件的热变形伸长,延长车刀的使用寿命。
4)保持刀具锋利
保持刀具锋利可以减少车刀与工件之间的摩擦发热。
2.3 合理选择车削用量
车削细长轴时,应分粗车和精车,若选用材料为YT 15、形状为图1所示的车刀,粗车时切削用量应选ap=1.5mm~2mm,f =0.3mm/r~0. 4mm/r,v=50m/min~60m/min比较合适。
精车时切削用量应选ap=0.5mm~lmm,f=0.08mm/x~0.12mm/r,v=60m/min~100m/min比较合适。
[1]崔国利.机械加工技术与实训.机械工业出版社,2010.
[2]劳动部教材办公室组织编写.车工工艺学[M].中国劳动出版社,2006.
