卷烟厂蒸汽汽中带水问题的解决
2010-04-12王志杰
王志杰
(河南中烟工业有限公司洛阳卷烟厂,洛阳471003)
卷烟厂的制丝的生产包括叶丝线、梗丝线,这两条线生产的叶丝、梗丝经混丝掺兑后,供卷包车间生产成品卷烟。制丝线的关键设备有回潮机、除杂机、恒温恒湿机、烘丝机、膨胀机、切丝(梗)机等,蒸汽通过相关设备对制丝生产的原料(一般为烟片和烟梗)进行加温加湿,使烟丝的含水率达到20%、温度达到40℃左右。制丝生产线几乎每一道工序都离不开蒸汽,洛阳卷烟厂制丝线生产能力为3000 kg/h,年加工卷烟150亿支,需消耗蒸汽约20000 t。生产线设备的正常运行、产品质量与蒸汽的品质有极大的关系,工艺所需蒸汽要求干度100%和不含有空气等不凝性气体。含有过多水分的湿蒸汽与空气混合后进入气流干燥机,由于在气流干燥机内加热的时间非常短,混合气体中的水滴在蒸发前就被引风机引出干燥机,安装在设备内部的在线温度传感器因为受水滴的干扰导致读数偏低,导致控制系统误操作使设备停机,影响整条制丝线的生产,特别当蒸汽中含水量波动较大时,自动控制程序会要求设备强制预热,频繁启动,导致整个预热时间延长2~4 h,浪费大量能源。另一方面当含有水滴的蒸汽喷到烟丝上时,烟丝就会形成湿团,导致产生的烟丝不合格。
洛阳卷烟厂使用的蒸汽是饱和蒸汽,来自市离烟厂2 km的高新区供热中心,由专管输送,由于输送距离远,沿途温度和压力的降低较多造成蒸汽中含水量大,特别是春夏秋季节,沿途用户停用蒸汽,供热中心用汽负荷降低开启的锅炉数量减少,蒸汽中的含水量就更大;洛阳厂制丝线SH 624B型薄板式烘丝机、SH 93叶丝高速膨胀干燥机、SH 8闪蒸式梗丝膨化与振动流化干燥机的安装部位又恰好处在蒸汽管末端的分支上,蒸汽冷凝水特别容易积存,烟丝工艺质量得不到保证,有时连设备也无法正常运行。为了保证蒸汽的干度,给烟厂除了要求热力公司提高蒸汽的供应品质,以及在蒸汽管道上增加疏水点,选用合适的疏水阀尽可能排除主管道中的冷凝水外,还对制丝线蒸汽管网进行了优化改造。
改造首先将制丝线SH 624B型薄板式烘丝机、SH 93叶丝高速膨胀干燥机、SH 8闪蒸式梗丝膨化与振动流化干燥机接在分支管上的蒸汽用管,改为直接接在由分汽缸引来的主蒸汽管上,即由“末端”改为“入口端”,同时在蒸汽管网低位设计相应的脱水装置,一旦冷凝水量突然加大能够及时疏水。同时,改造对设备供汽路线进行了重新安排,其中东排梗丝线蒸汽管道改造见图1。
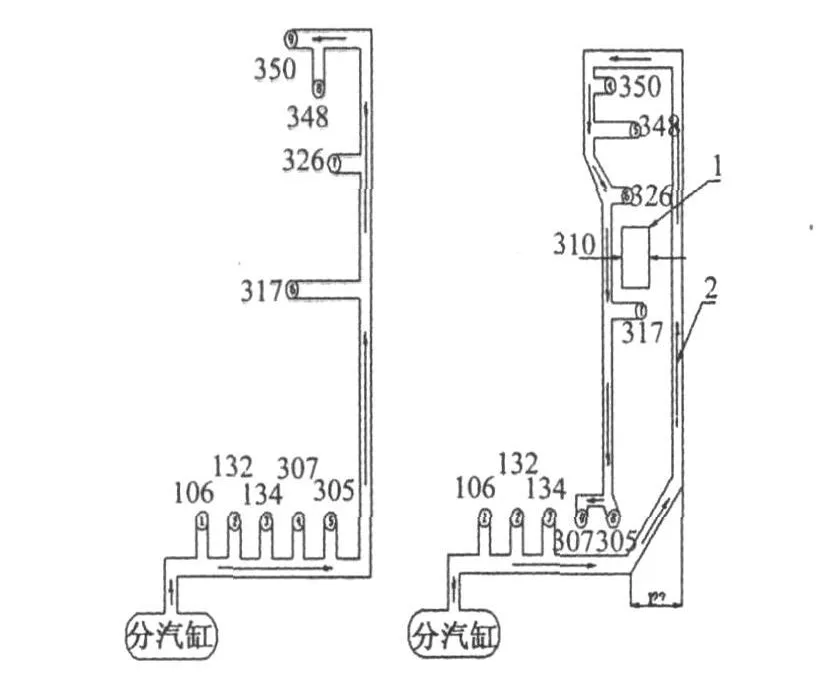
图1 东排梗丝线蒸汽管道改造示意
该管道原有用户九个,前五个用户与后四个用户之间有较长的一段距离。改造工作保持前3个设备的供汽安排;主管在供第3个用户134烟片蒸梗机后升高1 m,直接连到350流化床式干燥机,该干燥机被调整为该管网的第四个用户,也是改造段的第一个用户;改造段以后第二到第六个用户依次为348蒸汽喷射器,326烟梗回潮机,317烟梗回潮机, 305洗梗机和307刮板蒸梗机。改造在134和350两个用户之间形成了能够储存800 kg冷凝水的管道系统。西排梗丝线蒸汽管道改造见图2,改造前蒸汽主管供汽的次序依次为223叶丝回潮机、220超级回潮机、235薄板式烘丝机、225叶丝高速膨胀干燥机;改造后次序依次为225叶丝高速膨胀干燥机、235薄板式烘丝机、220超级回潮机、223叶丝回潮机。改造中将主管的终端加长,回接一根管子至该管路第四个用户223叶丝回潮机上;去往第一用户225气流干燥机的蒸汽管道从主管顶部引出,升高1 m后下接该设备;去往第二用户235薄板式烘丝机的蒸汽管道沿改造后的主管顶部引出,升高1 m后下接该设备;去往第三用户220超级回潮机的蒸汽管道从主管下边引出连接该设备。223叶丝回潮机处加装24m的DN 108管道,在225和223两个用户之间形成了能够储存560 kg冷凝水的管道系统,疏水装置管径增加到DN 32直排。
改造工作还包括对蒸汽管网的疏水装置进行完善。生产线的蒸汽管道和分汽缸装原来装有spirax疏水阀,用汽设备前的减压站安装了汽水分离器,基本上可以解决蒸汽中的含水问题。为了进一步降低蒸汽中的含水率,用蒸汽设备的进口管道上单独安装一台汽水分离器,蒸汽在进入设备前通过该汽水分离器将蒸汽中水分完全排除掉。叶丝回潮机处将疏水装置管径由DN 20改为DN 32,并增加直排。将联合工房分汽缸房内的分汽缸直排管管径由DN25改为DN 40,并更换原疏水阀,提高疏水效率。另外,由于每天晚上23点至早上7点的时间段,制丝线不用蒸汽,该段时间蒸汽冷却后冷凝水积存现象严重,因此还制定了一套蒸汽使用操作方法,指导对不同的设备选择不同的时间段进行合理疏水,使改造后蒸汽管网设施发挥出最优效果。改造前,制丝线设备运行情况不稳,时常出现汽中含水量大,造成设备的温、湿度不稳,无法正常生产的问题;改造后,生产过程中出现含水量大时,只需在两个末端打开直排即可保证两线蒸汽供应品质稳定,制丝重点工序蒸汽供应品质明显提高,见表1。
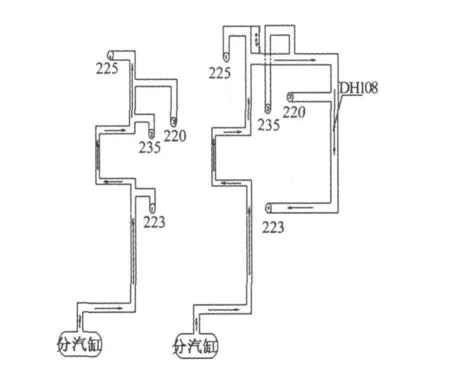
图2 西排叶丝线蒸汽管道改造示意图
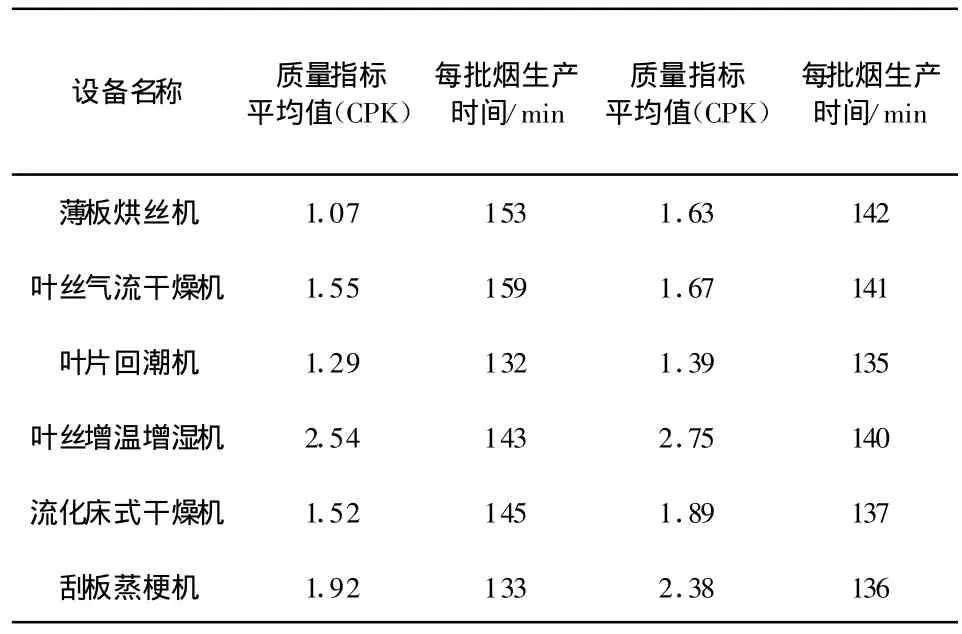
表1 制丝线蒸汽管网改造前后效能对比表
从表中可以看到,制丝线关键设备出口水分CPK值上升约20%。设备运行效率明显提高,因“汽中带水”现象影响SH 624B型薄板式烘丝机、SH 93叶丝高速膨胀干燥机、SH 8闪蒸式梗丝膨化与振动流化干燥机等设备正常工作的频次明显降低。蒸汽工作压力符合设备运行需要和工艺要求,大大降低了设备的预热时间,保证了制丝线生产加工进度和产品质量。平均每批烟生产时间缩短约10 min,大大降低了能源消耗量。
