图像处理在X射线焊缝检测机器人焊缝识别中的研究
2010-04-11关榆军董翠英
关榆军,董翠英
GUAN Yu-jun, DONG Cui-ying
(唐山学院 信息工程系,唐山 063000)
图像处理在X射线焊缝检测机器人焊缝识别中的研究
Research of imagine processing in weld identifi cation of x-ray weld inspection robot
关榆军,董翠英
GUAN Yu-jun, DONG Cui-ying
(唐山学院 信息工程系,唐山 063000)
本文针对管道施工时X射线管道焊缝焊接检测,提出对二值化后的焊缝图像采用MPP法获得焊缝的边缘特征,并通过相关匹配法进行焊缝图像的中心定位,根据焊缝位置发出相应控制指令控制检测机器人的运动速度及方向,从而达到机器人准确定位焊缝的目的。
图像处理;MPP;相关匹配
0 引言
管道是石油、天然气、核工业、给排水等领域的重要物质输送工具。管道焊缝焊接质量直接关系到管道的安全运行和使用寿命。因此,在管道施工中,必须对焊缝进行严格的质量检测。管道焊缝准确定位是管道焊缝质量检验的前提和保证。现有的焊缝检测机器人需要操作者遥控机器人在管道内部移动,通过机器人携带的CCD来采集焊缝图像并传送至外部的监控器管道内情况。当监视器屏幕显示焊缝时,操作者控制机器人准确定位焊缝,并进行X光照射,对焊缝进行检测。人工操作定位准确率较高,但效率极低。为提高管道焊缝检测机器人的自动化程度。本文提出了采用MPP法获得焊缝的边缘特征,并通过相关匹配法进行焊缝图像的中心定位,可根据焊缝位置发出相应控制指令控制检测机器人的运动速度及方向,从而可将机器人可靠、准确、快速地牵引至焊缝处,实现焊缝自动定位任务。
1 X射线焊缝检测机器人工作原理

图1 X射线焊缝检测机器人工作原理
X射线焊缝检测机器人主要由CCD摄像头、图像采集卡、无线传输模块、PLC控制器和驱动装置等构成,其工作原理如图1所示。由CCD采集管道图像,从图像中识别出焊缝位置,然后根据位置控制机器人运动并最终定位在焊缝处。
2 焊缝图像预处理
用CCD采集的焊缝图像中包含很多噪声以及在无线传输过程中不可避免的产生干扰[1],因此在图像的特征分析之前,首先要对焊缝图像进行预处理,滤除噪声干扰,然后才能具体分析整个图像的信息。
2.1 焊缝图像增强
为了保证对焊缝图像的正确识别,首先对焊缝图像进行图像增强处理。图像增强处理分为基于空间域的增强方法和基于频率域的增强方法,频域增强要通过对图像二位傅里叶变换后进行,算法较复杂,所以对焊缝图像采用空域滤波增强。中值滤波是一种非线性平滑滤波,在一定的条件下可以克服线性滤波所带来的图像细节模糊问题,而且对过滤脉冲干扰非常有效。中值滤波是用一个有奇数点的滑动窗口,将窗口中心点的值用窗口各点的中值代替。
其数学描述为:
若S为像素(i0,j0)的邻域集合,(i,j)表示S中的元素,f(i,j)表示(i,j)点的灰度值,|S|表示集合S中元素的个数,Sort表示排序,则对(i0,j0)进行平滑可表示为:
具体操作步骤如下:
1)将模板在图中漫游,并将模板中心与图中某个像素位置重合;
2)读取模板下各对应像素的灰度值;
3)将这些灰度值从小到大排成1列;
4)找出这些值里排在中间的1个;
5)将这个中间值赋给对应模板中心位置的像素。
2.2 焊缝图像的二值化
焊缝图像滤波后必须进行二值化处理。二值化处理利用图像中要提取目标物与背景的差异,把图像视为具有不同灰度级的两类区域的组合。其主要有两种方法:
1)空间域的区域增长分割方法,该方法有很好的分割效果,但缺点是运算复杂,处理速度慢;
2)鉴于度量空间的灰度阈值分割法。这种方法利用图像中要提取的目标物与背景的差异,把图像视为具有不同灰度级,将图像分成若干部分,每一部分对应于某一物体表面,在进行分割时,每一部分的灰度或纹理符合某一种均匀测量度量。
本文采用自适应阈值分割法,当选定阈值为T时:

本文根据直方图中灰度分布特点,可求得不同帧图像的最优阈值。
3 焊缝图像边缘检测
在图像中,边界表明一个特征区域的终结和另一个特征区域的开始,边界所分开区域的内部特征或属性是一致的,而不同区域内部的特征或属性是不同的。焊缝图像的边缘检测正是利用焊缝和背景在灰度上的差异来实现的。经过多次实验,本文采用的是MPP(Minimum perimeter polygons,最小周长多边形) 算法确定图像边界,查找MPP的步骤如下[3]:
1)获取细胞联合体;
2)获取细胞联合体的内部区域;
3)以4连接顺时针坐标序列的形式获得步骤2)中的区域的边界;
4)获得4连接序列的链码;
5)从链码中获得凸顶点(黑点)与凹顶点(白顶点);
6)使用黑点作为顶点构造一个初始多边形,在进一步的分析中删除位于该多边形之外的任何白顶点(在多边形边界上的白顶点将保留);
7)用剩余的黑白点作为顶点构造一个多边形;
8)删除所有未能凹顶点的黑点;
9)重复步骤7)与步骤8),直到变换停止。
按照上述步骤可得到焊缝图像的边缘信息。
4 焊缝图像的相关匹配
4.1 相关匹配
相关匹配法是图像匹配中广泛应用的一种匹配算法,具有较强的噪声抑制能力、计算简单以及易于硬件实现等优点。
设模板为T,尺寸为K×L,被搜索图像为S尺寸为M×N,模板覆盖下的图像为S(i,j),(i,j)代表子图左手角像素点的坐标。可以采用归一化的相关函数作相似性测量:

由式(1)可见,用相关法进行图像匹配的计算量很大,因为模板需要在(M-K+1)×(N-L+1)个参考位置进行相关函数计算。
4.2 用相关理论与FFT相结合计算相关匹配
通常空间相关的计算采用直接计算相关的方法实现,此方法在对实时性要求较高的条件下,对处理器的处理速度要求较高,在实际实现中总是依靠专用处理硬件如:DSP处理器,来实现的。若在频率域实现相关运算[4],即利用相关定理来进行相关计算,可使计算量大幅减少,同时可进一步提高处理速度。
用相关定理与FFT相结合计算相关,如图2所示:首先分别计算模板T与焊缝图像S的二维FFT,得到各自的频谱;然后对模板的频谱求复共轭,再将其焊缝图像S的频谱对应相乘;最后,对上述乘积进行二维的FFT逆变换,其结果即为所求的相关图像,相关图像中最大的值对应的横坐标位置即为最佳匹配点。根据位置发出指令信息,控制机器人前进、后退;如果出现多个最大值点,即匹配位置有许多,则说明该帧信息不包含焊缝,应保持控制机器人匀速前进。
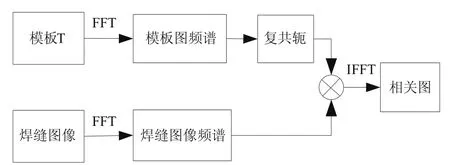
图2 利用FFT计算相关图像的最大相关值
5 实验与总结
为了验证焊缝识别算法的可行性, 用X射线机器人采集到的典型焊缝图像在Matlab软件中进行仿真研究,相关匹配模板如图3所示。仿真结果如图4(a)所示,图4(a)~(c)分别为采集的焊缝图像,灰度化的图像和中值滤波后的焊缝图像,图4(d)~(f)分别为焊缝图像二值化的图像、提取边缘的图像和显示焊缝中心位置的图像。确定焊缝中心的相对位置后,可以向PLC发出控制信号,控制X射线焊缝检测机器人前进、后退或停止,最终实现焊缝的精确定位。

图3 相关匹配模板
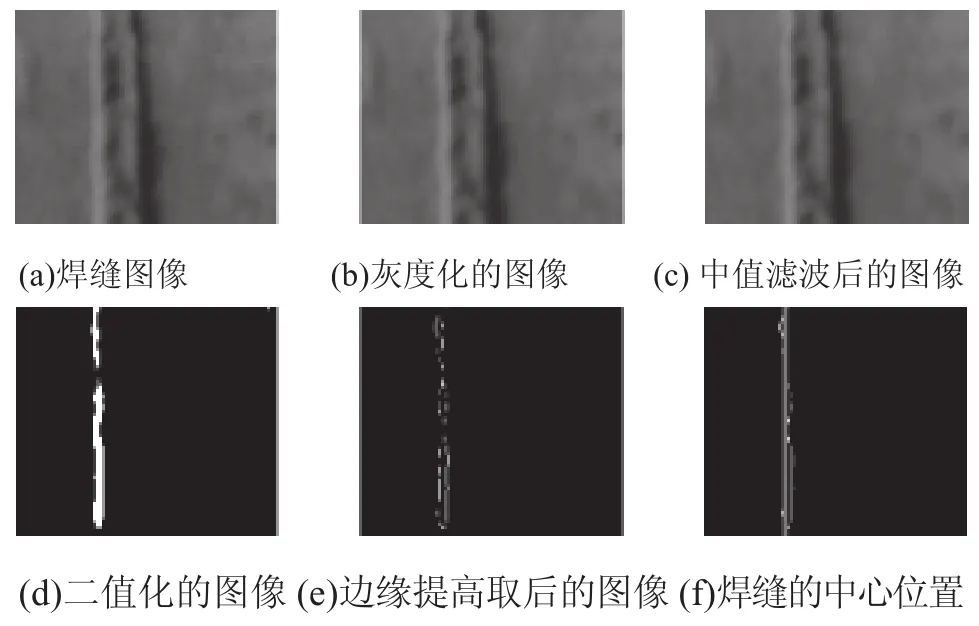
图4 焊缝图像及处理后的图像
[1] 李冰,张华,等.改进型均值滤波对水下焊缝图像的去噪[J].光电工程,2006,(5):192-195.
[2] 林兰极,王库,等.基于DSP的石油管道焊缝检测机器人系统[J].电子测量技术,2007,(1):144-146.
[3] Rafael C.Gonzalez.Digital Image Processing[M].北京:电子工业出版社,2006.
[4] William K.Pratt.Digital Image Processing[M].北京:机械工业出版社,2005.
TN919
A
1009-0134(2010)10(下)-0014-03
10.3969/j.issn.1009-0134.2010.10(下).04
2010-04-05
唐山市科学技术研究与发展指导项目资助
关榆军(1958 -),河北山海关人,教授,研究方向为智能控制。
