3D模块金丝键合在线检测技术研究
2010-03-23李孝轩许立讲严仕新
李孝轩,许立讲,纪 乐,严 伟,严仕新
(1.南京电子技术研究所,江苏 南京 210039;2.苏州德天光学技术有限公司,江苏 苏州 215124)
3D组装技术是在混合微波集成电路(HMIC)基础上发展起来的新一代微波封装和互连技术,它是将多个MMIC/ASIC芯片和其它元器件通过金丝键合技术组装在三维微波多层电路互连基板上,形成高密度、高可靠和多功能的电路组件[1]。金丝键合“多”、“微”、“杂”,对组件的质量至关重要,本文将对批量自动化金丝键合后的键合质量如何进行快速有效的无损检测进行深入研究。
1 微波多芯片模块自动化生产对在线检测的迫切需求
3D封装又叫立体封装,使平面级封装变为立体级封装,3D封装技术开发和利用了第三维空间,是一种充分利用了长和宽以外的高度空间的封装技术[2]。
3D封装的优势:更轻和更小;更短的连接结构;更高效的性能;更低的系统成本。
3D封装的基本类型:
(1)芯片级堆叠(3D Die stacking):通过焊线和晶圆凸点实现芯片叠加,实现电路连通,主要应用于数子设备和存储装置。如图1所示。

图1 芯片级堆叠
(2)基板级堆叠(3D Substrate stacking):数字模块(见图2)和LTCC基板级射频模块(见图3)等。

图2 数字模块
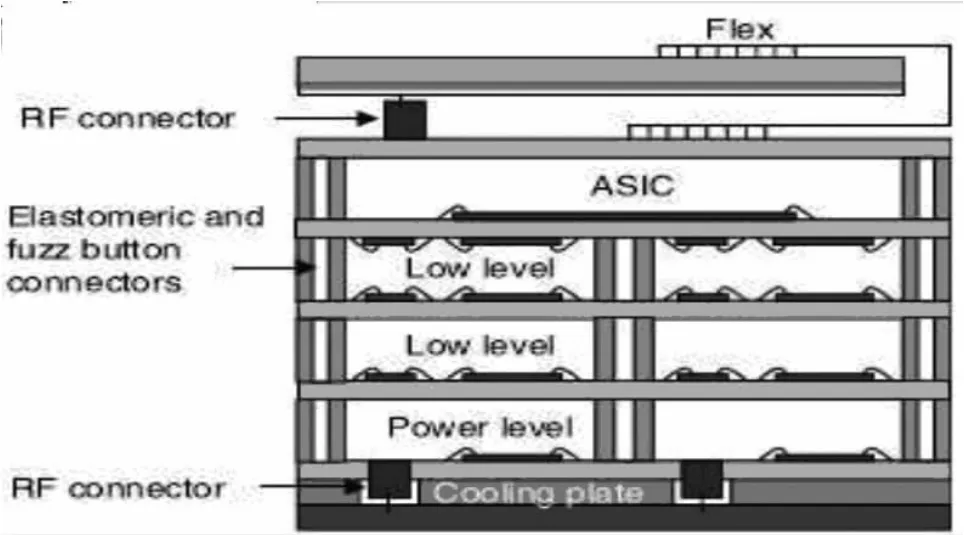
图3 LTCC基板级射频模块
(3)器件级堆叠(3D Package stacking):SIP系统级封装堆叠,更加复杂的多芯片模块叠加。见图4。

图4 多芯片模块叠加
微组装技术在通信领域获得了较快的发展,在手机中的应用尤其迅猛和较高的成熟度。手机已成为高密度存储器最强、最快的增长动力,它正在取代PC成为高密度存储器的技术驱动,在2008年手机用存储器可能超过PC用存储器。用于高端手机的高密度存储器要求体积小、容量大,势必采取芯片堆叠。
其次,在军事通信、雷达测控等领域也获得较快的进展,在我们的产品中正开发应用三维LTCC多层基板及型腔结构基板和相应的立体组装技术的研究。
在使用微组装技术生产微电子产品的全过程中,根据有关资料,失效类型和比例为:有源器件31.3%、线焊(金、铝、铜丝、带键合)23.2%、沾污21.4%、基片8.9%、外壳封装6.3%、芯片贴装1.8%、其它7.1%。可见线焊(金、铝、铜丝、带键合)的失效比例排在容易发生质量问题的第二位,这是由于一个微电子产品的模块中金丝的数量很多,只要一、两根金丝发生失效,就会危及这个微电子模块乃至整机系统的正常工作。因此,确保金丝键合质量就显得十分重要。已有专文对键合前的键合工艺规范进行校验确认的统计过程控制的研究,发现了金丝键合操作人员与设备间的适应性问题,对优化设备和人员配置,为操作人员提高键合技能和保持稳定的工作状态起到了一定的积极作用[3]。采用自动化的键合设备将避免人和设备的匹配性问题,组件模块内所有的金丝、金带可以通过一个程序完成,键合的跨距和拱高的一致性都能得到精确控制。
为了实现微波多芯片模块的批量化可靠生产,在其生产流水线上于模块的自动金丝、金带键合后增加一个自动光学检测设备(AOI),对模块中的几百乃至上千根金丝进行检测,以代替人工检测(容易漏检和速度慢)。
2 微焊点自动光学显微检测仪的用途和意义
“微焊点自动光学显微检测仪”是针对电子信息产业在采用最新的一代电子、信息产业制造革命-3D封装时对集成电路封装、微组装、陶瓷电路封装、以及半导体封装内的金属线安装键合状态及导电胶填充和印刷状态的检测。检测在3D封装时的微小金属线的断线、微小金属线的脱焊、串线、短路、无线、偏线以及导电胶填充、印刷的不良状态的检测、陶瓷电路冲孔的不良状态的检测等等和3D封装在组装、键合时出现的断路、引线浮起、虚焊、偏移、少锡、短路、无锡等的检测[4]。
微焊点自动光学显微检测仪分为三部分:光学部分、图像处理部分和运动控制部分。它的基本原理是:先通过运动控制部分将相机移动到指定的检测位置,然后通过光学部分获得需要检测的图像;通过图像处理部分来分析、处理和判断从而达到实现检测的目的。图像处理部分需要很强的软件支持,因为各种缺陷需要不同的计算方法用计算机进行计算和判断。有的自动光学检测设备的软件有几十种计算方法,例如红绿蓝各自所占的比例、彩色、合成、求平均、求和、求差、求平面、求边角以及辛群和方差等等[5,6]。
传统的自动光学检测仪目前有许多成熟的图像分析技术,包括模板匹配法(或自动对比)、边缘检测法、特征提取法(二值图)、灰度直方图法、傅里叶分析法、光学特征识别法等,每个技术都有优势和局限。这些算法总的说来是通过一定的数学算法来建立一个标准的数学模型,然后以这个模型为标准与待检图像进行对比即图像对比法、分析得出待检品是否合格,如不合格,那么属于哪类不合格、从而对不合格产品进行分类,进而分析不合格产品产生的原因,并将这些原因,及时地通知上游生产线对错误进行及时纠正。如片状电容或QFP,并用该信息产生一个刚性的基于像素的模板,在检测位置的附近,传感器找出相同的物体,当相关区域中所有点进行评估之后,找出模板与图像之间有最小差别的位置停止搜寻,系统为每个要检查的物体产生这种模板,通过在不同位置使用相应模块,建立对整个板的检查程序,来检查所有要求的元件。由于元件检测图像很少完全匹配模板,所以模板是用一定数量的容许误差来确认匹配的,如果模板太僵硬,可能产生对元件的“误报”;如果模板松散到接受大范围的可能变量,也会导致误报。
微焊点自动光学显微检测仪的主体算法是采用拓朴法。拓朴法是研究多维物体的点、线、面、体积的动态的多维图形变化规律的科学。这一算法的优点是能很快地捕捉多维图像变化的各种规律,以规律而得出科学的结论,因而它是一种智能型的算法。
3 在线键合金丝检测技术研究进展和典型缺陷检测
3.1 模块自动进、出料
为了实现在线检测,必须完成模块从键合机出料口出来后自动进入检测仪,在完成检测后,能自动走出,流转到下道工序,我们在机器中设计了运行导轨,高度与前后设备一致,在设备进出口设置感应器,与前后设备间配置了SEMAMA的信号控制接口。通过设备软件程序的控制,完成了模块在检测仪上与前后道的节拍控制和自动进出料。
3.2 条形码设别和质量信息的存储和远程传输
模块在线上流转的批量很大,必须即时处理相关质量信息,我们对每个模块进行了条形码制备、粘附和识读技术的研究,开发了软、硬件条件,实现了微波多芯片模块的身份设备和相应检测信息的存储,并实现了质量数据和图片信息的远程传输,便于在线和离线质量信息的统计,为统计过程控制打下坚实的基础。
3.3 图象扫描与合成
由于金丝直径(25μm)很细,其检测要求远高于SMT表面组装印制板上片式元器件的检测,通过传动机构的优化设计、镜头放大倍率的提升、环行灯光颜色亮度的控制,图象扫描与合成软件开发,终于消除了原先图形的玛塞克现象,达到了2μm的高分辨率。
3.4 典型缺陷检测
在上述研究成果的基础上,在模拟和实际产品上进行了定位基准的设别一致性考核试验,对同块基板,数次进出,原先存在定位基准设读出错现象,通过分析,改变道轨的松紧度、阻挡块设定、搜索范围调整及软件程序优化,解决了同块基板进出基础设别的重复性问题。
在此基础上完成了:错位、无线和断线等典型缺陷的检测(见图5、图6、图7)。在组件中的密集引线检测中存在一定的误报率,还有待进一步的研究。尚需对不同LTCC基板由于烧结过程的收缩率差异造成的检测难点进一步研究检测算法和对前道进行一致性的控制。

图5 错位缺陷的检出

图6 无线
4 结论
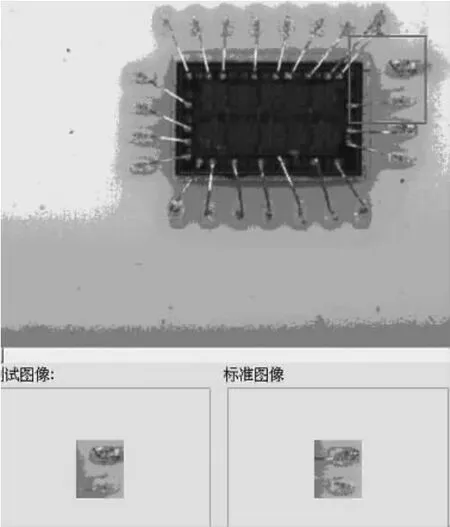
图7 断线
我们目前已实现微波多芯片模块自动键合后的自动光学检测,检测出相应典型缺陷,很好地满足了产品生产需要。
我们认为在未来检测设备的需求上应采用高速、高精度的线性电动机传动和控制系统,采用可变焦、可编程的软件控制技术解决多芯片模块应用三维立体组装LTCC腔体基板带来的大景深测试需求。
[1]李孝轩,李冰川,禹胜林.模糊判别法用于金丝键合拉力强度提高的工艺优化[J],电焊机,2008,38(9):50-53.
[2]李元萍,吕香莉.SPC法-未来电子组装产品质量的保证[J].电子工艺技术.1999,20(1):39-41.
[3]李孝轩,丁友石,严伟.统计过程控制用于金丝键合质量控制研究[J].电子工艺技术.2009,30(6):346-348.
[4]计红军,李明雨,王春青.超声引线键合点形态及界面金属学特征[J].电子工艺技术.2005,26(5):249-253.
[4]晁宇晴,杨兆建,乔海灵.引线键合技术进展[J].电子工艺技术.2007,28(4):205-210.
[5]李元萍,吕香莉.SPC法-未来电子组装产品质量的保证[J].电子工艺技术.1999,20(1):39-41.
[6]吕青霞.再流焊工艺的统计过程控制[J].电子工艺技术.1999,20(2):82-83.
