C6132车床数控改造案例分析*
2010-03-22欧阳全会
李 英 欧阳全会
(武汉交通职业学院,湖北 武汉 430065)
随着机电一体化技术的迅猛发展,数控机床的应用已日趋普及,机械制造业越来越多的采用数控技术改善生产加工方式,用以解决现代机械制造中结构复杂、精密、多变零件的加工问题。然而,从目前企业面临的情况看,因数控机床价格昂贵,一次性投资大,使得企业难以承担,因此,对普通机床的数控化改造就显得非常必要。
1 C6132数控化改造的背景
武汉神力齿轮制造有限公司根据加工的产品零件工艺的需要,与有关方面合作,对该公司的旧普通车床 C6132进行数控化改造。本文在调研的基础上,分析这一过程,阐释笔者的体察。
1.1 利用少量资金进行数控化改造可以发挥明显效益
我国在信息技术改造传统产业方面比发达国家落后,起步较晚,如我国机床拥有量中,数控化率与国外相比还处于较低的水平,因此每年都有大量机电产品进口。这也就从宏观上说明了机床数控化改造的必要性和迫切性。
1.2 数控机床比传统机床有以下突出的优越性
数控机床可以加工出传统机床加工不出来的曲线、曲面等复杂的零件,加工零件的精度高,尺寸分散度小,使装配容易,不再需要“修配”,可以实现加工的自动化,而且是柔性自动化,从而效率可比传统机床提高 3~7倍,拥有自动报警、自动监控、自动补偿等多种自律功能,因而可实现长时间无人看管加工,实现多工序的集中,减少零件在机床间的频繁搬运。
以上这些优越性是传统机床机械加工不可比拟的,是对传动加工机床及工艺手段的突破。完成数控技术改造项目,能使企业生产技术力量有较大的提高,增强企业的市场竞争能力,才能使企业更好的持续发展。
2 数控化改造的内容
神力公司原有较多的 C6132普通车床,用数控技术对 C6132车床进行改装,不仅可提高机床精度,提高生产率,大大减轻工人的劳动强度,减少对工件夹具的投资和数量,且适合公司的发展需要。
改造 C6132车床的基本思路是把原来的机床进行大修,只保留机床导轨、主轴、溜板、尾座等部件,其余的全部撤除。带之以滚珠丝杠和步进电机,用数控系统来驱动各轴的运动。经过严密的计算和论证,选择丝杠和驱动电机,选择控制系统和设计控制电路,布置各控制元件。数控系统采用广州数控设备厂生产的 GSK980-TE型数控系统,可靠性好,功能强大。
2.1 机械部分的改造
机械部分的改造是在原机床的基础上,去掉挂轮箱(保留三星齿轮)、进给箱、溜板箱、刀架部分,保留大拖板、中拖板;拆掉手动刀架和小拖板装上数控刀架;拆掉普通丝杆、光杆进给箱、溜板箱,换上滚珠丝杠螺母副。
树立品牌意识,提高对品牌建设、品牌营销的认知,积极主动地响应政府号召,进一步加强品牌建设,提升相关旅游产品的知名度和市场影响力,形成品牌效应。
把 C6132普通车床改成数控车床的主要改造部位:主电动机和水泵电动机能分别通过 M03、M04、M05、M09等指令来进行控制;把原来的手动进给改成微机控制,实现二轴联动;为实现螺纹车削在主轴后端加一光电编码器用波纹管连接。
光电编码器的安装利用挂轮箱中的三星齿轮,找到与主轴传动比为 1∶1的传动齿轮,采用同心套通过一个固定支架与光电编码器相联,结构示意图如图 1所示。
纵、横向丝杠的改造去掉机床的进给传动系统,安装上滚珠丝杠、减速器接口、步进电动机。X轴传动比为 5∶3,Z轴的传动比为 1∶1。这类小型机床在中间设置一级传动结构的目的是提高伺服电动机的使用寿命。对于瞬时性的快速启停起到一定的缓冲作用。改造后机床的传动进给示意图如图 2所示。
2.2 电控部分的改造
C6132普通车床的电气控制采用的是继电器、接触器等组成的逻辑控制系统,机床主轴的启停由开关操作控制,主轴的正、反转由机床的摩檫片离合器完成控制。数控化改造后,主轴控制采用数控系统逻辑输出信号控制,完成主轴的启停,正、反转可编程控制。增加立式电动回转刀架控制的强电控制的继电器、接触器。电控部分改造后相关细节说明如图 3至图 6。
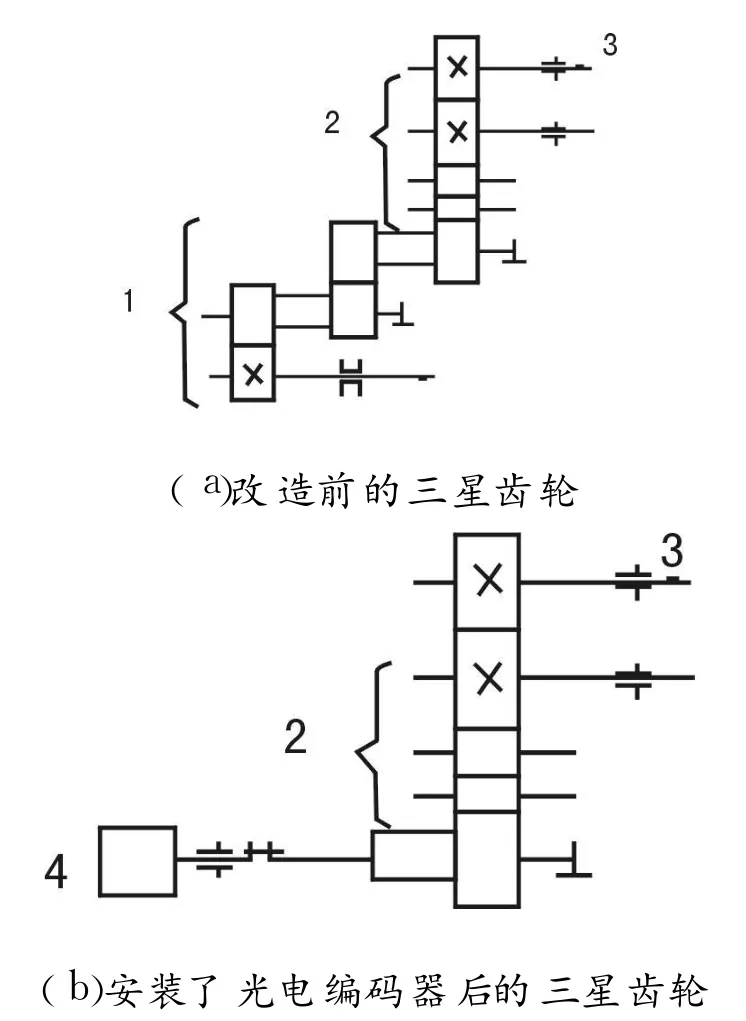
图 1 光电编码器的安装

图2 改造后进给结构示意图
2.2.1 电源
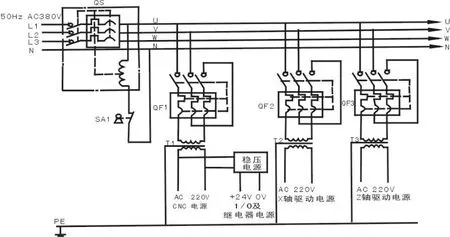
图 3 机床电源配置
2.2.2 系统的连接

图 4 系统连接总图
2.2.3 I/O信号

图 5 a、b分别为 I/O1、I/O2的输入、输出信号定义
2.2.4 主轴及刀架控制

图 6 主轴与刀架电源图
2.3 微机系统控制部分的选用
对于一般车床的改造只须对以下两部分系统配置进行参数设置就可以了。一是轴参数,二是内置 PLC的编码。
普通 C6132型车床改造为数控车床,根据生产的实际出发,以经济型数控系统为主,采用广州数控设备厂生产的GSK980-TE型数控系统。
GSK928TE车床数控系统是广州数控推出的一款成熟产品。产品功能更加强大,性能更加稳定,与步进驱动装置匹配,构成了一款性能高的经济普及型数控系统:(1)CPLD硬件插补,μm级精度,最高速度 15m/min;(2)加减速特性、辅助功能逻辑可由用户设置;(3)公制英制单头/多头螺纹加工,刚性攻丝功能;(4)480×234TFT彩色显示器,刀具轨迹图形仿真;(5)中文 /英文操作界面,标准 ISO代码全屏幕编辑;(6)可控制车削端面、内外圆、任意锥面、螺纹、球面以及用球面逼近的任意曲面;(7)有自动循环,间隙补偿、程序暂停、点动、报警功能,还具有对自动刀架转位及主轴正、反转、变速、停止等装置的控制功能。
3 设备改造前后各项性能指标
普通车床 C6132经数控化改造后,其车削加工的功能没有减少,性能得到提高。该车床具有切削螺纹都的功能,纵向和横向具有直线和圆弧插补功能,改造的数控车床的各项性能指标完全达到国家关于经济型数控机床的验收标准。
为比较改造前后车床的加工精度,用改造前车床和数控化改造后的车床把棒料加工成直径为60mm,长度为 80mm的同一工作轴,比较结果如表 1所示。

表 1 改造前后车床平均加工公差比较(抽样 15件)
4 纵横向进给系统的设计计算
C6132普通车床数控系统改造纵切外圆和横切端面切削力的计算,纵横向滚珠丝杠副的计算和选型,纵横向减速齿轮的设计及步进电机的计算和选型等。
4.1 纵向进给系统的设计计算
4.1.1 滚珠丝杠设计计算和选型①朱志宏主编:《金属切削机床》,东南大学出版社1999年。
根据工作负载 FP、寿命 G,取运转系数 fw=1.2,硬度系数 fH=1,计算出滚珠丝杠副承受的最大动负荷

由 FQ查滚珠丝杠的产品样本,选择丝杠型号,滚珠丝杠的直径为 32mm,型号为 CDM3206-3-P3,其额定动载荷为 20500N,强度足够用。
滚珠丝杠工作时受轴向力和扭矩作用,将引起基本导程 L0的变化,因导程受扭矩时引起的变化量很小,可忽略不计,丝杠 1m长度上导程变形总误差△L总为

因 3级精度丝杠允许的螺距误差为 15um/m,故此丝杠的精度足够。
4.1.2 纵向步进电机的计算和选型②李英平:《机床数控化改造中步进电机的选择》,《制造技术与机床》1996年第 4期。
最大静转矩 Mjmax是步进电机的一个重要的技术参数,一般可以从供应商的产品样本里查到。起动转矩 Mq与最大静转矩 Mjmax有如下关系:Mq=λMjmax,式中 λ由表 2确定 。
当步进电机为五相十拍工作方式时,λ=0.951,所需的最大静转矩:
Mjmax=2389.77/0.951=2512.9(N◦cm)
步进电动机采用 GSKSJTM110/GSKSJTM130系列步进电动机,其中,纵向步进电动机,型号110BYG350C,步进电机为五相十拍方式工作,能提供的最大静转矩为 26N◦m,即 2600N◦cm>所需的最大静转矩 Mjmax=2512.9N◦cm,故可作为初选型号。

表 2 步进电机起动转矩Mq与最大静转矩 Mjmax的关系
4.2 横向进给系统的设计计算
4.2.1 滚珠丝杠设计计算和选型

滚珠丝杠工作时受轴向力和扭矩作用,将引起基本导程的变化,因导程受扭矩时引起的变化量很小,可忽略不计,丝杠 1m长度上导程变形总误差△P总:

因 3级精度丝杠允许的螺距误差为 15um/m,故此丝杠的精度足够。
4.2.2 横向步进电机的计算和选型
最大静转矩 Mjmax是步进电机的一个重要的技术参数,一般可以从供应商的产品样本里查到。起动转矩 Mq与最大静转矩 Mjmax有如下关系:Mq=λMjmax,当步进电机为五相十拍工作方式时,λ=0.951,所需的最大静转矩:

步进电动机采用 GSKSJTM110/GSKSJTM130系列步进电动机,其中,横向步进电动机,型号110BYG350B。步进电机为五相十拍方式工作,能提供的最大静转矩为 22N.m,即 2200N.cm>所需的最大静转矩 Mjmax=1595N◦cm,故可作为初选型号。
5 结论
通过对 C6132普通车床数控系统改造,完善了设备的功能,提高了设备运行的稳定性、可靠性,降低了维修费用,提高了机床的生产效率及产品的加工精度,降低了工人的劳动强度。经过几个月的实际生产使用,改造完全达到了预期的目的。
[1]杨学桐,李冬茹,何文立,等.距世纪数控机床技术发展战略研究[M].北京:国家机械工业局,2000.
[2]李峻勤,费仁元,主编.数控机床及其使用与维修 [M].北京:国防工业出版社,1999.
[3]刘晓峰,王华龙.C6132车床的数控化改造设计[J].舰船电子对抗,2001,(2).
[4]尹成湖,吴传迎,张英.用经济型数控系统改造普通车床的设计[J].河北科技大学学报,1999,20(3).
