3M Z1410S外沟切入磨床扩型改造
2010-03-16张文秋韩同征
张文秋,韩同征
(哈尔滨轴承集团公司技术中心,黑龙江 哈尔滨150036)
1 前言
随着科学技术的不断发展,轴承制造业也在发生日新月异的变化,为了在激烈的市场竞争中发展、壮大,必须制造市场需要、利润高的中大型轴承。我厂在计划经济时期是以生产小型轴承为主的企业,设备加工范围较小,要加工中大型轴承,就需要相应的设备,如果买设备,资金量大,周期长。为了解决这个难题,在老设备上进行改造,制造中大型轴承所需要的设备。下面就以3MZ1410S外沟切入磨床改造为例进行说明。
2 加工范围的确定
3 MZ1410S外沟切入磨床,是两个床头箱双工位的磨削轴承外圈沟道设备。加工范围φ30~100mm。改造后,变为3MZ1420S外沟切入磨床,加工范围φ100~200mm,带动工件轴传动电机功率1.1kW不变。
3 确定电磁夹盘
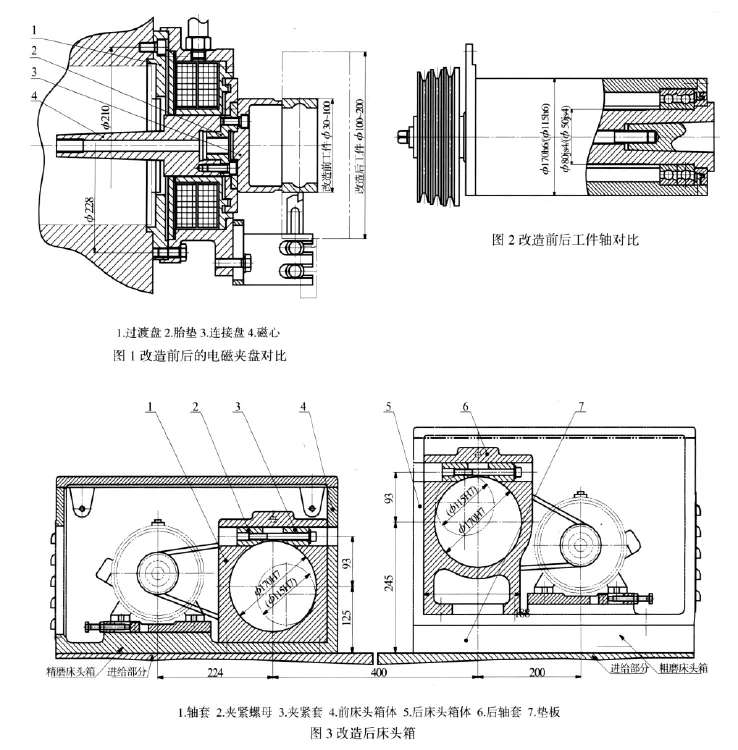
直接采用3MZ1420S外沟切入磨床的电磁夹盘的结构,只是对1过渡盘、2胎垫、3连接盘、4磁心零件重新设计,与改造后的工件轴、床头箱配合和连接,如图1所示。
4 重新设计工件轴
原设计3MZ1410S外沟切入磨床与3MZ1420S外沟切入磨床的工件轴是通用的。通过实践证明, 3MZ1420S外沟切入磨床磨削工件时,工件轴直径小、刚度差、抗负载能力弱。因此,重新设计工件轴,将工件轴直径从φ115mm增大到φ170mm,提高强度及刚度。改进前后工件轴如图2所示。扩号内是改进前工件轴尺寸。
5 床头箱的调整
为了尽量使用较多的原机床零部件,使改造成本降低,将在原前后床头箱体上加工两平面,装配新的轴套,在原前后床头箱体上重新加工工件轴孔和电磁夹盘定位孔及3MZ1420S外沟切入磨床的上下料的螺钉孔等,且保证几何精度。扩号内是原床头箱尺寸,如图3所示。
6 结束语
经过上述设计和改造,再把3MZ1420S外沟切入磨床的上下料机构及电主轴安装上,达到了3MZ1420S外沟切入磨床的加工范围。通过步进电机、滚珠丝杠进给代替原液压系统、齿轮、齿条进给机构,提高了进给精度,保证了加工质量。我公司该类设备比较多,改造一台设备需要的资金约为4万元,购买一台相应的设备价格约为40~50万元,改造资金是购买一台相应设备的1/10左右。因此,该设备改造可在全公司推广。
