交互式CAPP系统的研究与开发
2010-02-26周晓邑刘小青
周晓邑,刘小青
(江西工业贸易职业技术学院,江西南昌330038)
机械制造业是国民经济的支柱产业。随着制造业现代化的需要,正向高质量、高效率、低成本、柔性化和自动化方向发展。CAPP在计算机辅助设计与制造以及企业信息化建设中,起着重要作用。CAPP系统的应用,更是实现CAD/CAPP/CAM集成的关键[1]。传统的CAPP系统以零件为主要对象,强调对零部件几何与工艺信息的获取,和对零部件制造信息的输出,但难以覆盖产品的全部零件。交互式CAPP系统,根据工艺过程设计的特点和工艺人员编制工艺时的思维模式,采取“以人为中心,人机结合”的原则,建立起人机结合的交互式CAPP系统[2]。
1 交互式CAPP系统分析
1.1 系统特点分析
交互型系统是按照不同类型零件的加工工艺需求,以人机对话的方式,完成工艺规程设计的系统。工艺设计人员根据屏幕上的提示,进行人机交互操作,形成所需的工艺规程。它比综合式CAPP系统更灵活方便,将一些经验性强、模糊的、难确定的问题留给用户,简化了系统的开发难度,有可能开发出较通用的系统[3]。
交互式CAPP系统与其他传统CAPP系统相比,具有如下特点:
(1)开放性。软件的结构开放,工艺人员可以根据不同的需要定义不同的工艺信息,建立工艺知识库、工艺规则库等。
(2)智能性。交互式工艺设计不应是单纯的工艺表格填写,而应是在数据库技术支持下,以工艺知识库/工艺规程库为基础,实现工艺设计的智能化、规范化和标准化。
(3)交互性。采用交互式技术,充分利用各种典型工艺知识和工艺数据库,既可方便工艺设计,又能便于知识获取,实现经验的继承应用,采用人机交互,把工艺人员综合到整个系统中去,充分利用、发挥工艺人员的智能优势。
1.2 系统模型分析
交互式CAPP系统(又称检索式CAPP系统),采用以人机交互为主的工作方式,操作人员在系统的提示引导下,回答工艺设计中的问题,对工艺过程进行决策。因此这种CAPP系统工艺过程设计的质量对人的依赖性很大[3]。
(1)零件信息模型的建立。零件信息模型是计算机内部对零件信息的描述与表达方式,是计算机进行零件设计、工艺决策、工序尺寸链计算、工序图生成、道具路径规划、NC程序生成以及加工过程仿真等的依据和核心。在这个模型中,要求能对零件信息进行输入以及维护。
(2)工艺数据库的建立。CAPP系统需要调用大量相关联的工艺数据,工艺数据库是CAPP系统的基础平台。交互式CAPP系统,又可以将传统的零件工艺设计经验保留下来,再根据具体的应用场所,对工艺进行编辑,从而形成零件实用的工艺。这就要求工艺数据库的合理建立,工艺数据库作为CAPP系统的支撑工具,它包含了工艺设计所需求的所有工艺数据和规则,从某种意义上说,生成工艺过程,可以看作是对工艺数据进行操作与管理的过程。
(3)工艺决策信息模型。工艺决策信息模型是工艺决策知识的一种表达结构。通过大量零件工艺规程的知识经验建立一个工艺知识库,通过成组技术把零件编码分类,建立一个典型零件工艺规则库,给出相应的工艺规则数据,建立一个计算机辅助工艺规则的决策系统。
(4)零件工艺信息模型。工艺信息模型是对CAPP系统各个设计阶段的中间结果和最后的结果的描述与表达,是工艺文件的计算机内部表达形式,也是上述各个设计阶段之间信息交换的依据。
在工艺信息模型中,可对不同的零件信息进行检索,根据检索出的标准工艺进行交互工艺的编辑,如添加、删除、插入和移动某些工序等,从而形成的最终的实用工艺。
形成工艺文件后,能够对工艺文件进行审核、批准等流程方面的规范化,以及最终输出由工艺过程卡和工序卡相结合的工艺文件。
(5)工具集管理。对交互式CAPP系统中所需的工具进行统一的管理,如刀具、工夹具、量具等。

图1 各种模型在工艺决策中的作用
1.3 工作流程分析
(1)通过系统权限的建立,进行用户和角色的设计。
(2)通过工艺知识库的建立,综合工艺标准库和实例库,最终形成工艺数据库体系。
(3)通过零件信息多种匹配规则,检索出符合的工艺信息。
(4)对零件工艺信息进行编辑,方式有删除、添加、插入和移动工序或工步信息等,并保存编辑的零件工艺结果。
(5)对零件的最终工艺信息进行审核、标准化、会签、批准,并最终输出工艺文件用于指导生产加工。
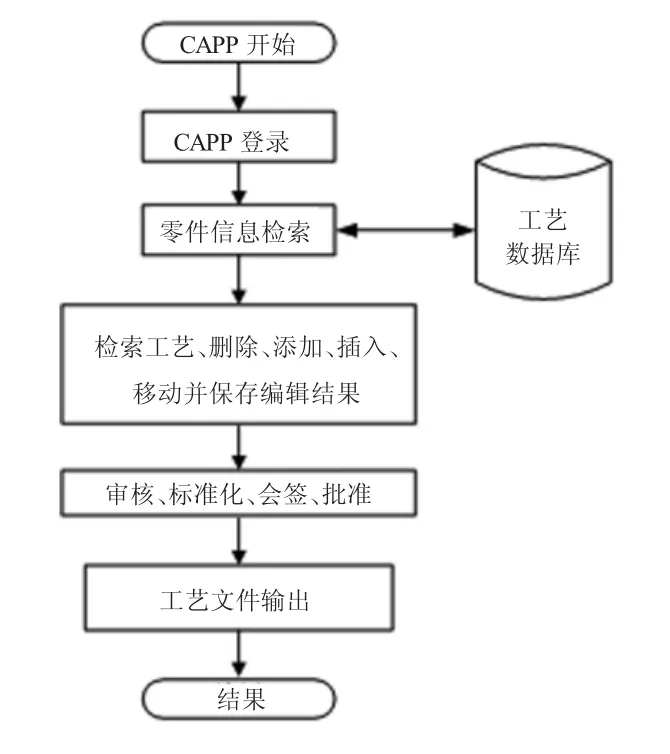
图2 交互式CAPP系统工作流程图
2 交互式CAPP系统设计
2.1 系统结构设计
根据交互式CAPP系统的功能需求,可将系统分为6大模块,分别为:系统用户管理模块;零件编码管理模块;工艺数据库模块;零件信息管理模块;零件工艺管理模块以及工具集管理模块。系统总体结构如图3所示。

图3 交互式CAPP系统结构图
2.2 系统功能模块设计
2.2.1 系统用户管理模块
主要管理交互式CAPP系统的操作用户极其权限,这是系统能够有效、稳定运行的保证。
2.2.2 零件编码管理模块
根据成组技术,对零件进行分类编码,形成零件的分类编码管理系统。零件的分类编码系统就是用数字、字母或符号对零件各有关特征进行描述和标识的一套特定的法则和规定。
2.2.3 工艺数据库模块
工艺数据库要能实现数据共享,即作为按不同性质建立起来的各个数据库文件,必须能被任一决策规则访问
(1)标准工艺库。存放典型零件的工艺。在零件编码管理模块中,对相似零件进行了分类编码,则根据分类编码,对某类典型零件进行工艺设计,并将其存放在标准工艺库中。典型零件的工艺管理是整个CAPP系统的重要环节,而该环节中最主要的工作是文件的更新和补充。
(2)实例工艺库。在输出某个零件的工艺过程卡后,可对该零件的工艺保存入到实例工艺库。当形成了实例工艺库后,对于将来形成某个具体零件的工艺时,则可先到标准工艺库中查找,若没有,则可以到实例子工艺库中查找,从而形成更精确的工艺。
2.2.4 零件信息管理模块
对零件信息进行管理,包括如下子模块:
(1)零件信息输入。零件信息属性包括零件图号、零件名称、工艺路线号、产品和部件编号、毛皮类型、零件编码等。
(2)零件信息维护。主要是实现对零件信息的删除以及修改功能,以达到零件信息及时更新。
2.2.5 零件工艺管理模块
零件工艺管理模块,主要是形成零件的具体工艺以及最终输出工艺文件,主要包括如下子模块:
(1)零件信息检索。根据输入的零件编码信息,在工艺数据库中检索出该类零件的标准工艺,同时可实现对零件信息查询等功能,其中包括模糊匹配、精确匹配以及复合式匹配。
(2)交互工艺编辑。在上个子模块中,通过零件信息检索出零件的标准工艺,则在该子模块中,根据具体的零件应用,对标准工艺进行编辑,包括添加、删除、插入和移动工序,从而形成该零件的加工工艺。
(3)工艺流程管理。对加工工艺过程卡进行审核、标准化、会签以及批准等。
(4)工艺文件输出。输出工艺过程卡、工序卡以及工步卡等。
2.2.6 工具集模块
工艺数据及管理系统,工艺尺寸链的计算。包含了加工中要用到的各种工艺装备(简称工装),主要设计包括如下子模块:
(1)设备管理。主要实现对设备信息的管理,包括设备信息的增删改等功能。
(2)刀具管理。主要实现对刀具信息的管理,包括刀具信息的增删改等功能。
(3)工夹具管理。主要实现对工夹具信息的管理,包括工夹具信息的增删改等功能。
(4)量具管理。主要实现对量具信息的管理,包括量具信息的增删改等功能。
2.3 概念模型设计
概念模型是现实世界的抽象反映,不依赖于具体的计算机系统,是现实世界的机器到机器世界的一个中间层次。最常用的概念模型是实体-联系方法(Entity-Relationship Approach)。该方法用E-R图来描述。因此,也称实体-联系模型,简称为E-R模型。
交互式CAPP系统中工艺设计的E-R图如图4所示。

图4 交互式CAPP工艺设计E-R图
2.4 开发工具的选择
本系统设计为客户端/服务器端的结构应用程序。客户端采用Microsoft Visual Studio.NET 2008作为前端开发工具,采用ADO数据库访问接口,后台采用Microsoft SQL Server2005数据库。系统运行环境为Windows XP。
(1)采用VS2008的优势,在于拥有强大的集成开发环境,如可视化、交互式的开发环境,方便的程序跟踪和调试环境。
(2)SQLServer2005数据库具有完善的关系数据库管理机制,支持大规模的数据运算,完全能够满足的数据处理要求。
(3)ADO(Active Data Object)对象模型是微软公司提供的数据库访问接口,易于学习和编程,ADO具有大多数通用应用程序的功能集,使程序员能够快速生成功能强健的应用程序。
3 关键模块的设计
3.1 编辑模块的设计
交互式CAPP系统编辑模块数据流程图如图5所示。
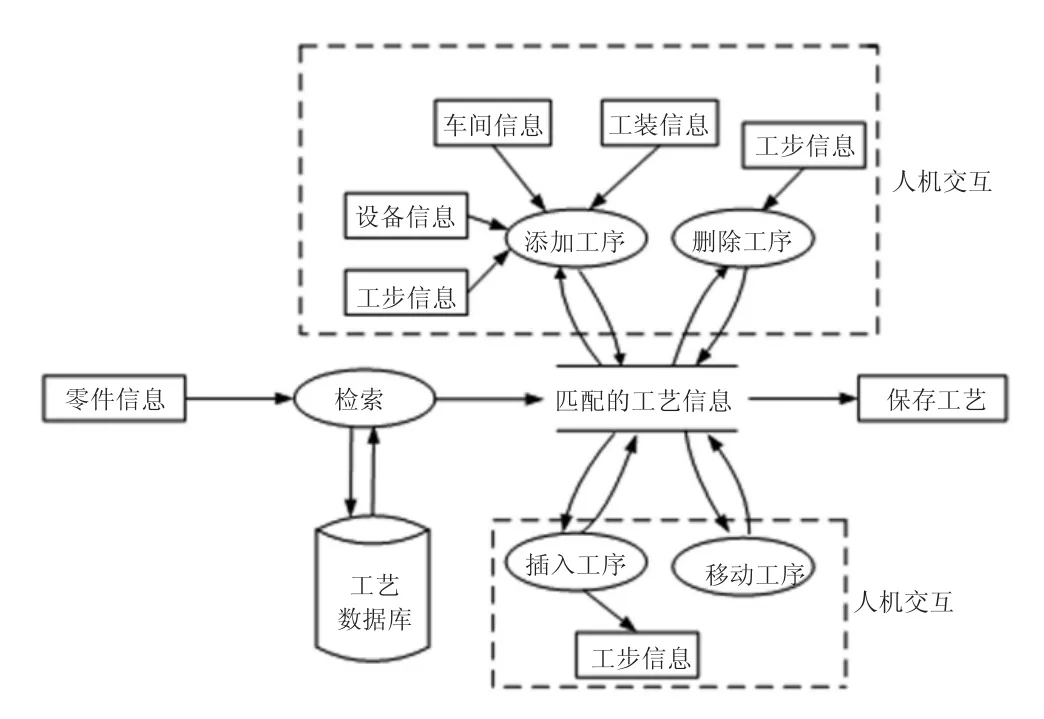
图5 编辑模块数据流程图
根据零件信息,在工艺数据库中检索出工艺信息,其界面截图如图6。

图6 工艺信息检索界面
由图6可知,对于交互式CAPP系统,其交互式工艺编辑模块设计如下。
3.1.1 添加工序
针对零件的具体加工极其应用,增加某些工序,以及相应的工步信息,同时确定相应的加工设备、加工车间以及工装信息,比如刀具信息(切削参数、切削速度等)、量具信息以及工夹具信息等。在此注意的是,若对于某道工序,不需要添加工步,只有工序信息即可满足加工要求,则其工装信息等匹配在相应的工序条件下。
(1)仅对工序添加工步信息。对于标准工艺,各个工序均基本满足要求,而此时只要对某道或多道工序添加工步信息,即可满足要求。此时改动也较小,同时可提高制作加工工艺的效率,其界面截图如图7。
(2)添加完整工序。完全添加工序信息,同时添加对应的工步信息。界面如图8。

图7 仅添加工步信息界面

图8 同时添加工序和工步信息界面
3.1.2 删除工序信息
对于某些不必要的工序信息进行删除,与此同时删除对应的工步信息。
(1)仅删除工序中的工步。对于有些工序信息,仅需要删除对应的某几道或多道工步即可满足加工要求。
(2)完全删除工序信息。完全删除工艺路线信息中的某道或多道工序信息,同时车间、设备以及工装信息(刀具、工夹具以及量具信息)等都会被删除。
删除工序信息界面截图如图9。

图9 删除工序信息界面
3.1.3 插入工序信息
在某两个工序之间插入认为必要的工序。在插入工序信息尤其要注意加工顺序,适当的位置插入工序,能使加工顺序更完善,同时可提高加工的效率,比如两次相近的加工工序,则可建加工换刀或量尺寸的次数。
3.1.4 移动工序
通过界面上的上移和下移,按钮图标可以移动工序。移动工序时,更应注重设备以及工装等的安排,合理的安排移动加工顺序,也可提高工艺加工的效率。
交互式工艺的编辑模块的设计中,采用人机交互的方法,在标准工艺的基础上,有人为的来决定如何更改当前的工序,从添加工序、删除工序、插入工序以及移动工序等多种编辑方式中选择,从而形成加工工艺。其工作的程序流程图如图10。
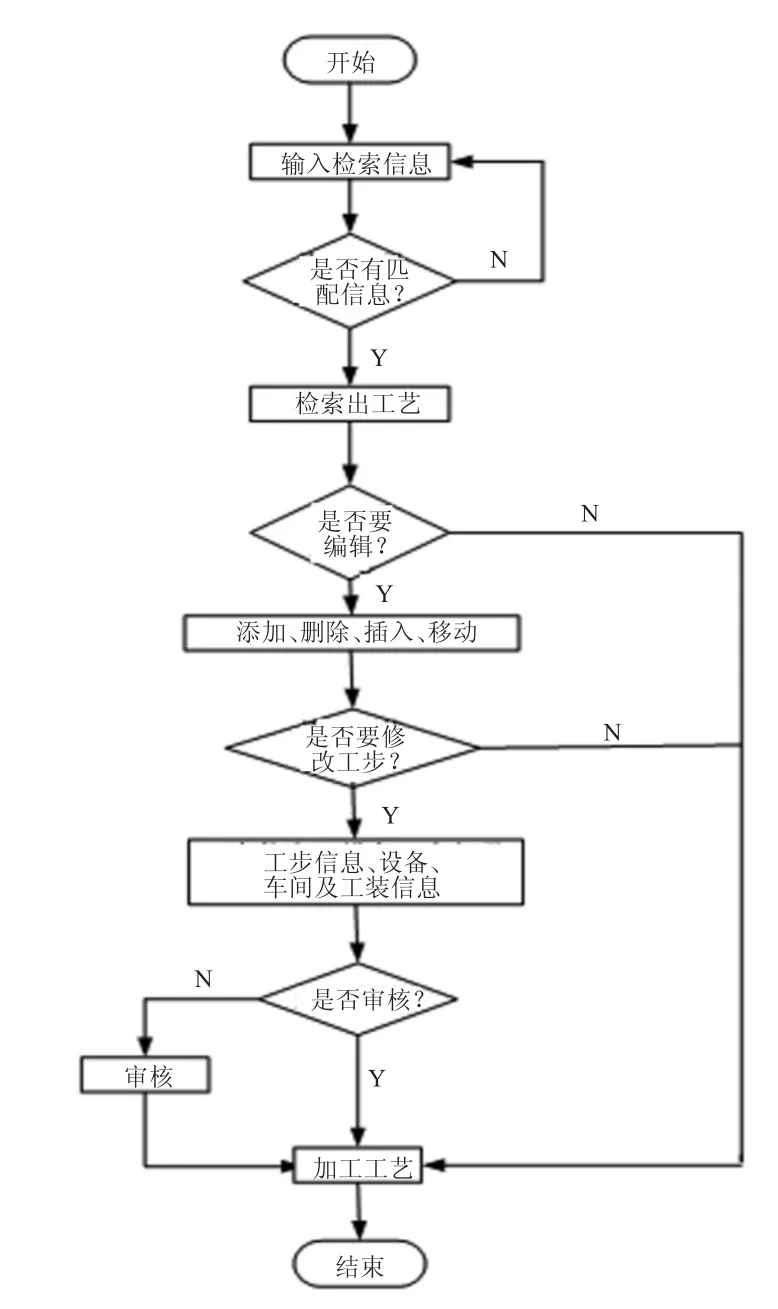
图10 编辑模块程序流程图
3.2 工艺文件设计
由以上交互式工艺设计零件的标准工艺,再通过添加、删除工序或工步,以及插入及移动工序等方法,由工艺编辑模块设计出零件的加工工艺。对于生成的加工工艺,进行工艺文件的流程管理,即通过审核、标准化、会签以及批准等项的设置后,即可输出工艺文件,其界面截图如图11。
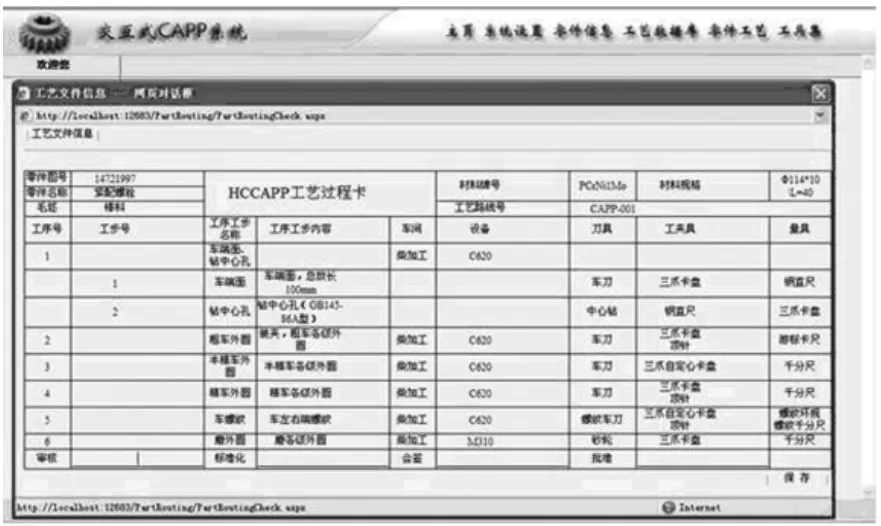
图11 工艺文件设计界面
4 结束语
交互式CAPP系统广泛应用于国内各大中小型企业中,在实际应用中体现出了操作简单、交互性强以及稳定性好等优势,同时提高了工艺的设计质量和生产加工效率。利用基于ASP.NET的C#语言进行程序模块开发,有较友好的工艺设计和交互界面,可方便地对零件的工艺信息进行编辑或保存。
[1]杨亚楠,史明华,肖新华.CAPP的研究现状及其发展趋势[J].机械设计与制造,2008,(7):223-225.
[2]邵新宇,蔡力钢.现代CAPP技术与应用[M].北京:机械工业出版社,2004.
[3]张胜文,赵良才.计算机辅助工艺设计—CAPP系统设计[M].北京:机械工业出版社,2004.
[4]詹海平.CAPP在企业中的规划规划与应用[J].杭氧科技,2008,(3):75-76.
[5]张南乔,陈荣敏,张淑兰.面向中小企业的交互式CAPP系统研究[J].机床与液压,2006,(11):201-203.
