数控车床多线螺纹加工的探讨
2010-02-20李耀贵
李耀贵
(肇庆科技职业技术学院,广东肇庆526020)
在科技高速发展的今天,数控机床已经普遍运用于机械制造行业。如加工多线螺纹零件,若用普通车床加工的话,不仅加工麻烦,生产率低,工人劳动强度还很大,并且加工精度不高,不能满足技术要求;如果采用数控车床来加工,不仅操作简单,编程容易,还能大大减少操作工人的劳动强度,提高生产率,而且加工精度会更高。
1 多线螺纹的特点分析
螺纹是在圆柱或圆锥体的表面加工出螺旋线形的、具有特定截面的连续凸起和沟槽。辨别是多少线螺纹,就看螺旋线有多少条,1条时,为单线螺纹;2条时,为双线螺纹;还有3线螺纹等。多线螺纹的各螺旋槽,在轴上是等分分布的,在圆周上是等角分布的,主要用于机械结构中的连接、紧固、传递动力、改变运动方式、测量、定位等。如测量类的千分尺,就是利用螺纹原理;紧固类的,如螺丝压紧;传递动力类的,如车床的丝杆带传动螺母副;连接类的,如机床的卡盘就是用螺纹连接在主轴上。
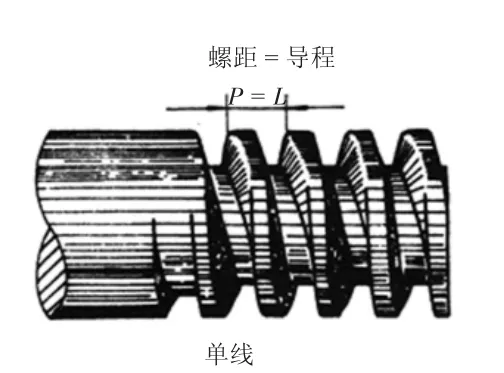
图1 单线螺纹
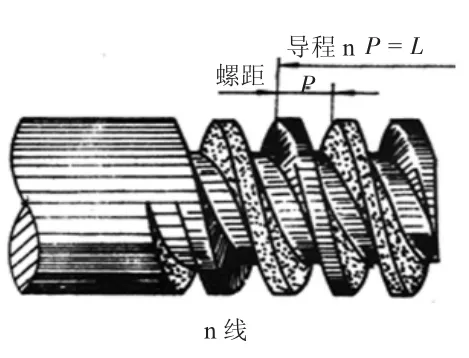
图2 n线螺纹
2 多线螺纹的加工方法探讨
2.1 移动螺距法(轴向分线法)
多线螺纹,是在单线螺纹的基础上,移动螺距而成的。当加工好第一条螺纹后,X值不变,刀架向+Z或-Z方向移动一个螺距,程序不变,加工第二条螺纹;然后在Z方向移动一个螺距,加工第三条螺纹……(如图3所示)。
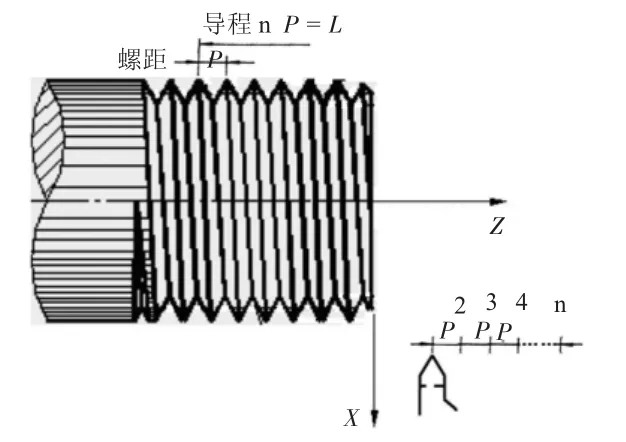
图3 移动螺距
1.2 改变圆周初始角法(圆周分线法)
n线螺纹,就是在螺纹端面有n个切入口,平均分布在圆周上(切入角θ=360/n)。车螺纹时,不用改变起刀点,只要改变圆周切入点就行,如4线螺纹:切入点为0°,90°,180°,270°(如图 4所示)。
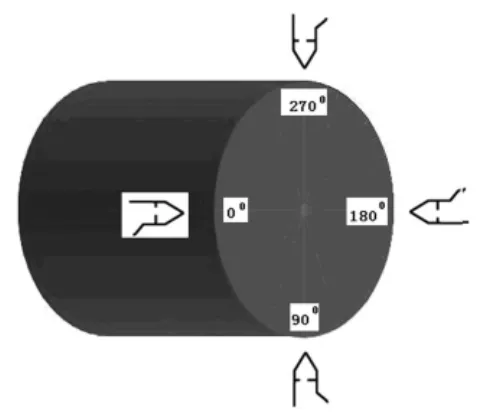
图4 改变初始角
3 加工实例分析
如图5所示,采用广数GSK980TD数控车床来加工M 30×6(P2)3线螺纹为例,说明多线螺纹的加工方法、步骤及程序设计。
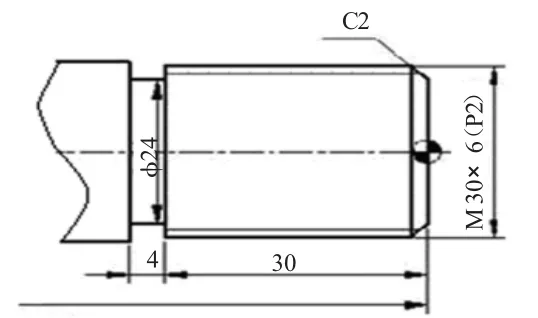
图5 三线螺纹加工实例
GSK980TD车床加工螺纹常用的指令有:G32、G92和G76共3个。现在用这3个指令分别来加工M30×6(P2)螺纹来说明和分析多线螺纹,本工件假设已经加工完大体轮廓,只剩下螺纹来做加工分析说明。
3.1 移动螺距法
(1)螺纹切削G32指令:G32 X(U)Z(W)F(I)
含义:
X(U)、Z(W)——绝对值(相对值)螺纹终点坐标尺寸;
F——米制螺纹的螺距;
I——每英寸螺纹的牙数。
部分程序如下:
第一条螺纹——
G32 Z-31.5 F6(切削螺纹到螺纹切削终点,降速段1.5,第一刀);
N2 G00 X28.6 Z2(X轴进刀到螺纹起点处,吃刀量0.6);
G32 Z-31.5 F6(第二刀);
……
第二条螺纹——
G32 Z-31.5 F6(切削螺纹到螺纹切削终点,降速段1.5,第一刀);
N6 G00 X28.6 Z4(X轴进刀到螺纹起点处,吃刀量0.6);
G32 Z-31.5 F6(第二刀);
……
第三条螺纹——
……
(2)螺纹切削循环G92指令:G92 X(U)Z(W)F
含义:
X(U)、Z(W)——绝对值(相对值)螺纹终点坐标尺寸;
F——螺纹导程(L),F=np。
部分程序如下:
第一条螺纹——
G92 X29.2 Z-31.5 F6(第一刀切削循环);
X28.6(第二刀切削循环);
……
第二条螺纹——
G92 X29.2 Z-31.5 F6;
……
第三条螺纹——
G92 X29.2 Z-31.5 F6;
……
(3)复合螺纹切削循环G76。
指令格式:G76 P(m)(r)(a)Q(Δdmin)R(d)
G76 X(u)Z(w)R(i)P(k)Q(Δd)F(l)
部分程序如下:
第一条螺纹——
G76 P041560 Q30 R0.05;
G76 X27.4 Z-31.5 R0 P1300 Q250 F6;
第二条螺纹——
G76 P041560 Q30 R0.05;
G76 X27.4 Z-31.5 R0 P1300 Q250 F6;
……
3.2 改变圆周初始角法
(1)G32指令:G32 X(U)Z(W)F(I)Q ;含义:
Q——螺纹起始角,为0时不用指定。
部分程序如下:
第一条螺纹——
N1 G00 X29.2 Z2;
N2 G00 X28.6 Z2
G32 Z-31.5 F6 Q0(第二刀);
……
第二条螺纹——
N5 G00 X29.2 Z2;
N6 G00 X28.6 Z2;
G32 Z-31.5 F6 Q120;
……
第三条螺纹——
N9 G00 X29.2 Z2;
……
(2)G92指令:G92 X(U)Z(W)F Q
部分程序如下:
G92 X29.2 Z-31.5 F6 Q0(第一条螺纹第一刀);
G92 X29.2 Z-31.5 F6 Q120(第二条螺纹第一刀);
G92 X29.2 Z-31.5 F6 Q240(第三条螺纹第一刀)。
4 结束语
螺纹用途非常广泛,日常产品也比较多,涉及到的螺纹加工方法也很多。本文只是从几个方面阐述了多线螺纹的加工方法、步骤及程序的设计,不足之处在所难免,希望同行提出批评和修改意见,共同研究多线螺纹的加工。
[1]黄丽芬.数控车床编程与操作[M].北京:中国劳动社会保障出版社,2007.
[2]王公安.车工工艺学[M].北京:中国劳动社会保障出版社,2005.
[3]广州数控设备有限公司.GSK980T车床数控系统使用手册[K].广州:广州数控设备厂,2004.
[4]方 沂.数控机床编程与操作[M].北京:国防工业出版社,1999.
[5]金大鹰,机械制图[M].北京:机械工业出版社,2006.