难浮煤泥选择性聚团工艺试验研究
2010-01-22刘莉君刘炯天
刘莉君,刘炯天,2
(1.东北大学资源与土木工程学院,辽宁 沈阳 110819; 2.中国矿业大学化工学院,江苏 徐州 221008)
我国煤炭储量丰富,但是属于炼焦煤煤种的资源量比例却不高,只占总资源量的27%。其中,优质炼焦精煤(肥煤、焦煤)资源量更少,焦煤仅占我国炼焦煤资源的24%左右,肥煤与气肥煤仅占13%左右。去除高灰、高硫、难洗选、不能用于炼焦的部分,优质的焦煤和肥煤占查明煤炭资源储量的比例不足6%和3%[1]。近年来,随着我国煤炭产量和入洗比例的不断增加,新型和大型选煤厂也逐渐增多,但是在过去相当长的一段时间内,大部分企业采取粗放的生产模式,造成了资源和能源的严重浪费[2],尤其在煤泥分选方面。因此,急需提高煤炭的洗选加工技术来改善这一情况。
1 选择性聚团工艺
1.1 选择性聚团工艺
选择性团聚工艺包括以下几部分[3]:对煤泥样品进行磨矿解离、加入分散剂进行颗粒分散、搅拌后再加入团聚剂进行搅拌。试验流程见图1。

图1 难浮煤泥选择性聚团工艺试验流程
1.2 试验材料与方法
唐山钱家营选煤厂,主要洗选加工优质炼焦煤资源。近年来,随着机械化采煤程度的提高,开采深度的加深,细粒煤泥含量也大大增加,而原有的处理方式分选该厂细粒煤效率低下,成为制约选煤厂发展的瓶颈。因此,本文试验采用钱家营入浮煤泥为原料,进行探索试验。煤泥入料灰分为23.35%,对试验进行元素分析结果见表1。煤岩分析采用德国Leitz公司生产ORTHOPLAN显微镜,油浸反射光500倍,以步距行距0.6mm扫描全片并观察统计,结果见表2。

表1 煤泥元素分析
样品粒度差别较大,粒径从几微米到毫米级的都有。黄铁矿单体及微粒镶嵌状均有,单体粒径在几~十几微米,镶嵌者<10μm:黏土多呈微粒充填胞腔或呈微粒集合体条带状散布于基质镜质体中。

表2 样品煤岩分析
综合煤泥性质分析可以发现,煤岩与矿物共生的连生体以及以黏土矿物为主的纯矿物组分含量高,就必然导致浮选速度的降低以及浮选分离的困难。在同样的浮选精煤质量要求条件下,这种煤泥的浮选难度就明显提高。
由煤的岩相分析可以看出,矿物质以微米级粒度嵌布在有机质中,矿物质必须实现单体解离,才能把它们脱除,因此,本节试验采取对原煤进行细磨。通过磨矿试验确定合适的入料细度为-0.074mm含量86.85%。本文主要以煤油为团聚剂和浮选捕收剂,六偏磷酸钠为分散剂,仲辛醇为起泡剂,试验用搅拌器为XHF-D高速分散器(内切式均浆机)。该仪器由电子调速控制操纵微型高速电机带动特殊的不锈钢内外梅花型粉碎刀进行工作,经过内切式刀具的高速旋转,从而对物质进行搅拌及分散作用,分别考察搅拌速度、搅拌时间、聚团剂用量、分散剂用量等因素对聚团分选的影响。
2 试验结果
2.1 搅拌速度及搅拌时间对分选效果的影响
在选择性聚团分选工艺中,机械能量的输入是一个非常重要的影响因素,只有选择足够的搅拌速度与搅拌时间,才能获得较好的分选指标。
试验用搅拌器为XHF-D高速分散器对物质进行搅拌及分散作用,最高转速可达20000r/min。试验药剂用量分别为煤油265g/t、仲辛醇100g/t。首先考察不同搅拌速度对分选效果的影响,在确定合适的搅拌速度后,再考察一定搅拌速度下搅拌时间对分选效果的影响。最终所得试验数据见图2。
由图2可见,随着搅拌速度的增加,精煤灰分逐渐减小;精煤产率曲线在8000r/min时出现拐点,当搅拌速度小于8000r/min时,随着高速分散器转速的增加,精煤产率逐渐增加,但随后再继续加大搅拌速度时,精煤产率却明显下降。究其原因,可能是XHF-D高速分散器的粉碎刀在较高的转速下,将已经聚团的疏水煤粒重新打散而造成。因此可认为,XHF-D高速分散器的转速控制在8000r/min时为最佳搅拌速度。在此转速下,进行搅拌时间试验。试验数据见图3。
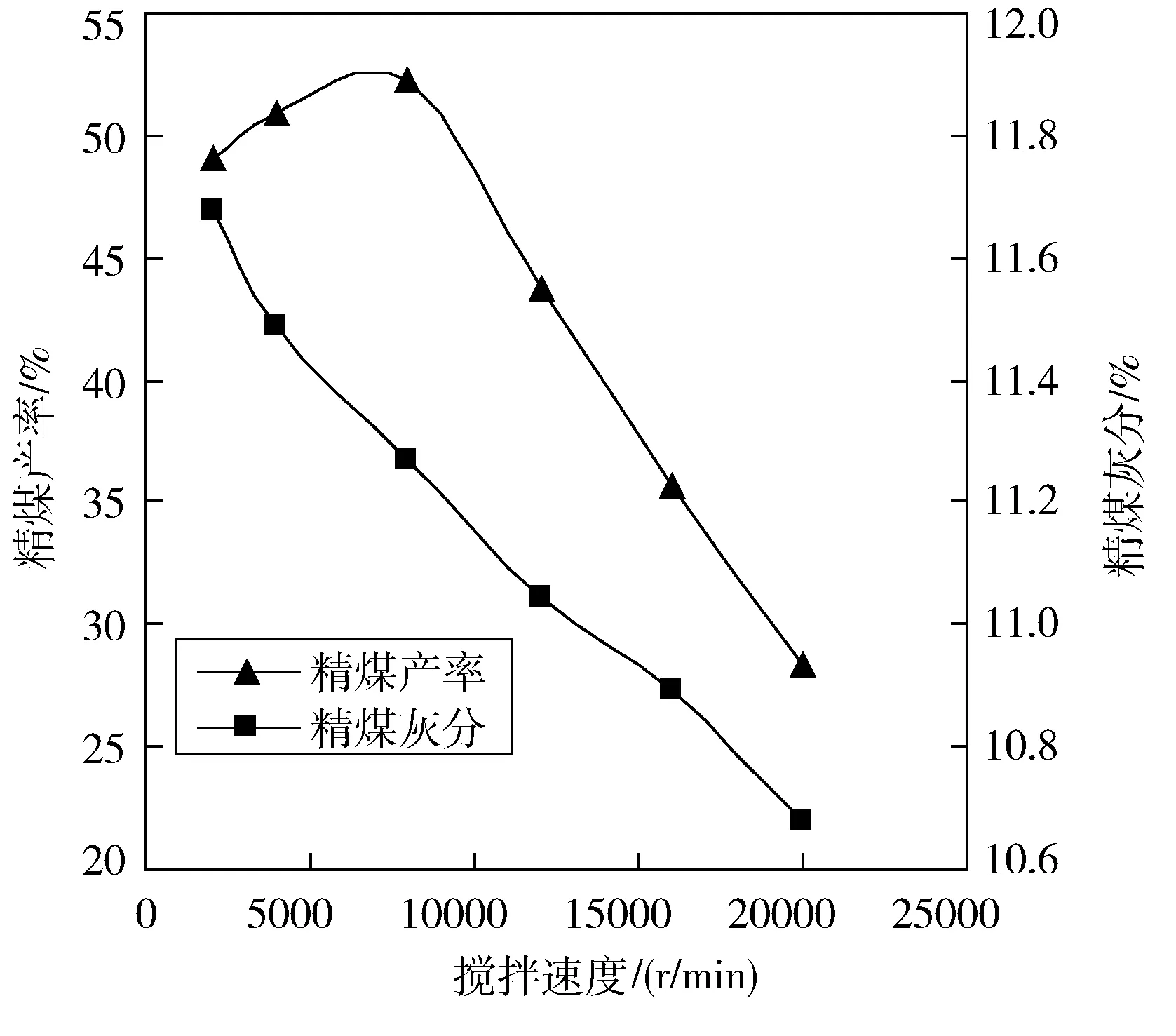
图2 搅拌速度与浮选指标关系曲线
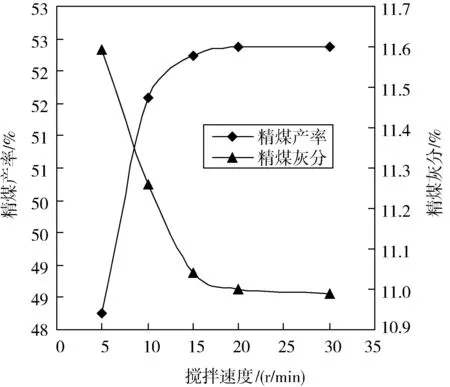
图3 搅拌时间与浮选指标关系曲线
搅拌时间对分选效果的影响如图3所示。从图3中可知,在搅拌时间较短时,精煤灰分含量高,精煤产率低;随着搅拌时间的延长,浮选指标得到改善,精煤灰分含量急剧下降,精煤产率明显增加;当搅拌时间达到15min时,精煤产率曲线出现一个明显的拐点,此后再延长搅拌时间,精煤产率增加缓慢,灰分降低不明显;当搅拌时间为20min时,精煤产率为52.38%,精煤灰分为11%;此后搅拌时间由20min增加到30min时,精煤产率与灰分基本保持不变,该时间称为临界搅拌时间,即疏水聚团的增长达到平衡状态。
通过对上述两组试验数据的分析,可以认为:当采用XHF-D高速分散器为搅拌器械处理钱家营煤泥进行选择性聚团-浮选时,最佳搅拌速度为8000r/min,最佳搅拌时间为20min。
2.2 六偏磷酸钠用量对分选效果的影响
本文将探讨六偏磷酸钠用量对钱家营煤泥选择性聚团分选的影响。试验条件如下:XHF-D高速分散器为矿浆处理器,搅拌速度为8000r/min,搅拌时间为20min,仲辛醇100g/t,煤油265g/t,六偏磷酸钠用量为变量,试验数据见图4。
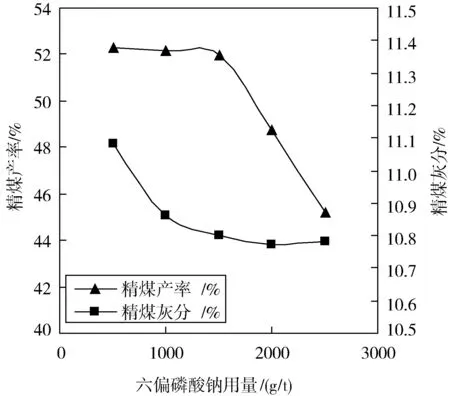
图4 六偏磷酸钠用量与浮选指标关系曲线
从图4可见,六偏磷酸钠的加入对降低精煤的灰分含量非常有效。当用量为1500g/t时,精煤灰分为10.80%,与没有加入六偏磷酸钠、搅拌20min中试验条件的精煤灰分相比,灰分下降了0.2%。但是,继续增大六偏磷酸钠用量,精煤灰分含量下降幅度较小,且在六偏磷酸钠用量小时,精煤产率变化较小;但当六偏磷酸钠超过1500g/t时,精煤产率就随六偏磷酸钠用量的增加急剧降低。因此,六偏磷酸钠的最佳用量为1500g/t左右。
六偏磷酸钠作为分散剂在此工艺中的作用,主要是破坏了矿物质微粒与煤微粒间的互凝作用,使矿物质微粒呈单个颗粒分散在矿浆中,这样就使聚团具有非常高的选择性,导致精煤灰分含量的降低。但是,若分散剂用量过大,就会吸附在煤粒表面,从而减弱煤微粒的聚团程度,使精煤产率降低。综上所述,在细粒难选煤泥的选择性聚团浮选工艺中,加入适量的分散剂来达到降灰的目的是必需的。
2.3 非极性油用量对分选效果的影响
最常用的非极性油是各种标号的柴油、煤油。本论文主要考察煤油用量对分选效果的影响。试验条件如下:XHF-D高速分散器为矿浆处理器,搅拌速度为8000r/min,搅拌时间为20min,仲辛醇用量为100g/t,六偏磷酸钠用量为1500g/t,煤油为变量。试验结果见图5。
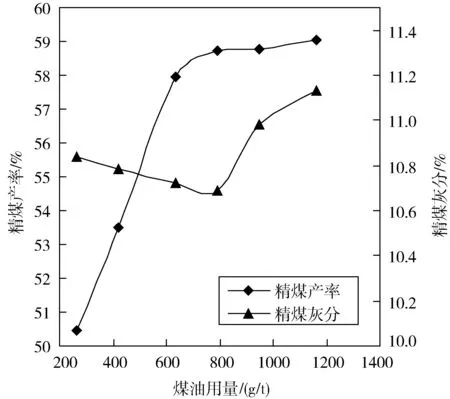
图5 煤油用量对精煤产率和精煤灰分的影响
煤油用量对钱家营煤泥聚团浮选精煤产率和灰分的影响如图5所示。由图可见,在煤油用量低时,煤泥的浮选效果差,随着煤油用量的加大,煤粒的聚团浮选指标得到改善,精煤产率增加,灰分降低。当煤油用量大于800g/t左右时,精煤产率增加趋势开始减缓;继续增加煤油用量,精煤产率略有升高,但同时精煤灰分也开始升高。这是因为在低非极性油用量时,煤粒的聚团行为不强烈,随着油用量的增大,煤粒的疏水聚团行为增强,聚团逐渐长大,精煤产率增加;但当非极性油的用量过大时,聚团的选择性降低,使部分无机矿物质混入精煤聚团中,导致机械夹杂增多,从而使精煤灰分上升。
综上所述,可认为选择性聚团-浮选工艺的最佳分选条件为:XHF-D高速分散器在转速为8000r/min
时,预处理矿浆20min;仲辛醇用量为100g/t;六偏磷酸钠用量为1500g/t;煤油用量为790g/t。在此分选条件下,所得精煤产率为58.72%,精煤灰分为10.69%,精煤可燃体回收率为68.42%。
3 结 论
选择性聚团的分选机理,可以用疏水作用和浮选相结合来解释。选择性聚团的特点是,要将煤磨到较细的粒度,使煤与无机矿物质充分解离。煤的微粒由于天然疏水性和油的强化疏水作用聚集在一起,形成煤粒聚团。将包含这种煤粒的煤浆放在浮选搅拌槽中,煤粒表面的少量油强化了煤粒的疏水性,使煤的聚团容易吸附在气泡上,随气泡上浮成为精煤,无机矿物质由于亲水,仍存在于水中。通过试验验证,选择性聚团-浮选时,搅拌速度为8000r/min,搅拌时间为20min;六偏磷酸钠的为1500g/t,煤油用量为790g/t;此时得到精煤产率为58.72%,精煤灰分为10.69%,精煤可燃体回收率为68.42%。因此,通过选择性聚团浮选工艺分选难浮炼焦煤泥,可以得到较好的分选效果。
[1] 申明新. 中国炼焦煤资源与利用[M].北京:化学工业出版社,2007:24-34.
[2] 杨永仁.煤矿环保优秀论文集[C].北京:煤炭工业出版社,1999.
[3] 杨巧文. 选择性聚团深度脱灰工艺及其应用研究[D] .北京:中国矿业大学北京研究生部,1998.