液压支架长顶梁焊接变形的控制
2010-01-05师志亮
师志亮
液压支架长顶梁焊接变形的控制
师志亮
通过对ZZ5300型液压支架长顶梁焊接时的应力分析及焊接变形的计算,介绍了在生产制造过程中合理利用焊接内应力产生的焊接变形,采取有效工艺措施,保证顶梁的焊接质量的方法。
焊接变形;焊接应力;工艺措施
2007年10月,我公司为晋华宫矿制造ZZ5300型液压支架顶梁,其顶梁主体结构主要是由大小顶板、主筋板、盖板组焊而成的箱式结构。大小顶板采用δ16-Q420钢板搭接后组焊而成。这种结构截面形状的焊缝远离构件中性轴,在焊接过程中变形最大,而顶板的平面度要求不大于3 mm,不允许扭曲变形,因其顶梁超长且面积大,一旦变形严重后校正困难,且影响其他部件的焊接、加工、装配质量。我们通过对顶梁焊接结构应力分析,变形量的计算,采取合理的工艺措施,利用焊接内应力产生的焊接变形,使顶梁主体结构各部件组焊一次成型,达到设计要求。
1 焊接变形分析和反变形量的计算
1.1 焊接变形分析及预防措施

在顶梁组焊过程中,焊接变形主要形式为横向收缩和弯曲变形。大小顶板、主筋之间的焊接长焊缝方向引起的顶梁纵向收缩变形与焊接方向和焊接顺序有关,面内产生纵向收缩,面外产生弯曲变形。应力分布见图1,图2。通过分析我们选用由中间向两端焊接,强制反变形,抵制内应力,对纵向收缩通过增加梁体的长度的方法。对整个顶梁而言,由纵向收缩和横向收缩引起的挠曲变形较为显著,因此对挠度和弯曲的控制好坏直接影响到顶梁各结构的尺寸精度。针对这一点,我们设计反变形组焊胎具来保证其焊接质量。

1.2 反变形量的计算
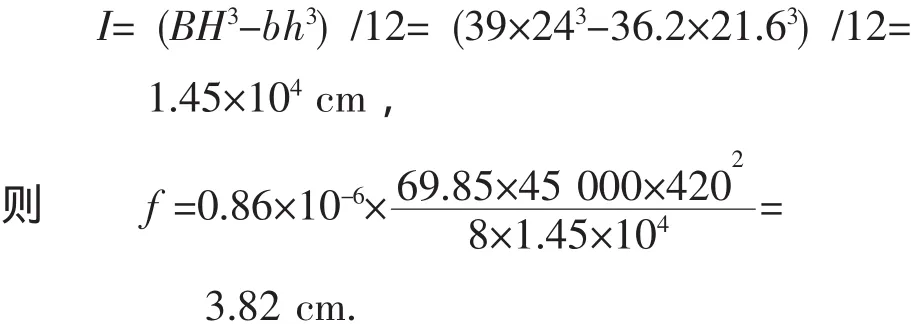
偏离构件截面中性轴的焊缝不但引起构件的纵向收缩,还引起构件的弯曲,焊缝所造成的弯曲f值可用下式计算:

式中:e——焊缝塑性变形区中心(一般可取焊缝中心)与截面中性轴的距离,cm;
L——构件长度(焊缝与构件等长),cm;
I——构件截面惯性矩,cm4;
qv——焊接线能量,J/cm,qv=20 000K2;
K——角焊缝焊角,cm。
已知参数:
焊角 K=15 mm,高度 H=240 mm;板厚 δ=16 mm,宽度=1 400 mm,长度L=4 200 mm;qv=20 000K2=45 000 J/cm;e=(140-0.3)/2=69.85 cm,L=420 cm。
因其顶梁结构为箱式结构,在截面惯性矩的计算中参考机械设计手册,确定截面惯性矩计算公式为:
2 焊接工艺
2.1 焊前准备
清理焊缝周围的锈蚀,打磨露出金属光泽,准备2台YD-600KH型二氧化碳电焊机。
2.2 焊接规范及参数
焊丝ER50-6,焊丝直径1.6 mm,保护气体CO2,电流 260 A~280 A,气体流量 20 L/min~25 L/min,电弧电压27 V~29 V。
2.3 焊接顺序

顶梁焊接顺序见图3:先断焊大小顶板的焊缝1,然后焊其焊缝2,接着焊接完焊缝1,然后对称焊接主筋与顶板焊缝3,最后焊接焊缝4。以上焊缝均为长大焊缝,焊接方法和焊接顺序见图4,2人分别由顶板的中心向两端对称施焊,使顶板两边和主筋板受力大小基本相同,可避免产生扭曲变形。此外由顶板的中心向两端对称跳焊,可降低焊接应力所导致的影响,保证其平面度。

3 结论
通过对顶梁的焊接应力及焊接变形分析计算,采用合理的焊接方法和焊接顺序,制定有效工艺措施控制焊接变形,使顶梁一次焊接成型,达到设计要求,免去了复杂的焊后校正过程,从而保证顶梁的焊接质量。
[1] 成大先.机械设计手册.北京:化学工业出版社,2002.
[2] 宋天虎.焊接手册.北京:机械工业出版社,2002.
Control of the Distortion in Long Top Welded by Hydraulic Support
Shi Zhiliang
Through the stress analysis and the distortion calculation con ducted on ZZ5300 hydraulic support and its application in long top beam,this article introduced the method to rationally manipulate the internal stress produced during welding,which will ensure the quality of the beam.
welding deformation;welding stress;process measures
TG44
A
1000-4866(2010)03-0046-02
师志亮,男,1993年9月毕业于大同煤校,现在大同煤矿集团力泰公司工作,工程师。
2010-06-23
2010-07-07