Z8640双工位四开模热芯盒射芯机控制系统的整改
2010-01-05崔永宁广西大学机械工程学院南宁530004
崔永宁(广西大学 机械工程学院,南宁 530004)
Z8640双工位四开模热芯盒射芯机控制系统的整改
崔永宁(广西大学 机械工程学院,南宁 530004)
介绍Z8640双工位四开模热芯盒射芯机常规继电器线路控制系统整改为可编程序控制器(PLC)控制系统的目的、应用和技巧。通过整改,设备生产效率得以提高,产品质量得以改善。
热芯盒射芯机;控制系统;改造
1 工艺流程
玉柴股份有限公司使用的这台Z8640双工位四开模热芯盒射芯机从结构上分为三个工位:左右是相同的平车工位,用于安装模具,是砂芯固化、产出的机构;中间是射砂工位,是砂芯成型的机构。图1是一个平车工位的流程图。
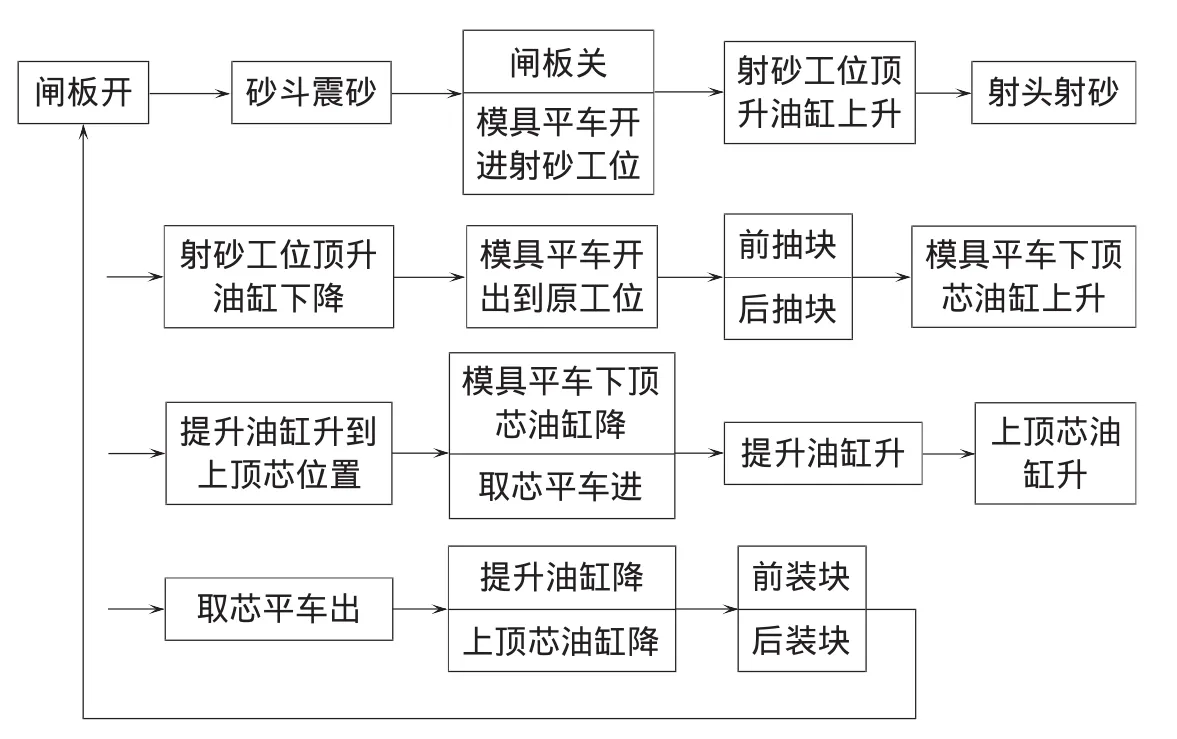
图1 平车工位的流程图
2 存在问题分析
该射芯机自动功能早已丧失,相当部分线路已不能使用,每次生产,粉尘、芯砂散落在设备上,引起线路接触不良、短路、对地等故障,线路及接线端子严重老化、残缺、腐蚀,等等,导致维修工时长、零件成本高,既不能稳定保证砂芯质量,又影响生产任务的顺利完成。
当初的设计缺陷多:模具加热不能有效控制,既浪费能源,又容易导致砂芯工艺波动大;没有清模机构,砂芯质量受影响;气压在电气线路上没有监测,压力一旦失衡,既可能造成设备的损害,也容易对砂芯饱满度、坚实度质量产生影响;控制线路上没安装暂停、急停类按钮开关,安全性能差;取芯平车直接用电机驱动,无法设置速度等级,没有缓冲,电流对线路和电机冲击大,导致电机和线路故障多;操作电气柜三个,不但多而且分散,操作非常不便;等等。
3 整改方案及措施
3.1 硬件的选择
根据射芯机特点,要求运算速度较快,灵敏度较高,具有数据运算处理功能,同时考虑到该公司使用PLC类型几乎是西门子系列,所以兼顾备件的通用性等需要,选择西门子S7-300系列的CPU314,电源PS307 5A,输入模块 SM321 DI 32×DC24V,输出模块 SM322 DO 32×DC24V/0.5A,编程软件使用STEP7(V5.2)软件。
在整改取芯车方案上,本着节约整改成本、动作简洁、维护简单的目的,不用电机和变频器组合作为驱动,改用活塞不带磁环、有缓冲调节的普通气缸和电磁阀组合;原来的机械接触式行程开关全部改为DC24V电子接近开关,输出信号为+24V;原来AC220V电磁阀全部改为DC24V的电磁阀;为保护PLC模块和CPU电源,外围线路所用的DC24V电源不从CPU电源上取,另外加装一个AV220V/DC24V电源。
PLC电气控制系统简图如图2。

图2 PLC电气控制系统简图
3.2 系统设计
3.2.1 左右工位平车的控制
不论手动还是自动,既能单独运行左工位,也能单独运行右工位,当然也能分别运行两边工位;既能从左工位开始启动,也能从右工位开始启动,但两边工位不能同时启动。
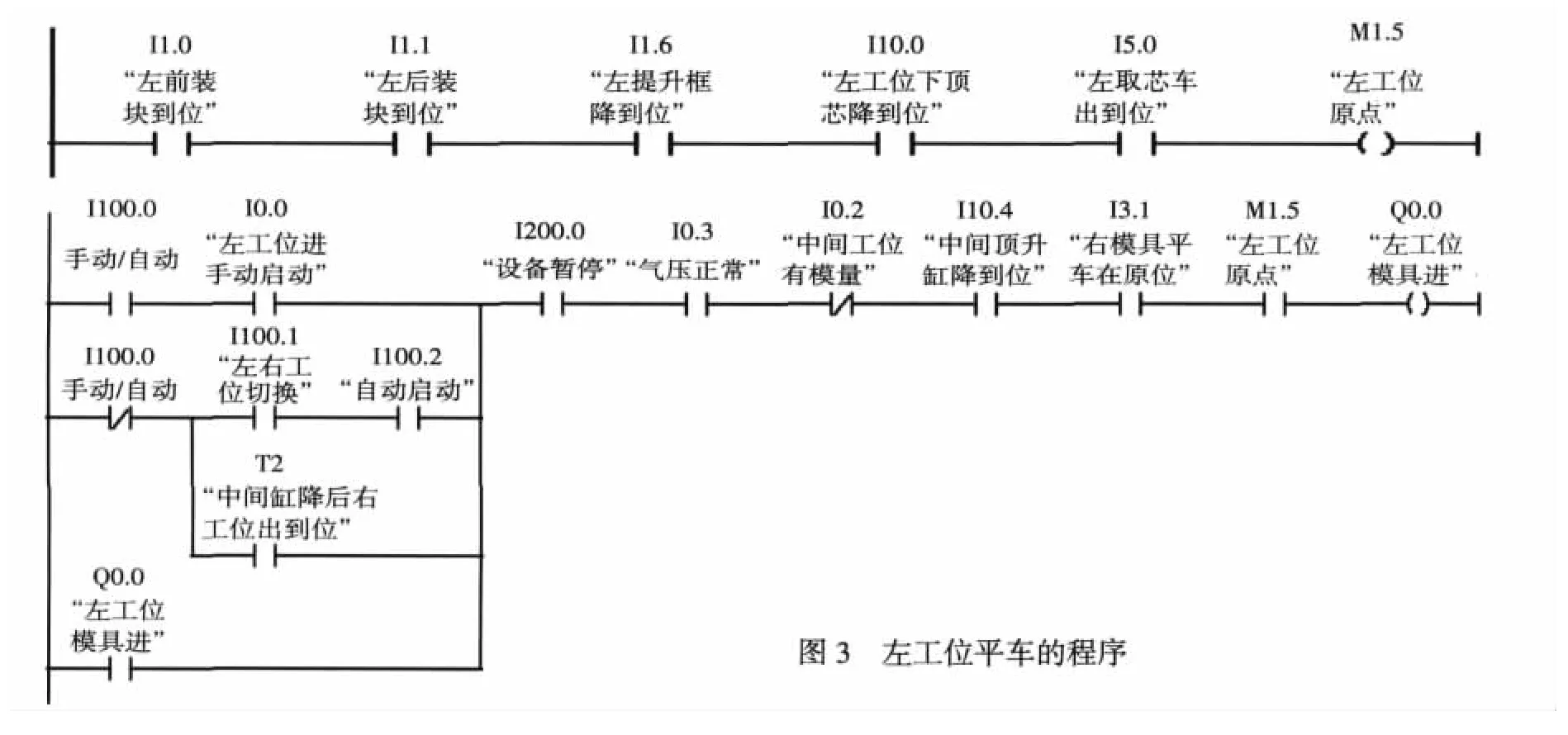
图3是左工位平车的程序,通过左右工位转换开关I100.1的信号通、断来实现工位的切换;通过暂停信号I200.0来选择左工位能否启动;中间工位模具信号I0.2和右工位模具平车在原位信号I3.1是左工位模具平车能否被允许开进中间工位的前提条件;在自动状态下,为了实现左右工位轮流开进开出中间工位,采用右工位模具平车从中间顶升缸下降后开始,到开出到原位止所需的时间T2作为判断左工位模具平车能否继续开进中间工位的判断条件。右工位平车的程序与左工位平车的一样,只需修改相对应的信号条件。
3.2.2 射砂控制
射砂是制芯质量控制的关键之一。为解决由于气压、模具结构、模具排气、芯砂粘度等因素,导致砂芯饱满度波动的棘手问题,设计了可靠的射砂程序。如图4,通过万能转换开关的切换,在程序中设计一次射砂I11.5有信号,连续二次射砂I11.5和I11.6有信号,连续三次射砂I11.5、I11.6和I11.7都有信号的三种射砂模式。
如果只把射砂时间延长,并只射砂一次,这样的效果也不好。连续射砂的设计技巧在于前一次射砂后一定要先排气,才能继续下一次射砂。在生产过程中,可以根据实际情况随时切换所需的射砂模式。从既要解决砂芯质量问题又要提高生产效率考虑,射砂和射砂后排气的时间参数设置就要相对合理、可行,通过多次试验最后确定:第一次射砂3s,排气1.5s;第二次射砂 2s,排气 1.5s;第三次射砂 1.2s,排气1.2s。
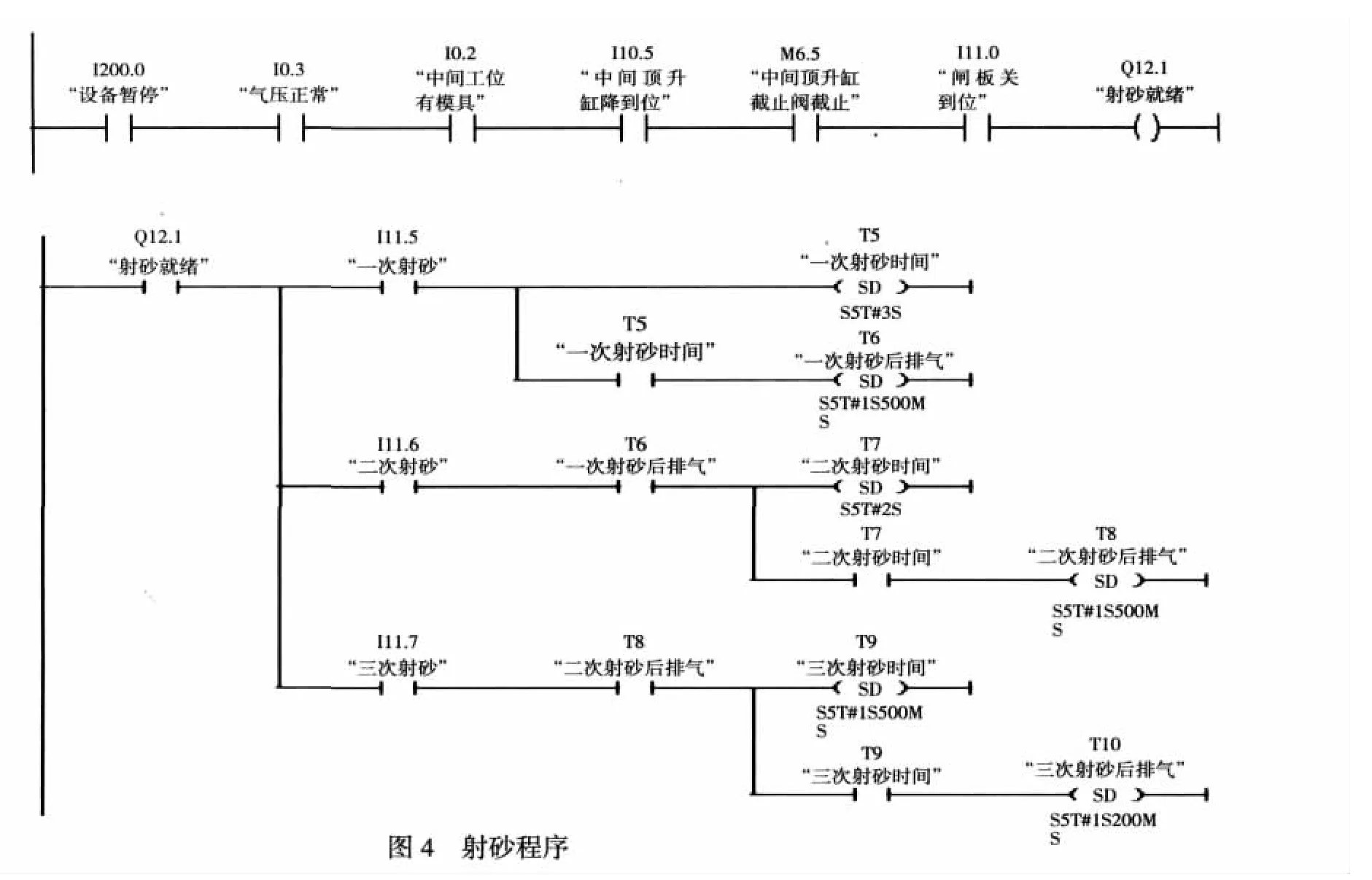
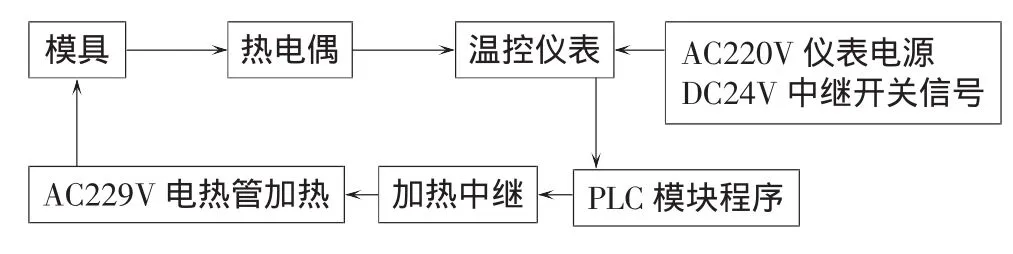
图5 模具温度控制原理
3.2.3 模具温度的控制
通过安装在模具某一合适部位的热电偶的温度检测信号回传给温控仪表,经仪表内部的数据处理后,与已经设置的温控仪表上下限温度数值相比较,比较的结果作用于仪表内部的中继,中继的开关状态就是控制模具是否加热的关键信号,如图5所示。同时为了保护加热主线路的完好,减少加热线路的外围故障的发生,模具平车必须在原位静止的状态下才能通电加热,当模具平车工位发生任何动作时,不管温度多少,加热立即自动切断。
4 整改后的效果
通过PLC输入输出模块接口建立与射芯机各个动作的联系,实现射芯机的自动控制,控制方式多种、灵活,运行稳定、可靠,极大地提高了生产效率,大大地降低了维修成本、零部件成本,整改成本低。
Transformation ofControlSystem ofModelZ8640 HotBox CoreShooter
CUI YongNing
(MechanicalEngineering College ofGuangxiUniversity,Nanning 530004,GuangxiChina)
Purpose,app lication and skill in control system transformed from conventional banked relay to PLC control system on Model Z8640 hot box core shooter have been introduced.The equipment has renewed high p roduc tivityw ith im p rovementon p roduc tquality.
Hotbox core shooter;Controlsystem;Transformation
TG231.66;
B;
1006-9658(2010)03-3
2009-12-28
2009-171
崔永宁,男,助理工程师
