PLC控制在起毛剪毛机中的应用
2009-12-31王丹丹乔大伟
王丹丹 乔大伟
摘要:文章以意大利Lafer起绒生产流水线设备的改造为对象,阐述了起毛剪毛机电气控制设计中存在的几个主要问题。通过对设备的PLC改造解决这些问题,代替了以前的陈旧单片机控制系统,便于操作,能够提高工作者的工作效率,从而达到提高生产效率,改善产品质量的目的。
关键词:纺织机械;起毛剪毛机;PLC控制
中图分类号:TM571文献标识码:A文章编号:1009-2374(2009)20-0047-02
一、概述
起毛剪毛机被广泛地应用于粗纺呢织物、拉舍尔经编毛毯、特里科经编拉绒织物(如经编短绒)、纬编毛圈拉绒织物(如摇粒绒、卫生衣织物)等的起毛。
起毛加工是一种织物后整理工序,就是将织物表面纤维露出来以增加织物的厚度,通过柔软化使其手感得到改善并增强保温性能。梭织物和针织物均可以起毛,起毛程度从仅为柔软织物以改变风格的轻起毛到覆盖整个织物组织如地毯那样的重起毛。起毛直接影响到织物的风格和质量,通过起毛可增强织物的外观和手感、提高织物的保暖性和实用性,由于起毛出现的问题一般都很难修复,因此起毛工序成为众多生产厂家质量控制的重要环节。
起毛剪毛机一般分为两类即织物刺果起毛剪毛机和钢丝针辊起毛剪毛机。最初的刺果起毛剪毛机是根据自然界中刺果上的刺对织物表面的撕扯作用而发明的。最初的起毛剪毛机是由单个滚筒(锡林)构成,滚筒(锡林)整个表面上植有刺果,后来又发展成为两个滚筒(锡林),分别在绒毛的正反方向上同时运动。不久,包有针布的罗拉滚筒(锡林)起毛剪毛机,即钢丝起毛剪毛机问世。
二、起毛剪毛机的工作原理
起毛是由于运行中的针辊针尖与织物产生相对速度差而形成的。其过程为当针辊的针尖插入织物面与织物产生相对运动时,由于弹性的关系,钢针产生了相应的位移,针尖边滚动边移动,由织物内部移向织物的表面(位移的同时,还产生扒松纤维的作用)。当针尖离开织物的瞬间,原来被纤维勒住的针尖,迅猛地弹回,把织物纱线内的纤维挑出而起毛。所以起毛作用的实质是利用强制性机械作用力,对织物纱线中的纤维结构进行破坏。
顺、逆针辊都可以用来起毛,究竟是处于哪种工作状态,取决于织物、针尖之间的速度差。
三、起毛剪毛机的总体设计方案
起毛剪毛机动力系统较为复杂,有多个电机,包括锡林电机、顺针辊电机、逆针辊电机、进布辊电机、出布辊电机、扩幅辊电机和叠布架电机。每个电机各有一个变频器控制它们的电流频率。控制系统由于受单片机控制,在部分核心芯片损坏后的维修费用昂贵,维修周期长。受到地域和经费的限制。
通过PLC编制出逻辑控制程序和触摸屏上的人机界面进行操作,从而实现自动和手动操作;开放式的人机界面,可以方便工人们的日常生产;出现故障后通过报警提示,直观的PLC程序和设定PLC程序的故障点,可以快速的查找到故障,从而可以顺利解决生产中遇到的技术问题;通过改进PLC程序和添加人机界面的新的参数,可以扩展设备的功能;通过对工艺流程的研究和工艺参数的进一步完善,可以改善加工的生产工艺流程,实现节能与节省生产成本的目的。
整个系统在硬件上采用电机数控结构,利用伺服电机,编码器等组成的计算机控制系统来协调驱动各部件间的同步要求,可以省去复杂的油浴润滑的机械传动系统,将传动机构简化到最低限度,并大幅度消除机械原因引起的故障停车,明显提高起毛剪毛机运转的可靠性,提高运转效率和车速,相应提高了生产率。
相对而言RS485串行通讯通信速率较高、结构简单、成本低、可靠性强、连接方便、性能价格比高、设计独特、配置灵活等特性,能配置并采集各个站点的数据,结合逻辑控制器PLC可以方便实现对控制过程的操作监测、控制指令的发布传输、控制参数的记录存储等功能,在实时性要求不高的场合非常适用于控制器与PLC之间进行数据通信。
控制系统由触摸屏、PLC、变频器和其他辅助器件组成,具体叙述如下:
(一)控制器件、对象
执行机构采用八个电机,分别为两台控制上下剪毛刀的三相异步电动机,两台控制起绒操作的三相异步电动机,两台控制上下卷取的三相异步电动机,一台控制输入的电机和一台控制收步的电机。
(二)控制原理
采用轴编码器信号作为两个伺服电机控制信号,伺服控制器利用这个信号控制两个伺服电机与辊轴保持对应关系,伺服电机经编码器得到反馈信号,形成闭环控制。
电机带动辊轴,配套控制器为变频器,起毛剪毛机在正常工作状态下,一般主电机工作通过触摸屏设置的参数来控制,采用变频器实现。
整机的工作状态由PLC控制。整机系统的检测部分由PLC完成,PLC将对整机所安装的一些行程开关,光电开关等等进行检测,对不正常情况通知触摸屏,进行相对应的显示。
人机界面触摸屏主要对工况进行显示,对整机进行相应参数的设定,故障诊断结果的显示。各个控制器之间的协调工作由PLC来完成。其中:
1.PLC是整个控制系统的核心,接收来自触摸屏和主电机变频器的数据信息,进行分析、处理,接收触摸屏的外界指令并向输出系统发送控制指令,使得各个电机在控制器的引导下按照预定的数学模型有序运转,保证整个系统正常协调的完成任务。此外PLC还要进行顺序控制过程中的工况分析,监测系统各个部分是否正常运行,发出故障警报,并能够排除故障,使系统重新恢复正常运转状态。
2.触摸屏是人机换界面,也是整个系统的上位机,通过RS485串行协议与PLC进行通讯。通过这个平台,操控者可以把控制意图和控制命令发送给整个系统,并可以通过PLC反馈系统的一些基本参数。同时,触摸屏还具有故障提示功能,并能在一定程度上通过操作者的干预排除故障。
3.电机控制器是控制输出的关键环节。制动辊电机变频器通过编码器反馈自身信号,作为系统标定值,并通过台达电机变频器之间的数频级联主线发布给所有从站。伺服控制器接收标定信号,按照预定的模型运转,同时采用高精度的角度传输装置旋转变压器建立速度和位置反馈,使电机本身构成精确的伺服系统。利用变频器,可灵活地配置控制功能与输入、输出信号,通过接收PLC的控制指令或来自其他伺服控制器的信号给定,准确及时地调节各分部电机的速度。
四、PLC硬件部分
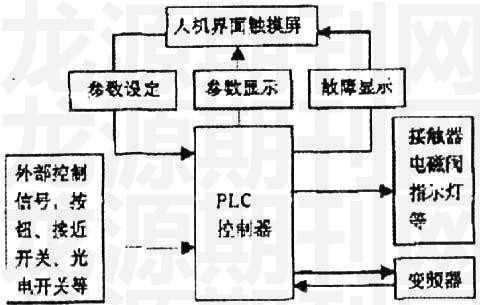
1.控制系统原理图如图1所示:
2.系统的硬件结构。本智能控制系统的硬件方面需要提供系统运行的物理环境,需要一台系统主机作为监视和控制的中心。同时还需要一套接口系统连接系统主机和控制对象,需要它不断向主机提供被控对象的状态,同时也不断将主机的控制指令发送给控制对象,被控对象收到指令后执行指定的操作,实现系统控制的目的。因此,本系统在硬件上分为系统主机(触摸屏、PLC)、通信接口、控制对象(电机、接触器、电磁阀等)三个部分。
硬件组成:(1)人机界面:台达A57G 5.7英寸灰度(显示、上位监控);(2)可编程控制器:台达SS系列主机共94点,其中模拟量输入的8点,开关量输入48点,继电器输出38点;(3)变频器:台达M系列7.5KW/380V:2台;台达M系列2.2KW/380V:3台;台达M系列1.5KW/380V:3台;(4)其他辅助器件等。
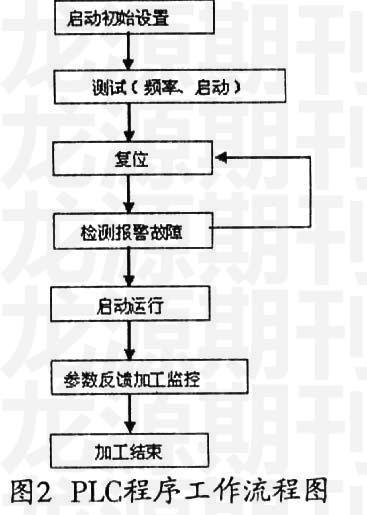
3.系统软件设计。Lafer起绒剪毛设备的电气PLC程序工作流程图如图2所示:
五、结语
针对现有起毛剪毛机存在的控制上和操作上的缺陷,提出采用PLC控制方案,代替了以前的陈旧单片机控制系统,便于操作,提高工作者的工作效率。
参考文献
[1]郑江文,孙中文.起毛机参数选择对织物起毛的影响[J].设计·制造,1998,(20).
[2]田哲民.浅述起毛机的“零点”[J].山东纺织科技,1998,(3).
[3]高耀领.起毛和起毛针布[J].纺织器材,23(2).
作者简介:王丹丹(1980-),女,山东淄博人,山东丝绸纺织职业学院助理讲师,工学硕士,研究方向:电气控制及其自动化、纺织设备改造;乔大伟(1981-),男,山东淄博人,山东丝绸纺织职业学院助理讲师,数控车工技师,工学硕士,研究方向:数控编程、数控技术、纺织设备改造。
