机械设计和PLC自动化控制相结合在光盘生产线传输单元——缓存机构中的应用
2009-12-31庄广焰邓志勇耿茜
庄广焰 邓志勇 耿 茜
摘要:文章对光盘生产线中的一个传输单元——缓存机构进行优化设计。通过对机械手动作设计使本缓存机构动作简单、高速、安全且稳定,通过PLC优化控制来减少传感器和输入模块的数量,通过机械设计和PLC自控化控制相结合,优化了缓存机构性能的同时,节约了成本。
关键词:缓存机构;PLC;机械设计;自动化控制;光盘生产线
中图分类号:TP271文献标识码:A文章编号:1009-2374(2009)20-0063-02
一、概述
光盘作为光盘生产线的生产节拍、生产线设备投入成本等因素成为各光盘生产商关心的首要问题,目前东莞宏威数一种传统的存储介质,具有携带方便、价格便宜等优势,随着生产光盘的工艺水平的提高,目前蓝光光盘的存储量可以达到50G以上,随着新一代高性能光驱的普及以及高清晰,光盘行业将迎来新的机遇和挑战。
随着光盘行业的发展,数码机械有限公司的光盘生产节拍为每1秒一片光盘,这样快的生产节拍除了需要解决各关键环节的工艺之外,高速稳定传输系统也至关重要。本文主要介绍一种通过机械设计和PLC控制相结合,获得高速稳定传输的设计方案。
二、整体设计方案
(一)设计思路
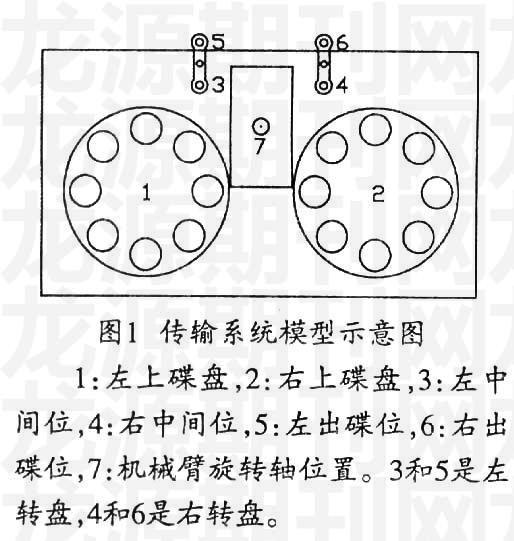
光盘生产线的注塑机的启动时间长且运行比较稳定,在生产过程中不能停机,而在生产过程中会因为某段的故障需要不能连续生产,这样会有很多碟片囤积在光盘生产线上,为了解决这一问题,我们设计了若干存放囤积碟片的缓存机构,在生产不连续时,将上一工序的碟片存放在这些缓存机构中,待下一故障工序正常运行时,碟片再由这些缓存机构传输到下一工序中继续生产。为了配合这种工艺特点,我们设计了图1所示的缓存模型,1和2为两个上碟盘,用来囤积碟片,5和6是出碟位,连接下一工序,碟片通过机械手7由上碟位传输至中间位3和4,最后旋转到出碟位,完成由上碟盘至出碟位之间的传输。由此传输模型我们可以解决各不同工序出现故障时碟片的缓存。
此设计中,两个相对较慢的生产节拍的传输装置共用一个机械手7,我们通过对机械手的机械设计以及PLC优化控制来简化这一传输过程,节约成本,提高工作效率。
(二)机械手动作设计
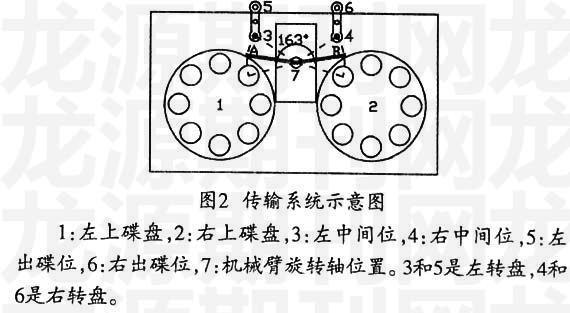
针对本传输线的特点,我们特别设计了如图2所示的一个双臂机械手,机械手的两个臂之间的角度相对固定为163°。初始状态机械手的位置如图2中粗实线所示,设备正常运行时,机械手7先顺时针旋转,机械手的A臂旋转到左中间位3,机械手的B臂正好旋转至右上碟盘2上拿碟位置上,机械手下降,A臂将碟片放到左中间位3上,同时机械手的B臂拿起右上碟盘2的碟片。然后,机械手上升,再逆时针旋转,此时机械手的A臂旋转至左上碟盘1的拿碟位置上,机械手的B臂旋转到右中间位,机械手臂旋转的同时左转盘旋转,碟片由中间位3到左出碟位5,机械手下降,机械手的A臂拿起左上碟盘的碟片,机械手的B臂将碟片放到右中间位4上。然后机械臂上升,再顺时针旋转,机械手的A臂旋转到左中间位3,机械手的B臂正好旋转至右上碟盘2上拿碟位置上,机械手旋转的同时,右转盘旋转,碟片由中间位4到左出碟位6。此时,机械手的A臂旋转到左中间位3,机械手的B臂正好旋转至右上碟盘2上拿碟位置上,而完成一个周期的循环。
在本设计的传输系统中,机械臂旋转的角度小,节约了时间,机械臂在旋转的过程中不接触任何其他传输部件,减少了因碰撞带来的损失。
(三)PLC优化控制
控制方面,我们选用和泉(IDEC)FC3A的PLC,带上1个输入模块和一个输出模块,一共有16个输入点和16个输出点。
输入点在分配给运行按钮(I0),伺服电机控制器(I7-I14),左右上碟盘碟片检测(I1,I2),左右中间位碟片检测(I3,I4),左右出碟位碟片检测(I5,I6)后,只剩下3个输入点。而机械臂的上下位检测传感器,左右转盘旋转位置检测传感器,需要6个输入点,需要再增加一个输入模块(16个输入点),因此,我们通过PLC程序的优化控制来减少输入点,节约控制模块的成本。
机械手臂的上下位以及左右转盘的旋转都是用二位五通电磁阀控制,在此设计中,我们只使用机械臂的上位置检测传感器,左右转盘各使用一个位置检测传感器,另外一个位置的检测通过电磁阀和传感器的状态,由PLC程序进行判断。
输出点则分配给报警(O0),伺服电机控制器(O6-O14),机械臂上升/下降电磁阀控制(O1),左右转盘旋转电磁阀控制(O2,O3),左右上碟盘旋转控制(O4,O5),还剩下4个输出点备用。
PLC对机械臂的上下位置判断程序运算如下:
设定上位传感器输入点为I15,机械臂的上下运动电磁阀控制输出点为Q1,Q1有输出则机械臂在下位置,Q1无输出则机械臂在上位置(默认位置)。PLC通过对I15,Q1置位情况来判断机械臂在上位置还是在下位置。判断方式如下:
1.I15为1,Q1为0。这个时候机械臂在上位置。
2.I15为0,Q1为1。这个时候机械臂在下位置。
3.I15为0,Q1为0。Q1为0则电磁阀有动作使汽缸上升,I15不应该为0,此时需要输出报警信息。但如果是刚刚复位Q1,电磁阀动作后汽缸还没到运动到位置。这里需要加一个延时,当I15和Q1都为0后,经过一段时间,如果还是都为0,则输出报警信息。
4.I15为1,Q1为1。Q1为1则电磁阀有动作使汽缸下降,I15不应该为1,此时需要输出报警信息。但如果是刚刚触发Q1,电磁阀动作后汽缸还没到运动到位置。这里需要加一个延时(延时时间可以通过测量机械臂的上下运动和左右转盘旋转时间获得),当I15和Q1都为1后,经过一段时间,如果还是都为1,则输出报警信息。
三、结语
本文针对光盘生产线的特点,设计了一个应用于光盘生产线的传输单元的缓存机构。本设计利用光盘生产线布局,设计了机械手角度并优化传输动作,实现了光盘在上碟盘至出碟位之间简单、高速、安全且稳定的传输;利用PLC算法减少了输入模块,节约了成本;通过机械设计和PLC自控化控制相结合,在实现满足光盘生产线传输的高效缓存机构性能的同时,节约了成本,是一种被实践证明可稳定生产的设计。
作者简介:庄广焰(1981-),男,广东潮州人,东莞宏威数码机械有限公司工程师,研究方向:机械设计制造及其自动化;邓志勇(1978-),男,东莞宏威数码机械有限公司工程师,研究方向:机械电子工程;耿茜(1982-),女,东莞宏威数码机械有限公司工程师,硕士,研究方向:薄膜材料。
