炼钢连铸动态调度专家系统设计与仿真
2009-12-25王柏琳
王柏琳
[摘 要] 针对炼钢连铸的生产特点,研究了炼钢连铸动态调度专家系统。系统通过混合知识表示形成知识网络,构建树状层次结构实现知识库模块化管理,运用推理机实现动态调度策略实时推理,加强了系统的柔性和知识的重用性。系统能够根据调度方案和生产数据实时监控生产过程,及时识别扰动,并实现重调度。仿真结果表明,系统具有很好的实时性和交互性,能够保持生产的稳定运行。
[关键词] 动态调度;专家系统;炼钢连铸;系统仿真
doi : 10 . 3969 / j . issn . 1673 - 0194 . 2009 . 21 . 012
[中图分类号]TP273;TF777 [文献标识码]A[文章编号]1673 - 0194(2009)21 - 0042 - 03
0引 言
炼钢连铸是钢铁生产的关键部分和瓶颈工序,在炼钢连铸生产过程中,必须能够对各种突发事件做出快速应对,在异常情况下动态调整生产计划,确保生产顺利进行。因此,炼钢连铸动态调度的研究对钢铁生产具有重要意义[1]。专家系统作为人工智能的一种系统化方法,在动态调度研究中占有重要的地位[2][3]。将专家系统用于动态调度的研究,可以有效解决模糊的、非结构化和半结构化的问题。
本文对炼钢连铸动态调度专家系统进行研究和设计开发。该系统可以根据已知调度方案和车间生产实绩,追踪物流生产情况,在检测到动态扰动时及时报警,并针对扰动特点选用适当的重调度方法生成新的调度方案,保证生产持续稳定进行。
1系统总体结构
炼钢连铸是钢铁生产的重要工序,包括炼钢、精炼和连铸3个阶段,可以抽象为多阶段、多作业、多并行机的混合流水车间调度问题(Hybrid Flow Shop Scheduling)。此外,炼钢连铸生产调度又具有特殊性,要求一定炉次范围内必须连续浇铸,且钢水只允许在各工序间等待较短时间,这使得动态调度更具复杂性。
炼钢连铸动态调度系统的作用是在线监控炉次作业的物流加工情况,识别异常扰动事件,并实时决策是否重调度。炼钢连铸生产过程中常见的扰动主要有3类:时间类扰动,包括开始时间提前或延迟、加工时间缩短或延长等;设备故障类扰动,包括设备停机、设备速度异常等;产品质量类扰动,包括钢水成分波动、钢水温度波动等。
专家系统能简便地将各种事实及理论与通过经验获得的知识相结合,具有良好的柔性和可扩充性。炼钢连铸动态调度系统结合专家系统的理论知识,将动态调度知识和运用知识的推理机制相分离,实现生产过程实时监控和扰动事件重调度的功能。
炼钢连铸动态调度专家系统与静态调度系统和过程控制系统这两个外部系统连接,由知识库、知识库管理系统、推理机、解释器和人机交互界面5部分组成,并在Gensym公司的G2实时专家系统平台[4]上开发。
2知识表示与知识库管理
2.1 混合知识表示
系统采用框架表示与产生式表示结合的方式,用框架描述结构性知识和陈述性知识,用产生式规则描述启发式知识和过程性知识。这种混合知识表示很好地实现了各种不同类型的知识的结合,并有利于知识库的进一步扩充和丰富。
2.1.1基于框架的对象知识表述
框架是一种结构化表示法,用来表示问题的对象或者自然关联在一起的对象的类。一个框架可以是另一个框架的槽值,并且同一个框架可以作为几个不同框架的槽值,这样减少了知识冗余,节省了储存空间。框架的一个重要特征是继承,子框架可以继承父框架的所有特性。框架也支持多重继承,这样可以从不同的角度描述对象[5]。
炼钢连铸动态调度系统的概念模型由框架及其继承与关联关系表示,如图1所示。其中,Schedule(调度方案)、Ladle(炉次)、Machine(设备)、Monitor(监控功能)、Disturbance(扰动信息)是系统抽象出来的5个主要知识,这里作为顶层框架。其他框架通过继承顶层框架的信息来构成动态调度知识网络。其中:(1) Pre-Sch(初始调度方案)、ReSch(重调度方案)是Schedule的子框架;(2) Sch-Ladle继承了Ladle和Monitor两个框架,记录作业的加工现状和钢水温度的实时监测情况;(3) Sch-Mch继承了Machine和Monitor框架,监视设备上作业加工情况和设备运转情况。它的3个子框架:Converter(转炉)、Finery(精炼炉)和Caster(连铸机)分别定义了各个设备的特性和图标;(4) Time-ReSch(时间扰动重调度)、Break-ReSch(故障扰动重调度)和Quality-ReSch(质量扰动重调度)是Disturbance的子框架,表示各类扰动的关键信息,以及重调度的过程数据。

2.2.2产生式的规则表述
产生式知识表示也称为产生式规则,它用“IF [前提] THEN [结论]”的形式表示推理过程和行为,描述关系、策略和启发等知识。规则通过各种方式相互联系,当某一个规则的结论正好是另一条规则的前提时,这两条规则是相互串联的。规则之间形成复杂的知识推理网络。
本系统采用的规则形式主要有两种:数据驱动规则和事件驱动规则。
(1) 数据驱动规则在框架槽值发生变化时检测前提部分的条件,若条件为真,则执行结论部分的操作,例如:
IF Monitor的实际值-期望值> 阈值
THEN Monitor的状态=“over-target”
(2) 事件驱动规则实时响应实时事件,一旦检测到前提部分中的事件发生,则执行结论部分的操作,实现知识推理。例如:
IF Sch-Ladle的状态槽从外部系统接收到新数据
THEN 在动态仿真界面上移动Sch-Ladle
AND 更新Sch-Ladle和Sch-Mch的槽值
AND 开始累计工序加工时间
系统的主要规则集有:初始化规则集、生产指令生成规则集、监控与扰动识别规则集、动态仿真规则集、重调度规则集等。
2.2 知识库管理
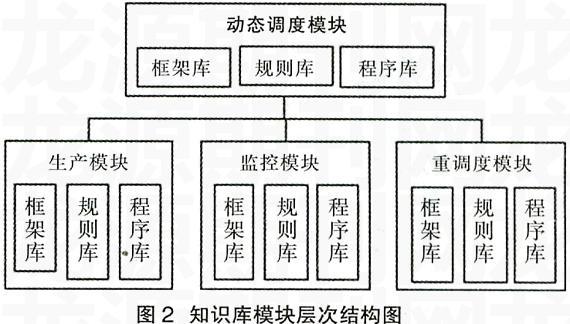
针对框架知识表示的继承性特点,系统采用树状层次结构对知识库进行模块化管理,如图2所示。知识库有3个底层模块:生产模块、监控模块和重调度模块。这3个底层模块不依赖于其他模块而独立运行。其中,生产模块定义了炼钢连铸工艺对象的特性知识;监控模块抽象定义了系统的监控功能;重调度模块建立了针对不同扰动的重调度模型。顶层的动态调度模块则集成了3个底层模块,该模块的运行需要运用到包含于底层模块中的知识,对底层模块知识的进行组织和协调,并提供交互界面,动态仿真生产现场,使调度员准确掌握实际生产情况,实现优化调度的目的。
通过知识库的模块化管理,可以实现知识的归类,增强知识的重用性。
3实时推理策略
系统借助G2平台实现基于规则的实时推理,包括正向推理和反向推理两种控制策略,正向推理响应数据更新和实时事件,反向推理调用其他的规则、过程或方法。G2平台的推理机具有并发式多线推理能力,可以在动态变化的环境下,通过对规则的控制,对对象进行灵活的监视与控制,保证了推理的实时性和灵活性[6]。
动态调度系统从过程控制系统和静态调度系统采集和监控数据,通过规则之间的触发关系实现知识推理,当数据异常时,根据异常种类和程度从程序库中选择重调度方法,生成新的生产指令。
4仿真实验
某钢铁厂有转炉3台,精炼炉3台,连铸机3台,对生产过程中的扰动因素,系统采用随机函数进行仿真,仿真结果如图3所示。
在实验过程中,根据生产数据的不断变化,动态仿真界面SCHEDULING-GUI能够实时仿真生产现场,并在界面上标示出钢水的炉次、加工时间、温度,设备的作业状态、工作时间等重要属性的当前值。生产异常时,报警信息显示在消息板MESSAGE-BOARD上,包括发生时间、异常代码、情况描述等,如图3(a)所示。
对于仿真实验中出现的各类扰动,根据扰动情况生成相应的实例框架,并在重调度过程中将过程数据依次填至框架槽中,清晰解释了新调度方案的生成过程。图3(b)为接收到设备临时检修计划时Break-ReSch实例MB的部分槽值,包括故障时间,故障设备,影响作业,以及重调度过程中生成的最小调度集和调度集处理结果。

5结束语
本文根据炼钢连铸生产特点,研究和设计了炼钢连铸动态调度专家系统。系统由知识库、推理机、解释器和人机界面组成,并采用树状层次结构对知识库进行模块化管理。系统的知识表示采用了框架表示和产生式表示相结合的方式,建立了复杂的炼钢连铸动态调度知识网络和推理网络。系统的仿真结果表明,该系统能有效地实现生产过程实时监控和车间生产动态仿真,出现异常情况时能够及时重调度,保证了生产的稳定运行,具有良好的交互性、实时性和在线性,对一般的混合流水车间动态调度问题也具有通用性。
主要参考文献
[1] 王秀英, 柴天佑, 郑秉霖. 炼钢连铸智能调度软件的开发及应用[J]. 计算机集成制造系统, 2006, 12(8): 1220-1226.
[2] 钱晓龙, 唐立新, 刘文新. 动态调度的研究方法综述[J]. 控制与决策, 2001, 16(2): 141-145.
[3] 常春光, 胡琨元, 汪定伟, 等. 钢铁生产动态调度理论研究与工程应用综述[J]. 信息与控制, 2003, 32(6): 531-537.
[4] Yao L, Postlethwaite I, et al. Design, Implementation and Testing of an Intelligent Knowledge-based System for the Supervisory Control of a Hot Rolling Mill[J]. Journal of Process Control, 2005, 15(6): 615-628.
[5] 宋新民, 龙杨喜, 等. 基于仿真的故障诊断专家系统应用研究[J]. 系统仿真学报, 2006, 18(4): 1038-1040.
[6] Gensym Corporation. G2 Application Development 1 Overhead Manual (Version 7.0 Rev. 0)[CP].2003.
Design and Simulation for Dynamic Scheduling Expert System of Steelmaking-Continuous Casting
WANG Bai-lin
(School of Economics and Management, University of Science and Technology Beijing, Beijing 100083, China)
Abstract: According to the production characteristics, a dynamic scheduling expert system of steelmaking-continuous casting is studied and designed. The system adopts a hybrid knowledge representation to form knowledge network, and builds up tree hierarchy architecture to manage knowledge base modularly. Real-time reasoning for dynamic scheduling strategy is implemented by inference mechanism. These techniques enhance the system flexibility and the knowledge reusability. The system can monitor production process in real time based on schedules and production data, and identify disturbances timely, then reschedule if needed. The simulation results demonstrate the well real-time and interactive features of this system which can maintain stable operation of production.
Key words: Dynamic Scheduling; Expert System; Steelmaking-Continuous Casting; System Simulation
