工业以太网在八钢小型厂自动化领域中的应用
2009-12-08孙国庆马卫
孙国庆 马 卫
摘要:主要介绍了以太网技术和现场总线技术的特点,论述了现场总线技术应用以太网技术的优势,介绍了工业以太网在八钢小型厂自动化领域中的应用。
关键词:以太网 现场总线 自动化
1. 以太网
1985年以太网协议首次成为正式的IEEE802.3号码之下发布的网络标准协议。802.3标准包括物理层、MAC(介质访问层)子层协议。信息以基带方式传输。它描述了运行在各种介质上的从1Mbps到10Mbps的持续CSMA/CD(载波监听多路访问/冲突检测)系统的整个协议。
2. 以太网技术在自动化领域中的技术优势
正在发展完善中的现场总线技术(FieldBus)是为了适应工业控制系统向分散化、智能化、网络化方向发展在20世纪80年代的现代技术,它是低带宽的底层控制网络,这种技术导致了传统电气监测控制系统结构的变革,形成了新型的网络集成化、分布式控制系统——现场总线控制系统。现场总线是开放统一的通信网络,自动化领域的多家设备供应商制定了适于不同场合的各种总线协议,如LonWorks、Profibus、CAN、HART等总线标准协议,总数达40多个。
将以太网用于工业领域主要有以下几个方面的优势:
1.以太网是目前技术最成熟应用最广泛的通信网络。具有价格低、多种传输介质可选、高速度、易于组网应用等特点,而且其运行经验最为丰富,拥有大量安装维护人员。
2.易于Internet连接。过去十几年中Internet的兴起和Unix、Windows等操作系统逐渐处于主导地位,像TCT/IP协议以及其它一些定义明确的传输协议得到广泛的应用,将以太网应用到工业领域应该是最为方便最有效的解决方案。
3.以太网可以克服现场总线不能与计算机网络技术同步改变发展的弊端。以太网作为现场总线,特别是高速现场总线的框架主体,可以避免现场总线技术游离于计算机技术的发展之外,使现场总线技术与计算机网络技术很好地融合而形成相互促进的局面。当然,以太网技术也有一些缺陷,比如它适于办公环境的应用,但这些技术问题并非难以解决。基于以上优势,以太网技术在上世纪90年代中期开始逐渐应用在工厂自动化领域。
3. 以太网在八钢小型厂工业自动化领域的应用
3.1以太网的拓扑结构和设备配置
八钢小型厂是上世纪90年代中期建立的。其中以太网系统共有5台MMI构成,其拓扑结构采用星形结构。由于11#、12#MMI距离集线器(HUB)很远,已超出双绞线电缆的一般的使用范围(100m),因此选用光纤,一方面满足了长距离信号传输的要求,另一方面比采用粗同轴电缆抗干扰性强。
基于10BASE-T的星形网络有以下特点:
1. 网络适用性强。由于HUB上的每个接口都是以点对点方式与另一网络设备相连,任何连接上出的问题只会影响某一个设备或一个网络分段,不会影响整个网络的正常运行。
2. 容易检测错误。当出现链接问题时网络管理员只需去中央集线器检查集线器收发器状况指示灯即可。
3. 双绞线电缆作传输介质,成本低,有效的降低了网络成本,便于扩充和改变网络连接,从而节省了管理网络所消耗的时间。
4. 10BASE-T信号特点:10BASE-T介质系统中传输的信号采用曼切斯特编码系统进行编码,信号在双绞线电缆上作为平衡的差分电流进行传送,即在发送或接受各对电线中有一根电线传送差分信号的正振幅(0~2.5V),另一根电线传递信号的负振幅(0~2.5V),则在电线对的两根电线之间测量的峰——峰电压值5V。
5. 设备配置:(1)网络接口卡:采用3c579TP,符合EISA总线标准。虽然这种卡信息吞吐量大,对CPU的负担轻,但由于国内工控机普遍采用ISA/PCI总线标准,因此随着工控机的逐步改造,今后将采用符合PCI总线标准的网卡。
(2)网络集线器(HUB):采用3c16670,12端口为系统的扩展留有富于的接口。
(3)光电信号转换器:才用LANCAST4318。
3.2 以太网通讯的任务及通讯参数设定
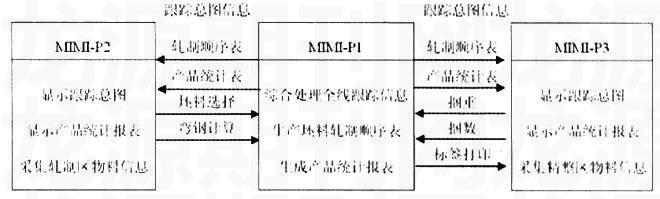
八钢小型厂以太网通讯的重要任务是:
(1)负责传送金轧制生产线上批号跟踪管理信息;
(2)负责传送精整区、轧制区整体设备运行状况;
(3)构成小型连轧厂过程自动化的数据通道和生产信息管理网。
批号跟踪管理信息如下图所示
由于所有以太网站均由MMI组成,而在MMIPC机上运行的是Factory LinkIV工业控制组态软件,所以用户程序中关于以太网通讯参数可在Factory LinkIV系统提供的LAN传送和接手信息配置表中进行。
Factory LinkIV提供了三种LAN参数配置表,在其他配置菜单下可进入:
1. LAN Send Control传送控制表。在这个表中可设定需要传送到别的以太网站的信息表、目的站的地址、发生传送过程的触发条件等。
2. LAN Receive Control接收控制表。在这个表中可设定需要的变量组,用于接收从其他站点发送来的信息。
3. LAN Groups。在此表中设定发送和接收信息的目的网站的地址和本网站地址,这些网络地址应选用安装配置TCP/IP协议组是设置的IP地址。
4. 结语
自八钢小型厂生产以来,以太网在其自动化控制中运行稳定,可靠。从此我们可以看出以太网应用到现场总线已成为自动化领域中的技术趋势,以太网技术将会十分迅速地进入到工业控制系统的各级网络中。
参考文献:
[1]李子文,小型连轧机的工艺与电气控制. 北京:冶金出版社.
[2]孙军凯,从Ethernet/IP工业以太网到工厂信息化技术. 自动化博览.
