金属切削机床爬行因素分析与消除措施
2009-10-22范国权
【摘 要】本文重点分析金属切削机床爬行故障形成因素及消除措施。
【关键词】爬行 因素分析 液压系统机床
机床工作台或拖板在运动中出现时走时停、或快或慢的现象称为爬行。所谓爬行就是指时走时停非匀速的运动,表现轻微时为目光不易察觉的颤振,表现严重时为大距离的间歇冲动。如:坐标镗床难以实现精确定位及微量进给,个别情况还可能出现扎刀、飞蹦工件等。
机床爬行时,移动部件突然跳动移位的大小称爬行量,较大的爬行量可采用百分表直接顶在执行部件上表针移动的刻度变化值,而较轻微的爬行量则可以采用精密仪器检测。机床的爬行影响着加工工件的质量和表面粗糙度,并且还会造成机床摩擦副的加速磨损,缩短机床零件的使用寿命,所以必须及时消除。机床产生爬行的原因有单一性的,也有综合性的。
一、机理分析
引起爬行的原因很多,但主要有以下两个方面。
1.摩擦阻力的变化引起爬行
机床床身导轨工作台导轨面都是经过磨削或刮削获得的,宏观上看是平直而光滑的,但在微观下却总存在有较小间距和峰谷组成的微量高低不平的痕迹。实际上,两接触贴合面只有两面的微峰峰尖接触,所以实际接触面积是非常小的,因而峰尖所承受的压力非常之大,远远超过其弹性变形极限而出现的塑性变形,尤其是大型机床更为突出。此外,发生塑性变形的接触点的金属分子在运动中产生强烈的粘结作用。由于参差不同高度的峰谷会出现互相交错咬合,在相对运动时便产生“犁刨”现象。这便是机床两相对贴合运动导轨表面产生摩擦阻力的主要潜因。
机床的爬行现象主要发生在低速滑动时,因为高速时工作台导轨面在微观存在的较小间距和峰谷间储存着微量油液,在高速作用的贴合运动中容易形成动压油膜,而将两贴合导轨面隔离开,摩擦系数此时是非常小的。然而,在低速滑动时,则较难形成动压油膜,从而出现由微峰直接接触的边界润滑。这时导轨表面的微峰由于直接接触,压力极高,因而发生塑性变形,导致接触处产生局部振动、高热、运动不平稳,出现金属分子的烧结,也称“冷焊”,这时摩擦系数是相当大的。
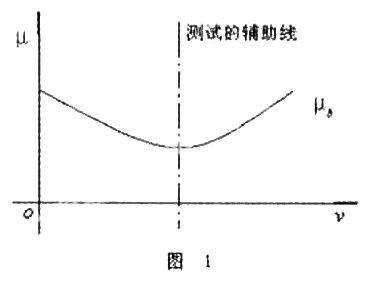
实验证明,在边界润滑条件下摩擦系数与滑动速度之间呈现如图1所示的函数关系。
在实践中,我们都有这样的经验:需推动一个物体运动所用的力要大于维持这个物体运动所用的力。也就是说静摩擦力(静摩擦系数)大于动摩擦力(动摩擦系)。如图1,μ0表示边界润滑的摩擦系数作为滑动速度的函数曲线。在相互贴合的工作面低速滑动开始的短暂时间内,摩擦系数μ0从静止状态下的最大值开始呈迅速下降趋势至最小值。此时工作台表现为向前冲动,又随速度μ0的增大而开始上升。当上升到较大值时,摩擦阻力增大,工作台趋向静止。此时,由于摩擦阻力的增大,相对的驱动力也随之增大,当驱动力增大到足以克服摩擦阻力时,工作台又重复出现以前那种冲动,驱动力随之减小。这个驱功力和摩擦阻力不断循环变化的过程,就是工作台时走时停的循环冲动的过程,这便是爬行。
2.滑动部件的驱动系统的刚性对爬行的影响
机床的滑动部件,如龙门刨床和龙门铣床的工作台是蜗杆与蜗轮传动;镗床的工作台是光杆与齿轮及齿轮与齿条传动;磨床的工作台是液压传动;不论哪一种传动,传动系统与滑动部件的连接决不是完全刚性的。从而产生以下的问题:①传动副中存在一定的传动间隙。如镗床的工作台就有光杆与齿轮,齿轮与齿条等多个传递环节,每个环节必须存在一定的间隙。②传动件由于刚性问题必须存在弹性变形。如轴类零件的扭转变形(如传动轴、螺杆、光杆等),这些传动系统可以理解为相当于一个弹簧系统,在驱动工作台滑动工作时,传动件(如传动光杆)刚性越差,弹性变形则越严重,传递动力就越不平稳。所以,在驱动力和摩擦阻力不断地循环变化过程中,又可以理解为一个不断地蓄能、放能的循环过程,即爬行的过程。
下面再以液压传动的磨床来分析这个问题。磨床加工精度高,要求工作平稳性和精确程度高,因此对爬行振动的特殊形式特别敏感。又由于磨床是以油液作为传递动力介质的,所以磨床最容易出现爬行现象。因此,对磨床的爬行的讨论就更有意义。
为什么以油液作为传递动力介质的磨床更容易出现爬行呢?这是因为:①油液具有可压缩性,当然这种可压缩性很小,一般情况下可以忽略不计。尽管如此,油液的刚性毕竟比刚体的刚性要差的多。②在这里关键的问题是组成液压系统的各个环节。如油泵、油管、接头、控制阀、油缸等密封不太严密,在运动的作用下常常会侵入空气。空气侵入液压系统中,或溶解在油液中或形成气泡浮游在油液中。空气的可压缩性则是极大的(大约相当油液的一万倍)。这样,侵入了空气的油液则必然增大了油液本身存在的可缩性。因此,液压驱动系统就成了一个十足的“弹簧环节”。
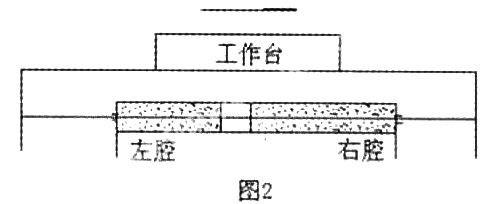
下面具体分析磨床工作台的爬行情况。从示意图2看,侵入空气的油液进入油缸的左腔,左腔的气泡受到压缩,压缩到一定压力时才能克服工作台与导轨之间的摩擦阻力,工作台开始向右方移动。开始移动的短暂时段内,静摩擦力转变为动摩擦力,摩擦力由大值骤然下降,工作台向右方冲动。此时,左腔的油液压力随之降低,气泡逸出随之膨胀。向右冲动的工作台又使右腔压力油液中的气泡受到压缩,工作臺的阻力增大,致使工作台冲动受阻,速度降低,趋向静此。此时左腔的油液压力又增大,直到克服工作台的近乎静摩擦力再向前冲动。如此不断的循环,便形成了工作台时走时停地冲动,即为爬行。
二、消除爬行的措施
1.有效地降低摩擦阻力
有效地改善导轨摩擦阻力的变化环境,在于减小摩擦曲线随运动速度增加而下降的斜率,也就是减小静、动摩擦系数差,其重要措施在于有效地改善润滑环境。
⑴改善导轨的润滑环境,保证较为有效的润滑油量及较好的润滑油油性,粘度适宜。对于工作台载荷大的大型机床应采用粘度高耐磨的专业导轨润滑油。
⑵在单靠润滑油本身难以达到性能要求的情况下,可以通过改善工作面的储油条件(如在平整的工作面表面刮花);加入添加剂,改善润滑油的性能。例如加入三甲酚磷酸脂、硫化鲸鱼油、M0S2油剂等,或者在导轨上涂一层固体M0S2润滑剂。
⑶对大型和高精度机床采用液体静压导轨。液体静压导轨就是在导轨面上开出一定面积的油腔,让压力油通过节流器进入油腔,在两导轨面之间保持一定厚度的油膜,形成完全液体摩擦。这种静压导轨摩擦系数较小,无论滑动速度多么低,工作台均能平稳移动无爬行。但静压导轨结构复杂,成本高,应用受到限制。
⑷在导轨上粘贴一层TSF导轨软带(TSF导轨软带是一种以聚四氟乙烯为基的高分子复合材料,具有优异的摩擦特性,摩擦系数很低,约为铸铁滑动导轨的1/10)。在当机床导轨磨损较重,修复困难时采用TSF导轨软带是一种非常省事的办法。
2.提高传动系统刚性
⑴提高传动零件的加工精度;零部件的装配进度,尽量减小装配间隙。装配合理,如零件的平行、垂直关系,轴的同心,螺纹连接的松紧程度等。
⑵在机械传动中,除尽量减少动力传递层次,对传动类零件从材料和工艺上提高其刚性。
⑶对液压机床主要是防止液压系统的空气侵入。增强液压元件及接合处的密封程度。在快速往复移动的状态下,合理有效的可开启排气阀将空气排出。
三、其它爬行实例消除的措施
1.导轨表面拉伤或液压油缸内锈蚀拉毛
有些机床由于防护装置密封不良,滤油器损坏,机械杂质和金属切削末进入导轨摩擦面或液压油中,从而导致导轨表面拉伤或油缸内表面锈蚀拉气,使其表面粗糙,摩擦阻力增大,工作台不能确保正常运行而导致爬行。
消除方法:①采用耐磨涂层修补拉伤表面,精心修刮导轨,使其平直度和表面粗糙度恢复正常,选用油性好,粘度适当的导轨润滑油。②修刮油缸内锈蚀拉毛处,如果拉毛程度较严重时,可上锉床按间隙配合塞,选用油质好的液压油。
2.机床导轨面缺油,或用油不当或油已经氧化变质,从而使机床产生爬行
消除方法:①机床导轨面必须有充足的润滑油而产生油膜,减小摩擦阻力。②保证油质,因为润滑油在温度升高的条件下,生成氧化胶质,产生酸性腐蚀,使表面发涩。所以对机床回油进行冷却降温,定期换油,检测酸性基础上,防止润滑油的氧化胶质形成。
3.高速转动件处于动平衡,其不平衡点产生离心力而出现机械振动波,波及导轨产生爬行
消除方法:对电机和其它高速部件进行动平衡处理,例如在其底座安装弹性支承板,添置可调千斤顶作支承以抵消高速旋转而产生的离心力,除低自激振动,或垫橡胶、羊毛毡等防振材料,以减少机械振动时对导轨的影响。
机床爬行现象作为一种较为常见的机床故障,引发的原因是多方面的,主要是机械、液压、润滑、电器等几个方面,在这里不能逐一阐述。在实际维修中,须针对具体情况进行分析,从分析中找到问题的症结,以找到解决问题的最佳措施。
作者简介:范国权,男,1975年。研究方向:机械制造设计及其自动化。
