超高压水射流切割技术在城轨车辆制造中的应用
2009-09-29刘九高
刘九高
摘要:文章介绍了超高压水射流技术在工业上的应用,阐述了在城轨车辆铝部件制造中超高压水射流切割设备的选型,分析了水切割设备的使用成本,经过多年的生产实践证明,超高压水射流切割技术应用于城轨车辆铝合金部件生产具有很强的现实意义。
关键词:超高压水射流切割;城轨车辆制造;成本分析;推广应用。
中图分类号:TG48文献标识码:A文章编号:1006-8937(2009)10-0074-02
1引 言
在国内城轨车辆需求日益增长的背景下,对国内从事城轨车辆制造的企业提出了更高的质量、进度要求和降低加工成本的要求,由于超高压水射流切割技术具有很强加工工艺实用性,并且能够降低加工成本和缩短生产周期,超高压水射流切割技术在城轨车辆铝合金部件生产中的应用应该大力推广。
2超高压水射流技术和应用简介
超高压水射流切割技术(下称水切割),是一项近年来才兴起的一种冷态切割新工艺。利用超高压技术可以把普通的自来水加压到250~400 MPa压力,然后再通过孔径约0.15~0.35 mm的宝石喷嘴喷射形成速度约为800~1000 m/s的高速射流,并在水箭中加入适量的磨料可用来切割所有的软硬材料。由于切割实用性强,水射流切割技术在工业上的应用越来越普遍。
在机械制造中,可用来切割金属和非金属板材;在建筑业中,可用来切割大理石、花岗岩、陶瓷、玻璃、水泥构件等;在汽车制造业中,利用水射流切割可加工各种非金属材料,如车用玻璃、汽车内装饰板、仪表板、地毯、石棉刹车衬垫以及其它组件的成形切割;在航空制造业中,利用水射流切割可切割特种材料,如钛合金、碳纤维复合材料、增强塑料等。
水射流和磨料射流切割技术还可在其它工业加工中应用,如在造纸业中用来加工成品瓦楞纸、纸卷等。在木材业中用来加工木板、胶合板等,在铸造业中可用来去除铸件表面的型砂,并可切割铸件的浇冒口等。
另外,超高压水射流技术也应用于食品加工和清洗作业中。
水切割技术应用于国内城轨车辆制造中是本世纪初开始的,特别是针对铝合金材料的地铁车辆配件加工,这些年来得到了较快的应用。
水切割是目前适用性最强的切割工艺方法。水切割技术与其它切割技术相比具有很多的优势。
①可切割任意轮廓,具有很强的适用性。可以对任何材料进行任意曲线的一次性切割加工;切割后一般不需要二次加工,特别是对于非直线轮廓的产品可以节省数控加工的费用;尤其在材料厚、硬度高等情况下,冲剪工艺将很难或无法实现,而用水切割方法则较为理想,而且不需要模具,制造周期大为缩短,对于产品试制非常实用。
②切割精度高。使用超高压水切割可提供良好的切边品质,所加工物料无裂缝、无毛边、无浮渣,且切口小,切口平整,不产生热效应、加工硬化和应力,切边可以达到很高的精度。水切割不会产生热变形,切割储量的工件不会产生热变形,这点对要求较高的屏柜生产很有用途。另外对有些材料激光切割不理想,如铝、铜等有色金属,由于有色金属的热反射影响,切割表面不理想,甚至切割困难,而水切割设备完全可以胜任。
③水切割投资相对较小,运行成本低,效率高,操作维修方便。在使用的成本方面,水切割比激光及火焰切割也有较大的优势,激光切割和火焰切割属于热切割,辅助气体在激光切割或激光穿孔都起着至关重要的作用,所以切割中需要使用大量气体,激光发生器耗材也比较昂贵,水切割使用水和石榴砂混合切割,使用成本相对较低。
④水切割能很好地解决一些熔点高、合金、复合材料等特殊材料的切割加工。
⑤工作环境好、操作安全可靠。水刀切割是安全的,水刀喷嘴离被切割材料的距离大约2~3 mm,提高了操作人员的安全性;改善工作环境,操作环境整洁,切割时不会产生火花和有毒气体。
⑥便于实现自动化控制,操作简便。高压水射流的工作机构具有喷头体积很小、移动方便,可以与机器人结合,便于实现一机多能、自动化和数控化,操作方便,所有操作均可使用软件控制,易懂易学,减轻工人劳动强度。
3超高压水射流切割设备的选型
近年来,我国各大中城市对城轨车辆的需求日益增加,城轨车辆制造业方兴未艾。由于铝合金材料具有重量轻、强度高、导电导热性好、耐蚀性好、易加工、可加工强化等特点,广泛用于城轨车辆制造中。而铝合金材料是高反射率材料,也是好的传热导体,激光切割很困难,能耗大,采购其它热切割方法又容易使铝合金配件产生热变形,并且对异形件切割后大多需要进行机械加工,增加了加工成本和延长制造周期。因此,水切割用于城轨车铝合金配件的切割加工是比较理想的选择。
公司2003年启动城轨车辆项目时就引进了高压水射流切割技术,通过几年时间的城轨车辆铝合金配件的加工应用,目前已经稳定地用于城轨车辆铝合金配件的批量生产中,取得了较大的经济效益。
选择水刀首先是了解供货商提供的水刀的压力档次,特别是持续工作压力,因为这是考评该水刀制造水平的硬指标;其次评估供货商的售后服务能力及零配件供应渠道是否畅通;最后是考评所提供的台面功能是否适合实际生产需要,以及控制操作是否方便且具有独到之处。
若客户加工的工件多为重复产品(同规格、同尺寸),建议采用双刀作业;如客户加工的工件为订单式(每个工件的规格、尺寸都不同),建议投资单刀系统。当然,双刀系统同样可以在需要时只进行单刀作业。
至于采用多大马力的主机,应该视乎客户所切割的材质及厚度而定,一般来说马力越大,越适合硬度高和厚的材料加工。相对同等材料,当然大马力的主机可以实现更快的切割速度,从而使加工效率提升,单位工件的加工成本降低。所有这些,都应该综合考虑投资和加工量来衡量,务求选择最合适的投资方案。
通过综合考虑,我公司选用FLOW公司的原装50ch单头水刀,几年来的生产中注意保养和维护,到目前为止性能稳定。
4超高压水射流切割设备的工作成本分析
为了测算水刀加工的成本,我们在后续的生产中进行了对比试验。
以下的成本分析,采用了FLOW公司的FlowMaster智能型操作控制系统, 分析了使用FLOW公司提供的超高压水切割机,切割铝合金的切割时间和切割成本状况。
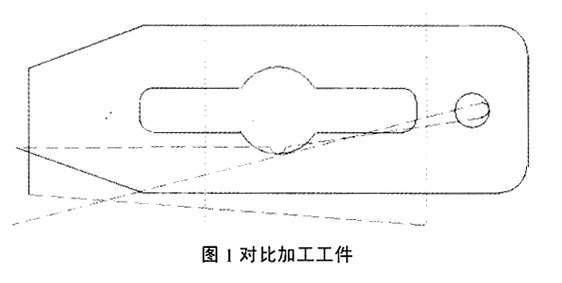
①对比加工工件如下图所示:
②选择该图形进行不同型号设备、不同材质、不同厚度的切割测试,比较同厂牌不同主机型号、不同厂牌型号设备的切割成本、切割速度等参数。该图形实际尺寸约为长宽130 mm×40 mm,总路径长度为817.773 mm,实际切割路径为482.263 mm(虚线为空行程路径)。
③切割对象:10 mm、25 mm、35 mm、45 mm铝合金,切割速度选择切断速度的40%为实际切割速度,确保切边品质平滑、无须再机加工的要求。
④用FlowMaster软件设定超高压主机参数,包括喷嘴、刀管直径、压力、加砂量等。
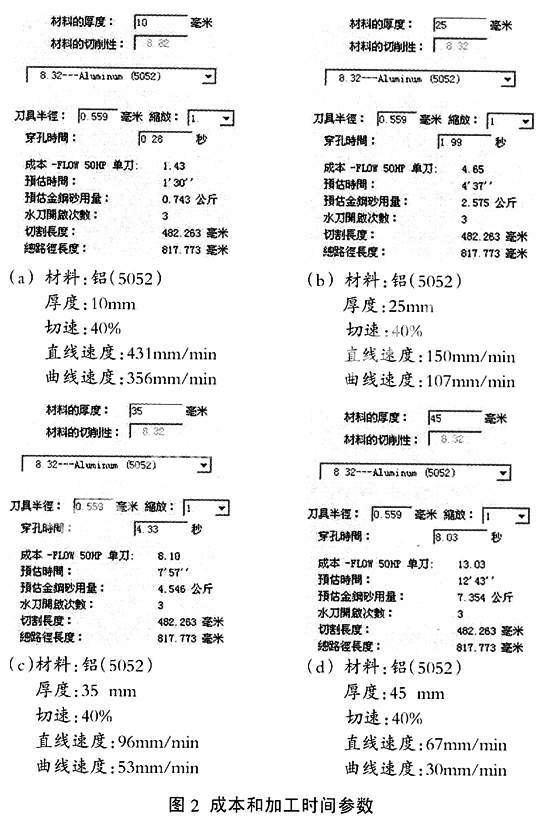
⑤采用以上参数切割(图1)的工件,FlowMaster做出如下成本分析(注意:速度采用40%的切割速度)。
第一,成本和加工时间(显示屏右边参数)放大图见图2。
第二,以上4种厚度的5052铝合金采用FlowMaseter软件的模拟50马力主机执行切割结果如表1:
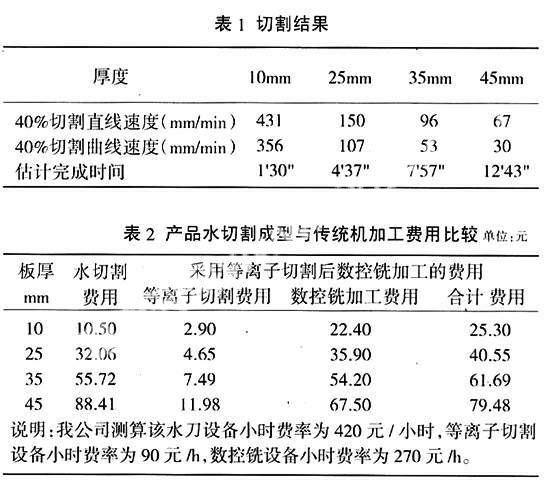
第三,产品水切割成型与传统机加工费用的比较(单位:元)。
5结 论
可见,水刀用于城轨车辆铝合金板材零件加工,无热变形,可以保证产品尺寸精度;切割一次成型,缩短了加工周期,提高了生产效率;由于加工工艺过程缩短,在一定的加工条件下,可以降低加工成本。然而,由于水刀水箭滞后及切口斜边现象所造成的公差误差,对于超过一定厚度或者精度要求很高的零件,使用水刀加工并不能达到最佳的效果。但目前城轨车辆铝部件一般使用厚度小于40 mm的铝板,而且多为结构件,完全可以满足精度要求。因此目前在城轨车辆铝部件加工中推广使用水刀技术具有很强的现实意义。
参考文献:
[1] 陈光明.超高压水射流切割技术在食品加工中的应用[J].机床与液压,2008,(10).
[2] 董庆华.超高压水射流切割技术及其应用[J].焊接设备与材料焊,2001,12(6).
