色织棉涤交织绸的生产技术
2009-07-16管亮于君
管 亮 于 君
摘要:
介绍了在剑杆织机上织造经精梳50S棉纱、纬100D涤长丝交织绸的产品设计与生产工艺,以供开发其他相关色织物时参考。
关键词:剑杆织机;棉涤交织物;产品设计;色织技术
近年来,色织产品所应用的原料已从传统的纯棉、涤/棉扩大到毛、丝、麻、粘胶、腈纶、氨纶及Tencel等原料,尤其各种原料的交织、混纺色织产品成为市场的“宠儿”。高支纯棉色织布虽穿着舒适、吸湿透气,但不耐穿、易起皱;涤/棉色织布虽弥补了全棉布的不足,但毕竟是混纺,其各自纤维性能较难得到充分发挥;而棉涤交织色织物则能较好地满足人们对美的追求,也符合大众的消费观念。现将在GTX型剑杆织机上开发的一种色织棉涤交织绸的品种设计与生产情况介绍如下。
1产品设计
1.1织物风格特点
通过深入广泛的市场调研,尽可能满足消费者的“外形美观,穿着舒适,洗涤方便,利于运动,价廉物美”的需要,设计出的棉做经、涤长丝做纬的色织交织物,该织物经丝光处理后较好地满足了这一要求,既保持了棉的吸湿透气的优点,同时又保持了涤纶纤维的良好的综合机械性能,如耐穿、抗皱,具有较强的仿绸效果,适宜做夏令衬衫、裙料等。产品一投放市场,便得到广大消费者的青睐。
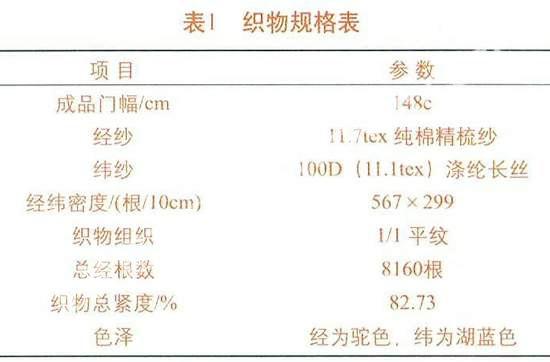
1.2织物规格
织物规格见表1。
1.3工艺流程及主要生产设备
经纱:11.7tex 纯棉精梳纱→松式络筒→筒子染色→倒筒(1332型络筒机)→整经(G122型高速整经机)→浆纱(祖克S432型浆纱机)→穿经→织造(GTX型剑杆织机);
纬纱:100D涤长丝→倒筒(1332型络筒机)→热湿定型 →织造(GTX型剑杆织机);
织造(GTX型剑杆织机)→坯布检验→退浆→丝光→定型→成品检验→入库。
另外,在后整理时可根据客户的要求加入抗菌剂、抗静电剂、芳香剂等,以达到功能化整理的目的。
2主要生产技术措施
2.1漂染工序
纱线漂染是织造准备工序的第一道重要工序,纱线经过漂染之后,其机械物理性能将起变化,因此严格控制纱线染色质量是保证后道各工序顺利进行的关键之一。考虑到经纱采用11.7tex 纯棉精梳纱,其截面内的纤维根数少,强力相对较低,为减少纱线漂染时强力损失和毛羽的产生等,采用高温高压的筒子染色工艺。在染色前的松式络筒时应尽可能做到筒子卷绕松软、卷绕密度小而分布非常均匀,这样方可保证筒染的质量。经纱染色时,尽可能采用不损伤纤维的染料,色差应严格控制,避免返工回修,造成色纱质量指标下降;另外要保证色纱染色牢度,避免后道工序中出现沾色(俗称“色毛羽”)现象。
2.2络整工序
色纱络筒采用1332P型络筒机,工艺原则为“大隔距、低车速、轻张力、小伸长”,张力盘重5g,车速120m/min,从而保证了筒子成形良好。有条件的话可使用电子清纱和手持式空气捻接器,这更有利于提高络筒质量。
整经采用国产较为先进的G122型高速整经机。整经工序的重点是保证经轴张力均匀、排列均匀、卷绕均匀,并且尽可能采用低张力工艺,做到少断头、少停台,这样既减少整经张力的变化,又减少产生倒断头和浆纱割头的可能性。根据品种的特点,整经车速偏低掌握,为350m/min;筒子架张力分区分段配置成九区段调节,并合理排筒,以保证整经片纱张力和排列均匀。
2.3浆纱工序
浆纱工序是半制品工序中最关键的环节。经过染色后的11.7 tex 纯棉精梳纱,强力不匀率会有所增大,因有残留染料离子存在,静电荷增加;又因是熟纱,棉蜡已大部分被去除,浆液浸透性较好。浆纱宜采用“中车速、小张力、低伸长、大回潮、浸透为主、兼顾被覆”的工艺原则。
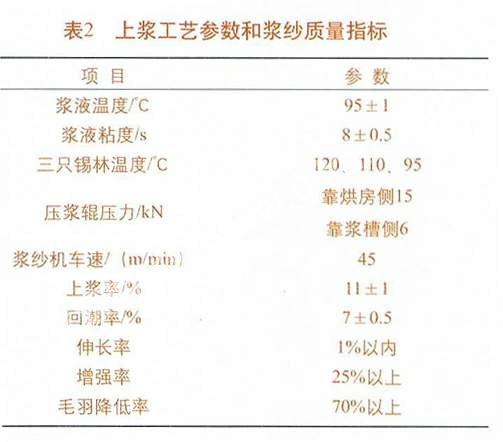
采用德国祖克S432型浆纱机,双浆槽、双浸双压浆纱。根据经纱的特点,浆料配方选用PVA和变性淀粉为主的混合浆,其主要上浆工艺参数和浆纱质量指标见表2。
2.4织造工艺
在Picanol GTX型剑杆织机上织制高支高密棉涤交织物,必须采取相应的工艺技术措施,合理调节织造参数。针对品种的要求及织机的“强张力、小开口、短打纬”工艺特点,织造时采取的工艺措施如下:
2.4.1开口机构的调节
(1)综平时间:为了使剑杆织机能顺利地引纬,并减少经纬纱的断头,织造时综平时间调整为316°,这样可以减少剑杆在梭口的挤压度,利于织造。
(2)梭口高度:梭口高度的选择取决于剑杆尺寸、筘座动程的大小、经纱性能的优劣、织物组织结构等,考虑到这个品种纱号细、经密高,故梭口高度定为34mm,比一般品种稍大些。综平时综框顶端距综框侧导轨上端的距离为135 mm。
(3)综框动程:根据品种特点,查阅织机使用手册,采用“+2”水准,即第1到8页综的综框动程A值分别为32 mm、44 mm、56 mm、66 mm、76 mm、84 mm、92 mm、99mm。
2.4.2引纬机构的调节
(1)储纬量的调节:针对纬纱用的是100D涤纶长丝,在储纬鼓上易滑移,故储纬量相对而言要大些,这样必须移动储纬接近开关的位置,增大储纬量,增大纱圈的排列间距,以适应引纬时高速退绕的需要。
(2)纬纱张力的调节:由于织机的入纬率在800 m/min以上,并且涤纶长丝的弹性较好,若纬纱张力过大,一方面容易造成纬纱的断头,另一方面引纬结束后纬纱易因回弹造成纬缩或烂边等疵点,故在不影响引纬的条件下宜偏小掌握。
(3)剑头夹持钳的调节:由于剑杆引纬的对象是纤细、光滑的涤长丝,剑头夹持时易滑脱,造成脱纬,故一方面须适当调大剑头的夹持力,另一方面须适当调大剑头的夹持深度,同时也要及时做好纬纱通道部分的清洁工作,这样便可有效地减少纬向停台。
(4)引纬时间:引纬时间在剑杆引纬时就是进剑时间和退剑时间,其过早过迟,都会增加经纱摩擦力,不利于织造。根据品种特点及织机的允许调节范围,为保证引纬、开口、打纬运动之间良好的协调性,进剑时间为62°,退剑时间为276°,这有利于剑头在梭口中顺利通过,有效地减少剑头进出梭口时的挤压度。
2.4.3经纱上机张力的调节
经纱上机张力的调节必须根据原料特点和织机的结构特点而定。由于采用共轭凸轮打纬机构,打纬动程小,梭口小而短,为使开口清晰,理应将经纱上机张力调大些,但经纱系用11.7tex 纯棉精梳纱,细而强力较低,故经纱上机张力调节时只能适中掌握,其原则是既要保证梭口清晰,又要尽可能降低经纱断头率。
2.4.4经位置线的调节
针对品种特点,宜采用不等张力梭口,故确定后梁高度为12 cm档,后梁深度为8 cm档,停经架高度为6 cm档,停经架深度为3 cm档。这样综平时,经纱在综丝眼、停经架托杆、后梁上三点成一线,较好地满足了剑杆引纬的要求和布面质量。
2.4.5加强清洁工作
机台清洁工作要加强,特别是走剑板、导剑板、剑头剑带、综丝及筘齿要保持清洁光滑,不能有毛刺,否则会拉丝、钩丝,从而增加经纬纱的断头率。
3结语
目前色织行业是竞争性比较激烈的行业,面对国内当前色织产品低水平、大路货过度竞争的形势,要充分发挥高档剑杆织机的优势,结合企业的自身特点,不断地进行技术创新、产品创新,同时要注意国内、国际两个市场的开拓,只有这样才能在激烈的市场竞争中处于不败之地。近几年来,我们不断地在高档织机上成功地开发一系列新产品的实践充分验证了这个道理。
(作者单位:南通市纤维检验所)
