装饰银电镀工艺的研究
2009-06-12马士华何东升
马士华 何东升
摘要:本文对冲击镀银工艺的方法进行了叙述,讨论了其影响条件,得出一套镀层结合力好、光亮、耐磨、抗变色能力强的装饰银电镀工艺配方。
关键词:冲击镀;影响条件;工艺配方
银,是一种应用历史悠久的贵金属,在地壳中的含量很少,仅占0.07ppm,纯银是一种美丽的银白色的金属,其首饰和器皿具有良好的反射率,磨光后可以达到很高的光亮度,在首饰和家庭装饰中用途很广泛。而在一些金属表面镀上一层银,也可以达到纯银的装饰效果,外表光亮细致,耐磨、抗腐蚀、抗变色能力强,因此具有广泛的应用。以往采用的非光亮镀银工艺存在外观较差,抗蚀力较低,特别是抗硫抗变色能力差,为了出光,通常采用化学抛光或铜刷刷光再浸银,这样既浪费电和时间,又污染环境。为了解决上述问题,国内一般采用两种方法,一是采用酒石酸锑钾配合有机添加剂(多数是含硫化合物)来获得光亮镀银层,此法因锑及硫的影响,使镀层易变色、脆性大、可焊性不理想。另一种是采用氰化光亮镀银,此法采用一种不含硫的有机光亮剂和适量的酒石酸锑钾配合使用,获得了全光亮银层,解决了镀层易变色、脆性大、可焊性不理想的问题,同时降低了原材料的消耗。但此法由于需要的有机配合物较多,使得影响电镀的因素增多,又增加了工序。为了寻求一种省时省力省原料的方法,在原工艺的基础上进行了改革,推荐一种冲击镀银工艺,即在较高电流密度下,在短短的几秒内完成镀银,银层薄而均匀光亮,电镀液成分简单,不需要其它有机配料,过程一次完成,时间短,生产效率高,
节省原料(需银量仅为原氰化光亮镀银的4%左右)。
1 实验方法及结果讨论
1.1 电极及实验条件
阳极:不锈钢板 10×2cm2;
阴极:铜片(若干)10×2cm2;
温度:室温无搅拌。
1.2 工艺流程
电镀除油→热水洗→冷水洗→化学除锈→水洗→氰化顶镀铜→水洗→酸性光亮镀铜→水洗→光亮镀镍→水洗→冲击镀银→去离子水(或蒸馏水)洗→钝化→浸400有机膜→烘干→浸光亮漆保护膜→烘干→检验。
1.3 电解液
冲击镀银的电解液包括AgCN及KCN两种电解质,因此AgCN及KCN的含量多少对冲击镀这一短时间内的电镀方法影响很大。实验采用固定的AgCN的用量为1.5g/l,改变KCN在电解液中的含量,以明确AgCN与KCN的合适配比。由表1可见,KCN在电解液中的含量以80g/l 最合适,即与AgCN的配比为160:3,这时的银镀层光亮细致,表观为理想的白色,而KCN的含量低于这一含量,镀层即成雾状使银镀层模糊,光泽不足,镀层的结晶不细致,若高于这一含量,则镀层发黄。
AgCN与KCN保持的这种配比关系,是由于冲击镀银电解液的主要成分为络合银盐及游离氰化钾。络合银盐的生成反应如下:Ag CN + K CN=K [Ag(CN)2];络合银盐发生的离解反应:K[Ag(CN)2]=K++[Ag(CN)2]-
由于[Ag(CN)2]-的不稳定常数很小(K不稳定=8×10-22),电解液中Ag 的浓度很低,所以工件上银层的沉积主要是[Ag(CN)2]-的直接还原。
氰化钾作为电解液中的络合剂,与银络合生成[Ag(CN)2]-,由于它的络合能力强,所以银氰络离子的稳定性好。在电解液中保持一定的氰化钾游离量,才能保证[Ag(CN)2]-络离子的稳定性,提高阴极极化的作用,使镀层均匀细致。
电解液中AgCN的含量过高会导致镀层发黄,含量过低则银离子与氰化钾络合不稳定,阴极极化小,镀层不细致。本方法在大量实验基础上确定AgCN的含量为1.5g/L时即可达到冲击镀的要求,节省了银的用量,达到装饰性镀银的要求。

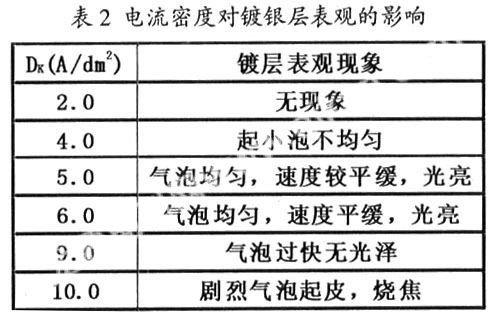
1.4 电流密度对镀层表观的影响
实验采用不同电流密度下进行冲击镀(见表2)。通过实验表明,电流密度过大会导致镀层起皮及烧焦,镀层发黑,镀层结晶粗;电流密度过小达不到冲击镀的效果,所需时间长才有效果;合理的电流密度为5.0-6.0A/dm2;实验还表明,随镀液中AgCN和KCN的含量多少不同电流密度应适当变化,一般KCN的含量增加,电流密度也适当增加。

1.5 电镀时间对镀层表观的影响
比较不同时间的电镀效果,寻求冲击镀银的最佳时间。冲击镀的时间不易过长,以7~9秒为宜,同时因镀件的大小不同,冲击镀的时间也应稍有不同,镀件大可多冲镀2~3秒,镀件小可少冲镀2~3秒。冲击时间过长会导致镀层呈雾状,虽白但是不亮,时间过短,镀层无明显现象,表观发暗,主要是由于镀层不均匀,未将镍底层全部覆盖而致。
1.6 温度对镀层表观的影响
采用不同温度下的冲击镀实验:适当提高电解液的温度,可以相应阴极电流密度,提高沉积速度。但温度太高,会加快电解液的挥发,放出有毒气体,使电解液不稳定,一般在室温下操作即可,不加温也无须搅拌(见表3)。
1.7 其它影响条件的讨论(见表4)

2 工艺配方
在以上实验基础上得出关于冲击镀银的工艺配方。装饰镀银工艺配方如下:AgCN(g/l) 1.5-3;KCN(g/l) 80-160;T( 0C) 室温;T(s)5-11;DK(A/dm2) 5.0-6.0;电压(V)3-4。
通过实验可知,冲击镀银工艺具有以下优点:周期短,生产效率大大提高,电镀简单易操作;减少操作程序,节省原料,电镀用的电解质仅AgCN 和KCN 两种,成品光亮耐磨、抗腐蚀与抗变色能力都较强。所镀成品达到装饰性要求,同时可应用于大规模生产。本法应用于装饰品、首饰的电镀,具有较强的实用性。
参考文献
[1] 张大昌 电镀与保护[M]
[2] 吴双成 电镀与环保[M]
[3] 申顺保表面技术[M]
作者简介:马士华(1970-),女,辽宁抚顺人,抚顺技师学院讲师
