日立装卸桥小车轨道异常震动的解决方法
2009-06-02彭晓光
彭晓光
0引言
天津港集装箱码头有限公司的日立集装箱装卸桥于20世纪80年代中期制造并投入使用,至今已有逾历史。由于使用时间较长,大梁短轨出现锈蚀、松动和不平整等现象,造成小车轨道异常震动,压板螺栓经常断裂。
目前,国内针对这种老型集装箱装卸桥铰点处短轨锈蚀的修复方法一般是更换断裂的压板螺栓、重新焊接开裂的轨道压板,或者更换钢垫板,由钢垫板弥补承轨梁上表面锈蚀的凹陷部分。这种做法虽然能够使短轨暂时恢复工作,但没有从根本上解决小车轨道锈蚀、松动的问题。本文提出3种解决方案,对小车轨道短轨进行改造。
1小车轨道改造方案
1.1方案设计
1.1.1用焊接轨道替代压板轨道
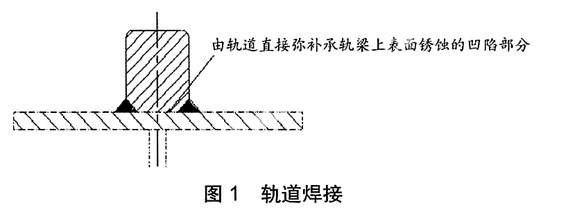
采用方钢焊接轨道,在高度上留有余量(留在轨道下平面),具体尺寸现场确定,按照要求排好轨道后直接焊接在承轨梁上表面(见图1)。这个方案的优点在于取消轨道下的钢垫板、轨道压板和螺栓。钢垫板虽然可以调节轨道因结构变形产生的不平,但也会产生锈蚀。
1.1.2轨道直接装配
短轨采用锻件,其形状见图2。在高度上留有加工余量,具体尺寸根据现场测量结果确定,短轨通过螺栓与承轨梁固定。这个方案的优点在于取消钢垫板,但轨道与承轨梁直接通过螺栓联结,还是无法避免产生锈蚀,而且需要在承轨梁上表面钻孔。

1.1.3按原设计修复
利用原短轨道,更换钢垫板,由钢垫板弥补承轨梁上表面锈蚀的凹陷部分,通过轨道压板和螺栓固定,使其恢复正常工作状态(见图3)。采用这个方案虽然能使短轨恢复工作,但承轨梁的锈蚀无法消除,且轨道与钢垫板以及承轨梁上表面的锈蚀会继续扩大。

经过分析,在以上3种修复方法中,选定第1种方案对短轨进行改造。
1.2方案实施
1.2.1工况要求
根据第1种改造方案,去除小车轨道螺栓压板,并将承轨梁打磨平整,用方钢轨替代现有轨道。方钢在高度上留有余量(留在轨道下平面),按要求排好轨道后直接焊接在承轨梁上。
1.2.2短轨设计
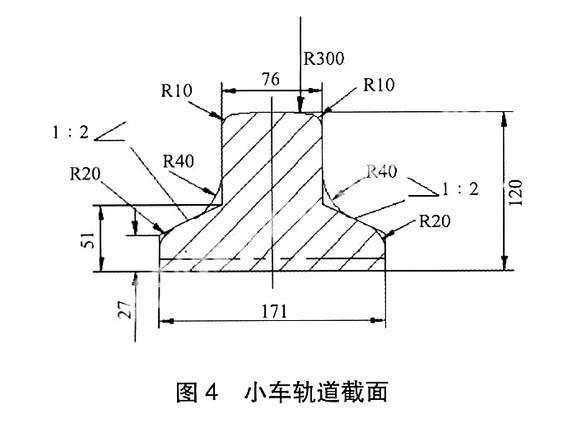
根据现场测量的情况,设计小车轨道短轨,轨道截面见图4。陆侧轨道长度为,海侧轨道长度为。轨道材料选用40 CrMo,车轮踏面调质HB 250~280,水平轮踏面淬火~345。轨道锻件不得有冷夹、过烧、白点、疏松、表面折叠或杂性裂纹等缺陷。
2工艺确定
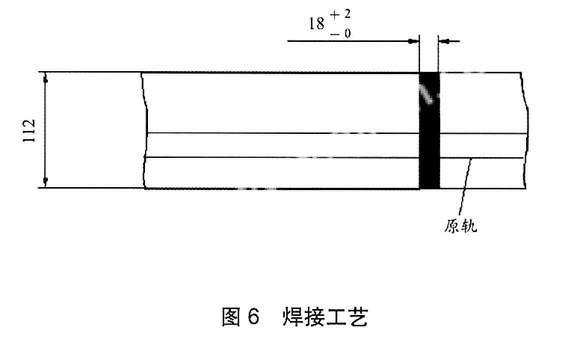
根据小车轨道的工况要求,短轨部件与大梁上的轨道应焊接成一体。为避免出现焊接裂纹,焊接前应预热,焊接后进行保温(见图5)。

焊接时采用E5015焊条,保留18 mm的焊缝,焊后将焊缝磨光,并进行100%MT检验。具体焊接工艺见图6。
3改造焊接
(1)接头准备将轨道按垂直于轴线的方向热切割,保证切口光顺,并打磨切口端面,彻底去除氧化皮。同时,在接头下垫衬板,材质为,厚度为。为防止垫衬板后轨道下挠,在间隙较大处用薄板垫实。接头间隙为左右。沿轴线对轨道加以约束,确保轴线准直,并使轨道在加热膨胀和冷却收缩的过程中有足够的自由度。
(2)焊接材料采用E5015(J507)焊条,焊接前焊条应在350~400℃的温度下烘焙,烘焙后置于最低温度为120℃的保温箱内,内使用完毕,且焊接过程中不得受潮。
(3)预热和层间温度焊前对接头部分进行预热,温度在350~400℃,预热范围为每端。在焊接过程中,层间温度要求与预热温度要求相同。如果焊接中断,应重新进行预热,待温度达到要求后再进行焊接。
(4)焊接焊接按照WPS ZP 98—162—1标准执行,焊接过程中注意清除焊渣(尤其是底部焊渣不易流出处),避免焊缝夹渣。焊缝可略高出轨道截面。
(5)后热与保温焊接结束后,在接头温度不低于要求的层间温度时,立即对接头焊缝部位进行后热,后热温度要求在600~700℃,时间为左右。后热结束后,立即用3~4层石棉布将接头覆盖严实,予以保温,直到接头温度降至环境温度后再进行下道工序。
(6)打磨与检查割除焊缝衬垫板,并将焊缝高出部分打磨去除,用模板检查,确保焊缝部位与轨道外形一致。在焊接完工后进行MT检查,不得有裂纹。
4使用效果
日立装卸桥短轨自2008年7月改造完毕后,运行至今尚未发现接口轨道锈蚀松动、短轨不平整和压板螺栓断裂的现象,轨道接缝处也未出现高低不平,轨道与承轨梁之间的锈蚀得以避免,同时,司机的作业环境得到改善,装卸作业的效率和安全性显著提高。
(编辑:张敏收稿日期:2008-12-27)
