18-8大型不锈钢立式储罐焊接要点分析
2009-03-14邹家齐
邹家齐
摘要:18-8不锈钢作为一种常用的钢材,在化工及食品、制酒等领域已广泛应用,但应用在大规模的立式储罐上还是不多。本文以5000m3不锈钢罐(0Cr18Ni9)的焊接为依托,结合立式储罐的焊接工艺方法,简要介绍了如何保证不锈钢储罐焊接时容易出现的角变形、晶间腐蚀、热裂纹等问题。
关键词:晶间腐蚀 热裂纹 角变形
1 概述
18-8不锈钢供货状态为固溶酸洗,固溶化处理将铬的碳化物溶到奥氏体中提高其耐腐蚀能力。18-8不锈钢焊接时易出现晶间腐蚀,因其导热系数小,焊接热影响区在450℃—850℃温度区停留时间长,易在晶界处形成铬的碳化物,其中铬来自晶粒的表层,而内部的铬来不及补充,造成晶粒表层含铬量不足,形成贫铬区域,在腐蚀严重的情况下贫铬区域优先腐蚀,这样就形成了热影响区晶间腐蚀;焊缝金属由于多层焊道施焊反复加热处于敏化温度的时间长,造成焊缝的晶间腐蚀。由于导热系数小,线膨胀系数大,在焊接期降温区焊接接头承受较大的应力,其次焊缝组织易形成柱状晶体,有利于杂质偏析及晶间液态夹层形成,再次,镍与硫磷等杂质形成易熔共晶体,为此18-8不锈钢易出现焊缝的热裂纹现象。由于18-8不锈钢电阻是碳素钢的5倍,导热系数为碳素钢的1/3,线膨胀系数为碳素钢的1.5倍,再次相对于管材及其他小直径的容器,大型储罐曲率小,相同厚度时,其径向刚性小,容易产生焊接角变形。
2 具体解决措施
2.1 避免晶间腐蚀的方法 引起晶间腐蚀的原因是复杂多样的,针对立式储罐的施工特点,有效可行的方法有以下几点①选用超低碳或添加了钛和铌合金的焊条;②采用小的焊接线能量,快速冷却,避免高温停留区;③采用双面焊接方法,与介质接触的焊接面后焊。选用超低碳或添加了钛和铌合金的焊条,利用钛和铌优先于铬与碳形成稳定的碳化物,从而阻止形成富铬碳化物,减少晶间腐蚀。但在母材不是超低碳不锈钢的情况时,采用超低碳或添加了钛和铌合金的焊条效果不是十分明显,因为熔合比的作用将会使母材向焊缝中增碳,达不道预期目的,反而造成浪费。采用小的焊接线能量,快速冷却。两者的目的都是减少高温过热区及中温敏化区停留时间,减少Cr23C6扩散及沉淀形成所需要的时间。小的线能量可采用短电弧(不摆弧)、窄焊道、快速焊、小电流来实现,而层与层、道与道之间焊接时要控制好间隔温度,将温度控制在100℃以下。采用水冷的方法,可以达到快速冷却,通过敏化区的目的,同时节省空冷时间,增加工效。水冷方法:采用海绵吸足水,将海绵敷在焊道及热影响区,水冷前勿需敲掉药皮,防止水蒸气侵入焊缝表层,待水冷却后药皮自行脱落。储罐内侧与介质接触,放在最后焊接,焊后做酸洗钝化处理,增强耐腐蚀能力。
2.2 避免热裂纹的方法 控制热裂纹的方法有:①使焊缝为A+F双相组织②控制焊缝金属Cr/Ni比大于2③控制P、S等杂质含量④控制合理的焊接工艺。对于既定的板材焊接,前三个因素通过焊材的选择来控制。以0Cr18Ni9钢焊接为例,选用A102焊条主要成分(见表一):

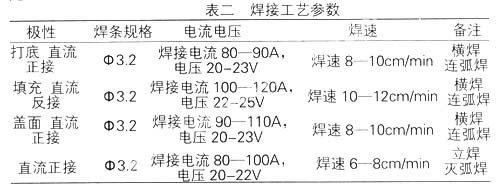


采用该种焊材,焊缝中F组织占7-10%,能溶解P、S等杂质,阻止低熔点共晶体形成网状,从而阻止裂纹扩展和延伸。且,Cr/Ni比大于2,P、S杂质含量低于母材,有利于避免热裂纹形成。制定合理的焊接工艺(见表二)。储罐环缝焊接过程中,几乎没有热裂纹出现,而在立焊缝焊接过程中容易出现热裂纹。主要原因是:首先,由于储罐施工立焊缝先焊接,其组对焊接应力远远大于环焊缝受的应力;其次,横焊缝电弧连续,借助于电弧吹力,再加上横焊缝熔池流淌性好于立焊缝,能保证熔池内铁水饱满;再次,因为立焊缝采用灭弧焊手法,收弧、引弧点多,点与点之间时间间隔难控制,容易形成弧坑热裂纹。具体解决措施如下:横焊时操作手法:少摆动,窄焊道,多道焊;短电弧,快速焊。焊条与行走方向成85°角。立焊操作手法:灭弧焊,焊条与壁板成90°角,收弧时要慢,填满弧坑,成月牙型收弧。控制好每次引弧、灭弧时间间隔,应保证上一次弧点变为暗红色之前,进行下一点引弧焊接,否则容易在应力作用下出现热裂纹及弧坑裂纹;保证下一焊点压盖住上一焊点的3/4,即使上一焊点出现裂纹,进行下一焊点时也将其熔化;控制好运条角度及弧长,短电弧,电弧吹力小,再加上大的焊接角度能保证弧坑熔池内铁水,避免出现弧坑裂纹。
2.3 防止焊接角变形措施 预防焊接变形,焊前可以通过焊接工艺参数、坡口形式、反变形、刚性固定、焊接顺序等方面加以控制;焊后通过火焰局部加热、机械进行矫正。但针对不锈钢储罐的可操作方法不多,焊接工艺参数采用的是小电流、多道、多层焊,小线能量输入,有利于减小焊接变形,不需要调整;从罐板组装方式及规格来看,反变形法无法实现;焊后进行加热矫正变形对于不锈钢罐也行不通。为此可行的方法只有刚性固定、焊接顺序安排、坡口形式选择三种。储罐的立焊缝相对较短,受力简单,通过段焊(隔500mm焊500mm)及控制层间温度的方法即可控制住角变形量。但,环焊缝焊道长,总体收缩量大,受力复杂,角变形量随着板厚增大而不易控制。防止厚板环缝角变形根本的措施是开K型坡口。K型坡口保证在壁板两侧填充金属量相当,热输入量相当,消除角变形的根源,同时,K型坡口使焊缝的总填充量小于单V型坡口,节省了焊材。焊接环焊缝时,根据不同情况确定不同焊接顺序,见表三。
对于单V型坡口先焊内侧面,是因为内外焊道层数相差较多,热量输入相差大,易引起焊接角变形。先焊内侧焊道,增大焊道及热影响区刚度,能有效遏止焊接角变形,同时利用坡口在外侧清根容易。但此种焊接方法违背了不锈钢焊接时最后焊与介质接触部分的防晶间腐蚀原理,为此在外侧焊接时应及时对焊道进行水冷降温,快速通过奥氏体不锈钢的贫铬敏化温度区(450-850℃)。采用K型坡口的同时也必须严格控制焊接顺序。若先焊完一面再焊另一面,焊第二面时所产生的角变形不能完全抵消第一面的角变形,因为焊第二面时,第一面的焊缝已完成,接头刚度大大增加,角变形比第一面小。应该先在内侧焊接少数几层,然后焊外侧,焊的层数比内侧多,最好一次把外侧焊满,使它所产生的角变形抵消内侧所产生的变形并稍稍超过一点,然后焊内侧,将该面剩下的焊完。每一层环焊缝焊接时采用倒退跳焊的方法进行焊接(如图一)。焊工均布,隔1000mm焊500mm,每一层焊缝每个焊工分3次跳焊完毕,层与层之间跳焊位置错开上一层,避免焊缝接头重合。盖面焊接不分段。
3 结束语
大庆油田化工集团一期工程醋酸项目的不锈钢罐群,罐主体采用0Cr18Ni9不锈钢板,包括1台100m3储罐,2台600m3储罐,2台1000m3储罐,3台5000m3储罐。采用以上焊接工艺及手法收到良好效果。
参考文献:
[1]周振丰编.金属焊接性.
[2]张文许编.焊接冶金学.
[3]吴越编.焊接结构.
[4]张其枢,堵耀庭编.不锈钢焊接.
