天津一汽丰田的物料搬运系统
2009-02-16刘健张军
刘 健 张 军
一辆汽车的诞生,大约需要组装2万多个各式各样的零部件,因此物料搬运是一项任务繁重而又非常重要的工作。选择合适的搬运系统与设备,优化输送环节的各个流程,对汽车制造企业降低物流成本、提高物流效率至关重要。下面以天津一汽丰田汽车有限公司(以下简称“天津一汽丰田”)为例,详细介绍汽车生产企业需要的物料搬运系统的组成及其运作流程。
内部物流与外部物流
汽车的生产过程与工艺比较复杂,首先是将纳入的铜板经过冲压变为最初的单品件,然后通过焊接、喷漆工序完成基本的车身生产,之后便进入装配车间——汽车的大部分零部件将在这里进行组装,最后通过对车辆各种机能的检查测试,最终完成了一辆汽车的生产。天津一汽丰田各车间有着国内领先的生产设备,其中,冲压车间采用以多工位串联伺服压力机为主体,辅以自动上料装置及工程间搬送机器人,从板材的送入加工、制件的搬送及装筐都实现了自动完成;总装车间采用L型生产线布置,使生产与物流供给达到最合理的配置要求。
天津一汽丰田将物流环节主要分为外物流与内物流两部分。
外物流主要是指零部件从配套厂家到天津一汽丰田之间的运送过程。为了达到最高的积载率,部品的包装、捆包、运输都进行了标准化规范;部品的包装禁止使用纸箱等一次性包装方式,主要选择可重复使用的EU箱与铁托盘两种方式。在运输卡车方面,也选择欧洲规格的飞翼挂车,主要有10吨、12吨两种。
内物流主要是指工厂内物流,既包括车间与车间之间的物流,也可指某个车间内部的物流过程,主要通过叉车、电瓶牵引车、台车进行相关物料的搬运。现在新型汽车厂的生产线布置都讲究“柔性化”,主要是围绕如何满足消费者的不同需求,迅速地生产出不同式样的汽车,同时降低生产成本,因此生产线既要布局紧凑集中,又能适应变化调整。这样,生产线侧剩余的空间往往有限。但是,汽车装配需要大量的零部件,线侧又不允许一次放置大量的部品,这就对内物流的规划设计提出了更高的要求。
在丰田汽车的生产中有这样一句话:“在必要的时间搬运必要的部品”,但要想真正实现这样的要求却非常困难。在内物流方面,天津一汽丰田选择了多频次、少荷量的搬运方式,而这样的物流模式对运输的频率(什么时间),搬运指示(运什么),叉车、牵引车的走行路线设计、安全管理等同样提出了更高、更准确的要求。物料搬运系统在内部物流中的运用
一般物枓搬运系统可以理解为两部分构成,一部分通常指一些专用吊具、夹具,以及升降、传送作业的硬件设施,另一部分主要是指物料搬运的指示系统、运行系统。对于硬件设备我们通常视为为生产线自动设备进行管理,只要保证设备有较高的可动率即可;而对于物料搬运的指示、运行系统,往往是要根据生产的变化而进行调整,比如生产节拍、数量发生变化时要求物料供给系统也进行相应的调整。建立起一个能适应生产变化的、流程清新的物料供给系统可以最大限度地缩短部件调达周期、降低在库,避免多次搬运、管理带来的不必要的成本,提高工作效率,这是我们管理工作的重点。
下面以天津一汽丰田泰达工厂第二制造部总装车间为例(参见图1),简要说明物料搬运系统在内物流方面的运用。
1内物流系统的建立
物流卡车根据外物流的设计,在指定的时间、车位进行卸货。目前第二制造部总装车间收货区共有9个车位,每个车位对应2个验收区,每天有196车次货物进入,我们选择了电动实心轮胎叉车,由于收货频率较高,每个车位配置一辆叉车负责货物的装卸。货物验收完毕后由专门入链的叉车将货物搬入P-Lane(进度吸收链)区域。P-Lane区域被分割为24链,主要起到对进度的缓冲与吸收、调整内外物流的异常变化的作用。正常情况下,P-Lane有2链为满链,这部分部品也可理解为传统意义上的在库,可满足工厂2个小时的生产使用,从P-Lane往生产线的搬运阶段被归为内物流部分。
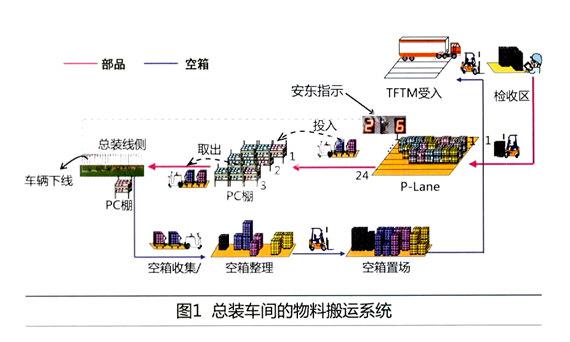
P-Lane区域的部品通过订单系统的计算,实现平准化纳入,每一链部品的种类理论上包括该工程内一辆车使用的全部部品,每一链的部品数量根据生产的变化系统计算时自动调整,一般每链约为15台份。P-Lane区域有安东(Anton)指示系统,而安东指示系统是与工程内车辆控制系统相连接的,车辆下线数据会实时反馈给安东指示系统,每下线一辆车,就意味着消耗了一辆车的部品,安东系统就会指示作业人员输送一辆车的部品,这样就形成了一种由后工序拉动的送货方式,避免了线侧部品的溢出,又防止了欠品的发生。安东系统是物料搬运指示系统,在丰田的各生产工场有着广泛的应用,主要起到作业内容指示、作业过程及结果目视化的重要作用。安东的形式与种类有很多,电于显示板、各种颜色的信号灯都可以通过特殊的定义表示某一项动作命令或结果。P-Lane的部品通过叉车搬运到平台车上,每4个台车为一组,由电瓶牵引车搬运到PC(部品棚)区域进行投棚作业。PC棚有3组,每组PC都包括代表不同生产线的地址信息,比如前装1线所对应的部品棚、前装2线部品棚以及底盘部品棚等等,作业者根据每个箱子上的E-Kanban(电子看板)信息投入到对应的棚中。投PPC棚的作业过程实际上完成了对不同生产线使用部品进行分解的作业,3组PC棚进行循环使用。
那么PC棚中的部品从取出再到线侧的供给又是如何进行的呢?我们采取了定时不定量的方式,前面已经提到了P-Lane被分割成为24链,如果采取双班生产,每班应该出12链的货,因此我们可以算出每回搬运的间隔约为38分钟。这样向生产线运送部品的出发时间可以进行严格的规定。PC棚取出运送人员根据棚上对应的生产线信息,把当组棚上的所有部品搬运到固定的台车上,然后根据既定的时间运送到生产线上,并根据箱上的E-Kanban信息投入到线侧指定的棚中。线侧供给人员在完成部品运送的同时也会对已使用的空箱进行回收,并搬运到指定的场所,最后返回进行下一个循环的作业。
空箱经过分解、捆包,通过物流卡车返回到相应的供应商厂家中,从而完成了一个供应链的大循环。
以上流程显示出两个特点:
(1)物科搬运是与生产线的进度保持同步的,生产线变快了,物料搬运的速度也会加快;生产线停止,搬运作业也相应停止。
(2)整个作业系统由几个重要的小环节组成的,每个环节独立而又制约下一个环节,如果前工序发生了问题,下一个工序也就无法进行了。这主要体现了丰田的两种思想:后工序客户意识与产品质量第一原则,即不合格的产品不能交给后工序(客户),某一个流程出现问题就可能让整条生产线停止,使得问题容易暴露,能够以最快的速度进行解决,这样最大限度地减少了因不良品(不良作业)的流出而带来的返修、原因调查等一系列问题。
2设计物料搬运系统的主要原则
在内物流设计方面,要根据工厂的实际环境,对叉车、牵引车的行走路线进行仔细规划,以单向循环为原则,尽量避免交叉点集中出现。在人员安排上,要职责明确,对作业工数、货物荷量都要仔细计算,加强多能工的培养。每个作业环节必须要有清晰的情报指示系统,它就像现场的“大管家”,什么时候、做什么都由它来指示完成。总之,通过对现场实际环境的考察、分析,建立起一套物与信息的流动都非常清晰准确、操作性强的的物料运行系统,对每一个工厂是非常重要。所有的物流活动并不能直接创造价值,那么我们只能视浪费的流程、作业降到最低就是为企业创造了价值。
