基于DFX合并五原则与DSM矩阵的零件设计优化
2025-02-02沈靖


摘 要:DFX设计中,降本增效的最有效手法就是零件合并,减少零件种类。实践中有5条指导原则帮助设计师识别零件合并机会。1)相对静止。2)相同材料。3)合并后不干扰其他零件的装配或拆卸。4)合并后的零件成本不大幅上升。5)合并后的零件的安全系数满足要求。本文分析了这五条原则之间的关系,并对原则一提出补充,存在相对运动的相邻零件也可以合并;针对原则二也提出补充,不同材料的零件也可以通过先进工艺合并为一个零件。此外,针对5条原则在运用时依赖个人经验的弱点,提出更明确的流程,并结合SM设计结构矩阵,首先,分析产品结构中各个零件之间的耦合关系。其次,结合公理设计AD的独立原则,通过聚类分析、识别零件合并机会。最后,结合原则三、四、五评价合并方案的可制造性。
关键词:DFX;零件合并;DSM设计结构矩阵;AD公理设计
中图分类号:F 426 文献标志码:A
DFX(Design for X,面向制造的产品设计),也被称为卓越设计(Design for Excellence),核心是在产品创新全生命周期中的创意、设计阶段,提前识别产品方案难以制造的隐患,进行预防性设计质量控制,实现“治未病”的目标:设计一次到位,减少迭代,从而降本增效。
石晓飞等[1]对零件特征进行拆分、定义、编码,与设备能力、材料特性、工艺方法等进行匹配,在设计开发和工艺审查阶段,基于特征评价可制造能力;同时,基于特征相似度函数,实现典型工艺自动推送。李壮等[2]根据设计参数和工艺变量的交互关系研究耦合机理,提出工艺设计过程中的耦合表现形式,运用AHP识别引发工艺问题的关键耦合变量,基于冲突解决原理提出解决方案。沈靖[3]提出了基于DSM矩阵复杂度、零件的DFX结构对称度、零件关键尺寸与公差构成的零件信息含量,构建复合评价指标的方法。戴志杰等[4]对DFM软件进行二次开发,建立了个性化的规则库,验证了二次开发结合工艺规则库的可行性和有效性,实现设计阶段可制造性审查的自动化。
1 DFX技术中的零件合并
1.1 基于降本增效的零件合并
为了降本增效,无论是新品开发,还是老品改善,基本思路就是尽量减少产品中零件的种类和数量,简化产品结构:装配尺寸链变短、尺寸链上的各零件的精度要求降低、零件号减少,降低文档管理成本。最直接的技术路径就是零件合并的五条原则[5],见表1。
1.2 零件合并五原则的内在联系
甲和乙用于识别相邻零件的合并机会:只要2个零件之间没有相对运动且可以采用同种材料,就有潜在的合并机会。
丙、丁和戊是可行性约束,满足就可以合并,否则最好不合并(即拆分)。
丙装配可行,DFA;丁成本可行,DFC;戊可靠性设计,DFR。
另外,文献[5]也提出,所有的紧固件都符合甲和乙,理论上所有紧固件都能被合并。因此,当实践中分析具体问题时,都默认不考虑紧固件(本文的案例研究也不考虑紧固件)。
1.3 实践中的例外情况以及原则的修正
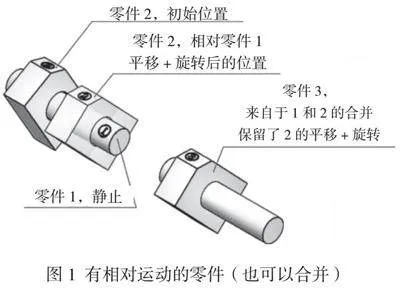
关于原则甲的讨论,为了方便,指定零件1是静止零件,零件2相对1有运动:平移+转动。
在较多的设计实践中注意到,即使零件1和2存在上述相对运动也可以合并,只要合并后的零件3继承零件1的运动即可。
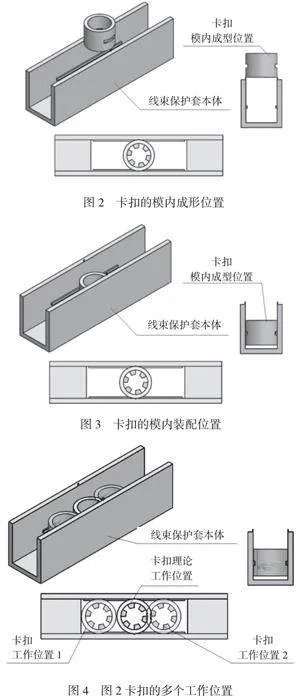
在新设计、新技术的加持下,原则甲需要补充。例如模内装配技术(IMA),能够在同一个注塑模具里同时成形材料相同的多个不同零件,然后在模内自动装配成为一个组件,并且这些零件还可以相对运动。为了吸收汽车焊钉的较大位置误差,在汽车线束保护套上安装局部卡扣,如图2~图4所示。
因此,原则甲可以对应3种工况。1)相邻零件同时静止。2)原来相对运动但合并后可以一起运动。3)合并后保持相对运动。因为这3种工况出现的概率不同,所以加工便利度也不同:①>②>>③。
另外,若干工艺可以将多种材料成形并结合成一个零件,不需要后续装配。例如,双色/多色注塑成形(Over-mold)、注塑零件上直接制作印刷电路的LDS工艺、铝合金板材零件再注塑加工制作内部结构的NMT工艺、不同材料同时挤出成形的共挤出工艺等。
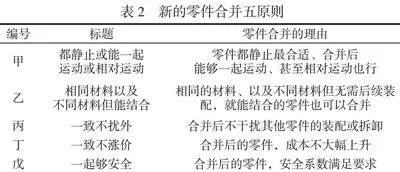
因此,原则乙修改为相同材料或不同材料但无须装配就能结合的零件也可以合并。从而,得到新的零件合并五原则,见表2。
2 公理设计AD、DSM设计结构矩阵与DFX中零件合并五原则的关系
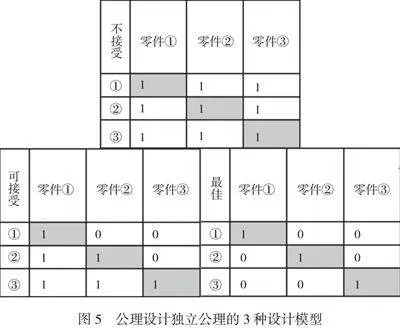
文献[6]提出了公理设计AD(Axiom Design)的概念以及2条公理(信息公理和独立公理),用于评价设计方案的质量:信息含量越少、零部件之间的耦合关系越少,设计方案的复杂度越低。与本文关系密切的,是独立公理的三模型,如图5所示。
AD设计使用DSM来分析产品中零件间的相互关系:有关系=1,没关系=0。
模型1:满矩阵,意味零件1、2、3之间有相互关系,是不可接受的设计。
模型2:左下角半矩阵,零件1输出给2、3;零件2输出给3,是可以接受的设计。
模型3:空矩阵,所有零件之间各自独立,是最理想(可能不现实)的设计。
上述关系有4种。1)装配关系(定位参照关系)。每一列的表头零件属于主动方,作为定位基准,给其他零件提供定位参照。2)作用力关系。每一列的表头零件属于主动方,是作用力源头,对其他零件施加作用力。3)信息交流关系(光、电信号)。每一列的表头零件属于主动方,是信息源头,向其他零件发送信息。4)物质交流关系(流体如吸尘器中的空气、固体等)。每一列的表头零件属于主动方,是物质来源,向其他零件传送物质。
在矩阵中,每一行的表头零件属于被动方,是终点,接受来自其他零件的装配定位、作用力、信息和物质。
文献[3]、文献[7]探讨了基于DSM矩阵的聚类分析,将关系密切的零件聚拢到DSM矩阵对角线附近,成为一个模块,进一步合并为一个零件,并计算聚类前、后的DSM矩阵复杂度的过程。因此,可以使用DSM矩阵以及AD的独立公理作为零件合并机会识别的辅助方法。
3 DFX设计中零件合并的过程
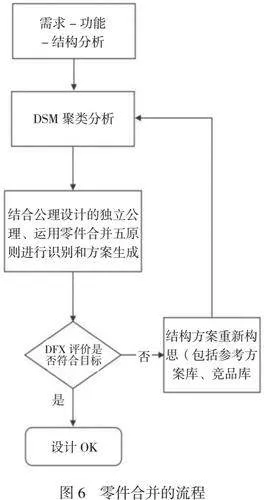
零件合并的过程如图6所示。1)第一步。产品需求-功能-结构分析,初步生成多个零件的装配结构设计概念。2)第二步。应用DSM设计结构矩阵,聚类分析,形成合并思路。3)第三步。应用零件合并五原则,结合AD设计的独立性公理,逐一审视第二步的合并思路,得到零件合并的可行性方案(若干个)。4)第四步。结合DFX方法,评价上述各个合并方案的功能性和可制造性,如果DFX评价结果不符合设计目标,就重新构思结构设计方案,跳回第二步,形成循环。
4 案例:一款清洁工具的设计优化
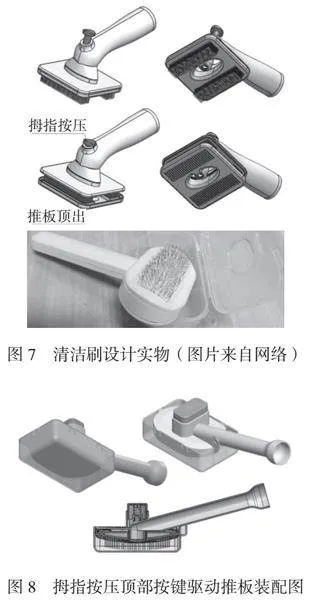
清洁刷主流设计:拇指按压独立的按键,推动推板,刮除梳针部上堆积的污物(毛发、污垢等),如图7所示。
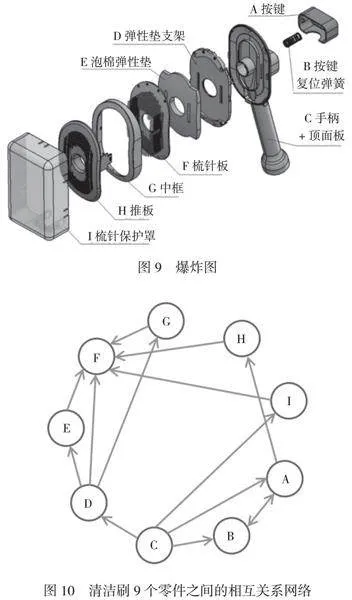
频繁操作导致拇指疲劳,按键一般设置在靠近刷头的位置(如图8所示),但是手的握执部位一般在手柄的中后部,为了按压按键,对长柄刷来说,需要频繁地移动手的握执部位。此外,为了防止梳针意外接触变形和人身伤害,还需要刷针保护盒,增加了制造成本(如图9所示)。
5 产品的功能结构分析
由表3可知,将9个零件的名称作为矩阵的行与列,建立DSM矩阵,分析零件两两之间的关系。
45.254833是产品初始DSM复杂度[3]。
清洁刷的DSM设计结构矩阵的关系网络如图10所示。
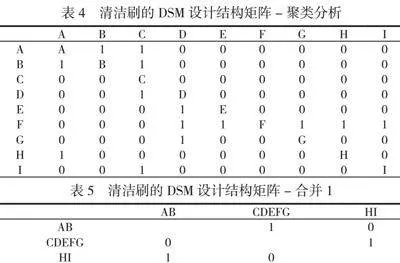
经过聚类分析(见表4)得到零件合并的机会。
29.698484是聚类分析后的DSM复杂度,小于聚类前的DSM复杂度[3]。
9个零件合并成3个新零件或者3个新模块。1)(A+B)。A按键、B按键复位弹簧合并。2)(C+D+E+G+F+I)。C手柄+顶面板、D弹性垫支架、E泡棉弹性垫、G中框可以合并。3)(H+I)。H推板、I梳针保护罩;虽然H相对于I是运动的,但是由修正后的“五原则”可知,HI可以合并之后相对于F一起运动.
重写DSM矩阵,得到表5。
基于AD设计的独立公理原理,为了进一步降低产品复杂度,应该将矩阵中的“1”变为“0”,也就是尝试进行设计解耦,解除相互关系。
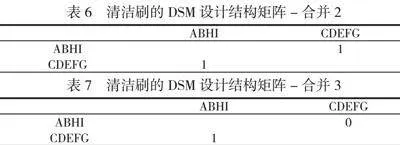
结合使用修正后的五原则,对上述3种零件合并机会进行分析。首先,注意“AB”列-“HI”行=1,物理意义是按键+弹簧是与推板-梳针保护罩联动的,因此考虑将ABHI合并为一个零件,这样整个系统简化为2个零件,见表6。
虽然系统简化了,但是DSM矩阵是一个全耦合矩阵,必须优化。至少要使右上角的“1”变成“0”,理想状态是左下角的“1”也变成“0”。
第一步尝试:右上角“1”的物理意义是DEFGC对ABHI提供了定位和运动限位,C是基准;要让这个“1”变为“0”,最简单的是让ABHI成为基准,C被定位。
第二步尝试:左下角“1”的物理意义是H对CDEFGI中的I进行了毛发刮除,H是主动方;要让这个“1”变为“0”,只有让H成为被动方,CDEFGI成为主动方。但是,这样就会让第一步尝试得到的右上角的“0”重新变回“1”。
第三步尝试:根据公理设计的独立公理,矩阵对角线右上区域最好为“0”;综合第一步和第二步,得到设计改善方向,ABHI是基准,CDEFG是被定位的;同时,ABHI是主动方,对CDEFG进行毛发刮除,得到最终矩阵(见表7),根据信息公理可知,这是一个可以接受的方案。
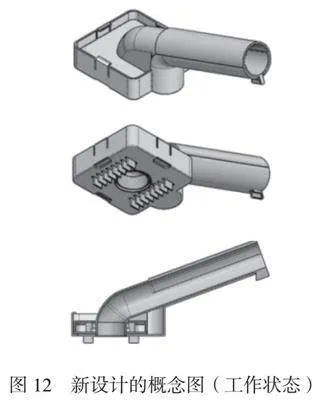
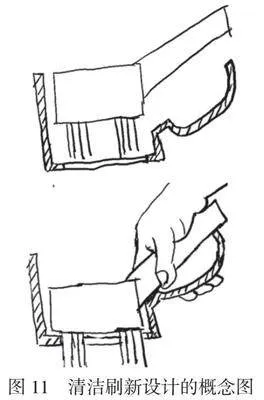
最终,得到新设计概念如图11所示。
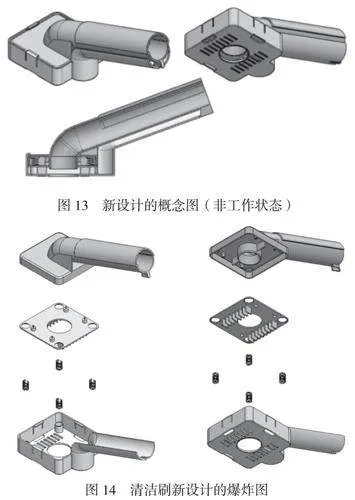
新设计的概念图如图12、图13所示,工作状态(紧握状态),浮动把手贴紧手柄C,梳针外露。非工作状态(释放状态),浮动把手远离手柄C,梳针内藏。新设计的改善点。1)取消了拇指按压操作,消除了拇指疲劳,取消了单独的拇指按键。2)取消了拇指按键,不需要频繁改变握执部位,让较短的拇指能够接触到按键。3)将按键改用食、中、无、小指操作,通过四指自然握紧和放松动作,更符合人体操作习惯。因此,将推板向手柄方向延长,构成握紧——放松的浮动把手,以弹簧进行复位。4)取消了单独的拇指按键,简化结构,降低成本。5)非握紧状态下,推板+浮动把手复位,起到保护梳针的作用,替代了独立保护盒。简化结构,降低成本。
零件合并以及新设计的最终状态。1)植针板F放弃合并,因为植针工艺单独进行成本更低(原则丁),但F是定位和装配到C上的,形成一个模块。2)弹簧B因为可靠性和成本原因(原则丁、戊),放弃了合并到H或I上,但定位和装配在HI上,形成一个模块。3)浮动把手HI取代了按键A,合并了推板H、梳针保护罩I。4)手柄顶面板C合并了D、E、G(图14中省略)。5)因为篇幅原因,所以省略了其他的合并方案以及DFX评价的部分。
6 结语
本文以清洁刷结构设计为例,证明“有相对运动的零件”也可以合并成1个零件并保持相对运动,修正后的零件合并五原则扩大了合并机会的范围。同时,结合DSM矩阵对产品结构进行聚类分析,提供了更清晰的零件之间的相互关系,提高了五原则的运用效率。
参考文献
[1]石晓飞,丁东旭,王永鹏,等.面向航空机载产品基于特征的可制造性研究及应用[J].新技术新工艺,2023(7):1-6.
[2]李壮,杨伯军,刘南兵,等.公理设计解耦在工艺设计的应用研究[J].现代制造工程,2023(12):38-47.
[3]沈靖.融合DSM和DFX的产品设计优化方法研究[J].中国机械,2023(26):2-9.
[4]戴志杰,王宇昊,杨涛,等.基于3DDFM二次开发的钣金机箱可制造性分析[J].机械设计与制造工程,2023,52(7):26-30.
[5]杰费里∙布斯罗伊德,彼得∙杜赫斯特,温斯顿∙奈特,等.面向制造及装配的产品设计[M].北京:机械工业出版社,2015.
[6]NAM P S.公理设计[M].谢友柏,袁小阳,徐华,译.北京:机械工业出版社,2004.
[7]唐敦兵,钱晓明,王晓勇,等.公理化设计矩阵与设计结构矩阵同步演化机制研究[J].计算机集成制造系统,2007(8):1465-1469,1475.
